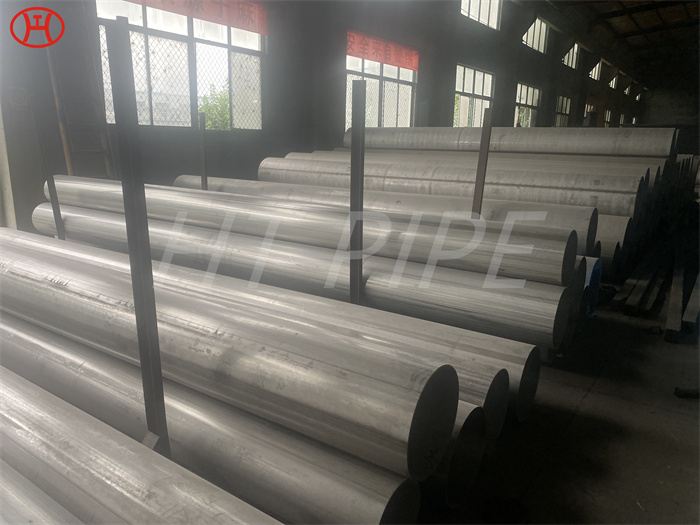
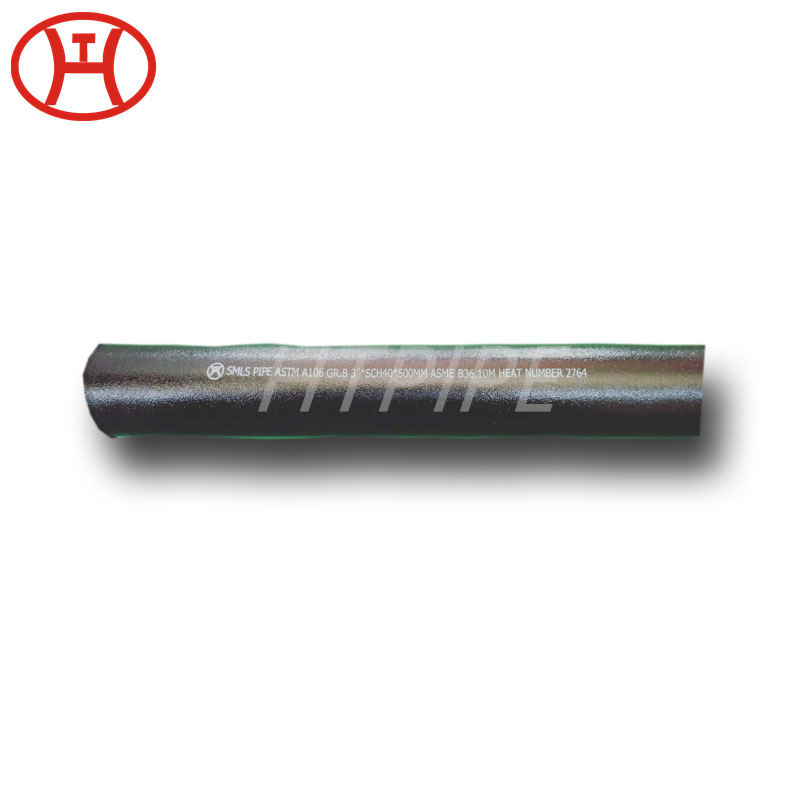
Зварная трубаЯпонскідацкаяASTM A182 F5 F9 F11 a182 каванае фітынгавае калена

ASTM A182 F5 F9 F11 a182 каванае фітынгавае калена
Пры тэмпературах вышэй за 300¡ãC крохкія мікракампаненты 2205 выпадаюць у асадак, а пры тэмпературах ніжэй за -50¡ãC мікракампаненты падвяргаюцца пластычна-ломкаму пераходу; такім чынам, гэтая марка нержавеючай сталі не падыходзіць для выкарыстання пры гэтых тэмпературах.
Славенская
румынская
хіндзі
філіпінскі
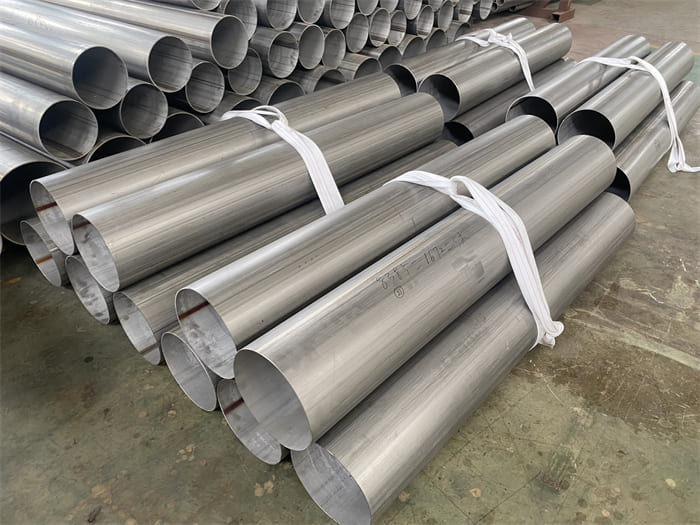
Памер «OD: 1\/2″» ~48″»
французскі
Зварка Incoloy 825 павінна праводзіцца ў отожженном стане і ачышчана драцяной шчоткай з нержавеючай сталі для выдалення плям, пылу і розных маркіровак. Пры зварцы кораня зварнога шва трэба быць вельмі асцярожным (аргон 99,99), каб атрымаць найлепшую якасць караня зварнога шва, каб зварны шво не ўтвараў аксідаў пасля таго, як корань быў звараны. Колер з зоны тэрмічнага ўздзеяння зварнога шва трэба выдаліць шчоткай з нержавеючай сталі, пакуль зона зварнога шва не астыла.
нямецкі
www.htpipe.es