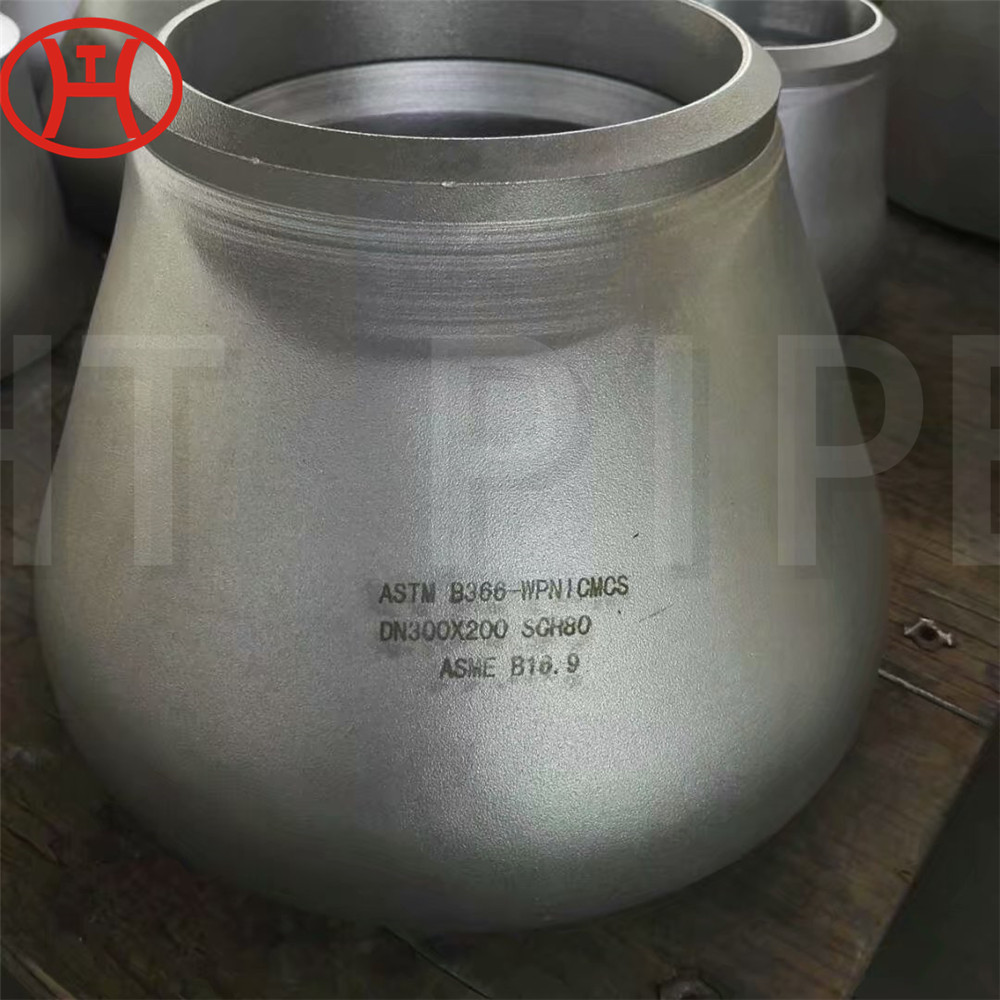
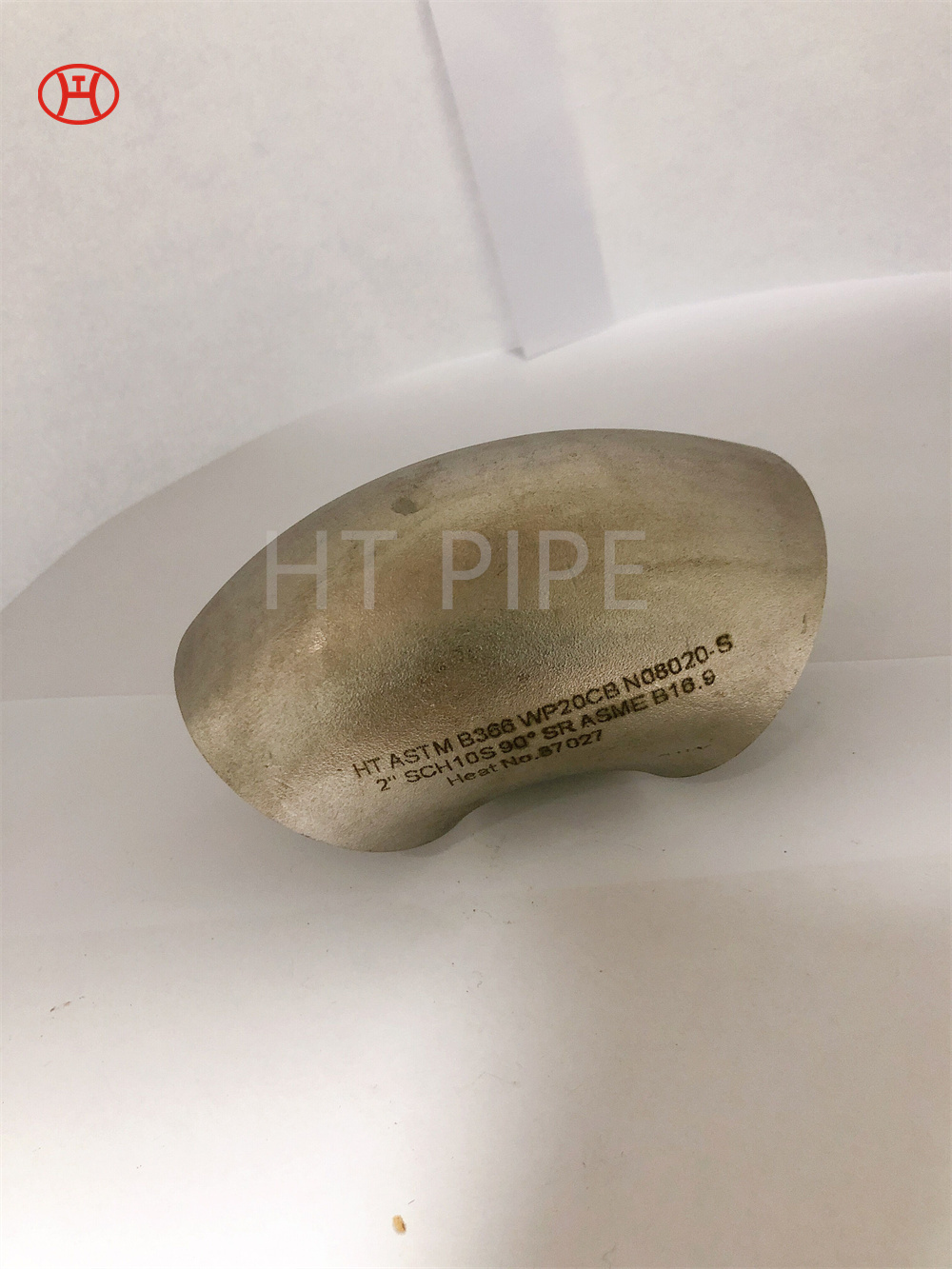
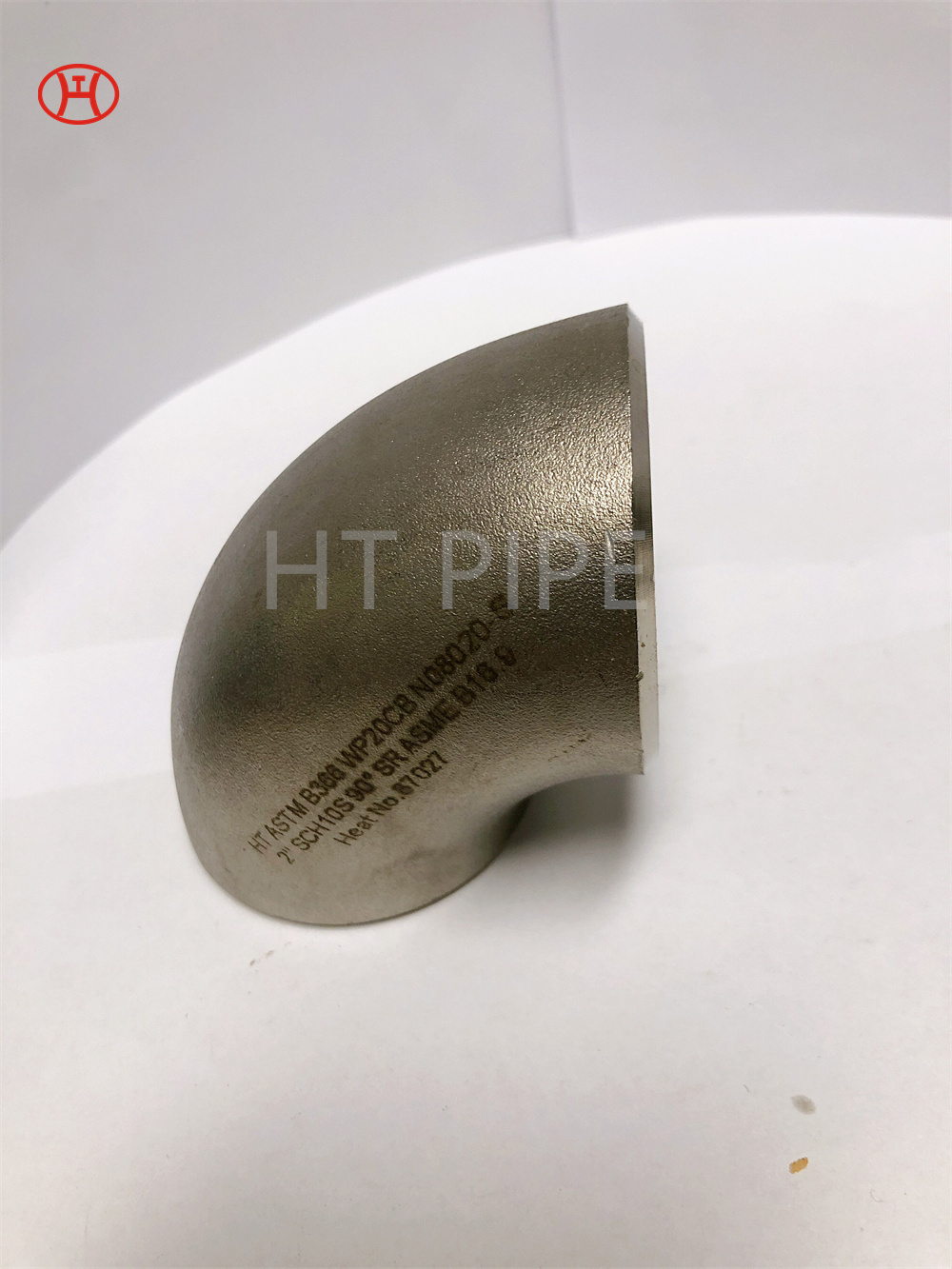
S32205 - гэта дуплексная нержавеючая сталь з удвая большай трываласцю аўстэнітнай нержавеючай сталі. Дуплексная нержавеючая сталь, якая складаецца з 21% хрому, 2,5% Molybdenum і 4,5% нікель-азотнага сплаву. Ён валодае высокай трываласцю, добрым уздзеяннем трываласці і добрай агульнай і мясцовай стрэсавай устойлівасцю да карозіі. Трываласць выхаду дуплексных нержавеючых сталі ўдвая большая, чым у аўстэнітных нержавеючых сталі, асаблівасці, якая дазваляе дызайнерам зніжаць вагу пры распрацоўцы прадуктаў, што робіць гэты сплаў больш даступным, чым 316, 317L. Гэты сплаў асабліва падыходзіць для выкарыстання ў дыяпазоне тэмпературы -50¡Ãf \ /+600¡Ãf. Для прыкладанняў, якія знаходзяцца за межамі гэтага тэмпературнага дыяпазону, гэты сплаў таксама можна ўлічваць, але ёсць некаторыя абмежаванні, асабліва пры ўжыванні на зварныя структуры. Дуплексная нержавеючая сталь мае ўдвая большай трываласці на сціск у параўнанні з аўстэнітнай нержавеючай сталі, і дызайнеры могуць паменшыць яго вагу ў параўнанні з 316 л і 317L. Сплаў 2205 асабліва падыходзіць для выкарыстання ў дыяпазоне тэмпературы -50¡Ãf \ /+600¡ÃF, а таксама можа выкарыстоўвацца пры больш нізкіх тэмпературах пры цяжкіх абмежаваннях (асабліва для зварных структур).