ইস্পাত পাইপ ফিটিংjcopipe.comস্প্যানিশআমাদের সাথে যোগাযোগ করুনস্প্যানিশকপিরাইট © ঝেংজু হুইটং পাইপলাইন সরঞ্জাম কোং, লিমিটেড সমস্ত অধিকার সংরক্ষিত

কপিরাইট © ঝেংজু হুইটং পাইপলাইন সরঞ্জাম কোং, লিমিটেড সমস্ত অধিকার সংরক্ষিত
অভিন্নতার ডিগ্রি, একটি টাইট আয়রন অক্সাইড ফিল্মের অনুমতি দেয়, অবশ্যই ফাটল, দাগ এবং অন্যান্য ত্রুটি থাকতে হবে না। প্রক্রিয়াটি হট রোলড শিট ইস্পাত এবং ঠান্ডা রোলড শীটে বিভক্ত
আরও তাড়াতাড়ি
পর্তুগিজ
তদন্ত
সুইডিশ
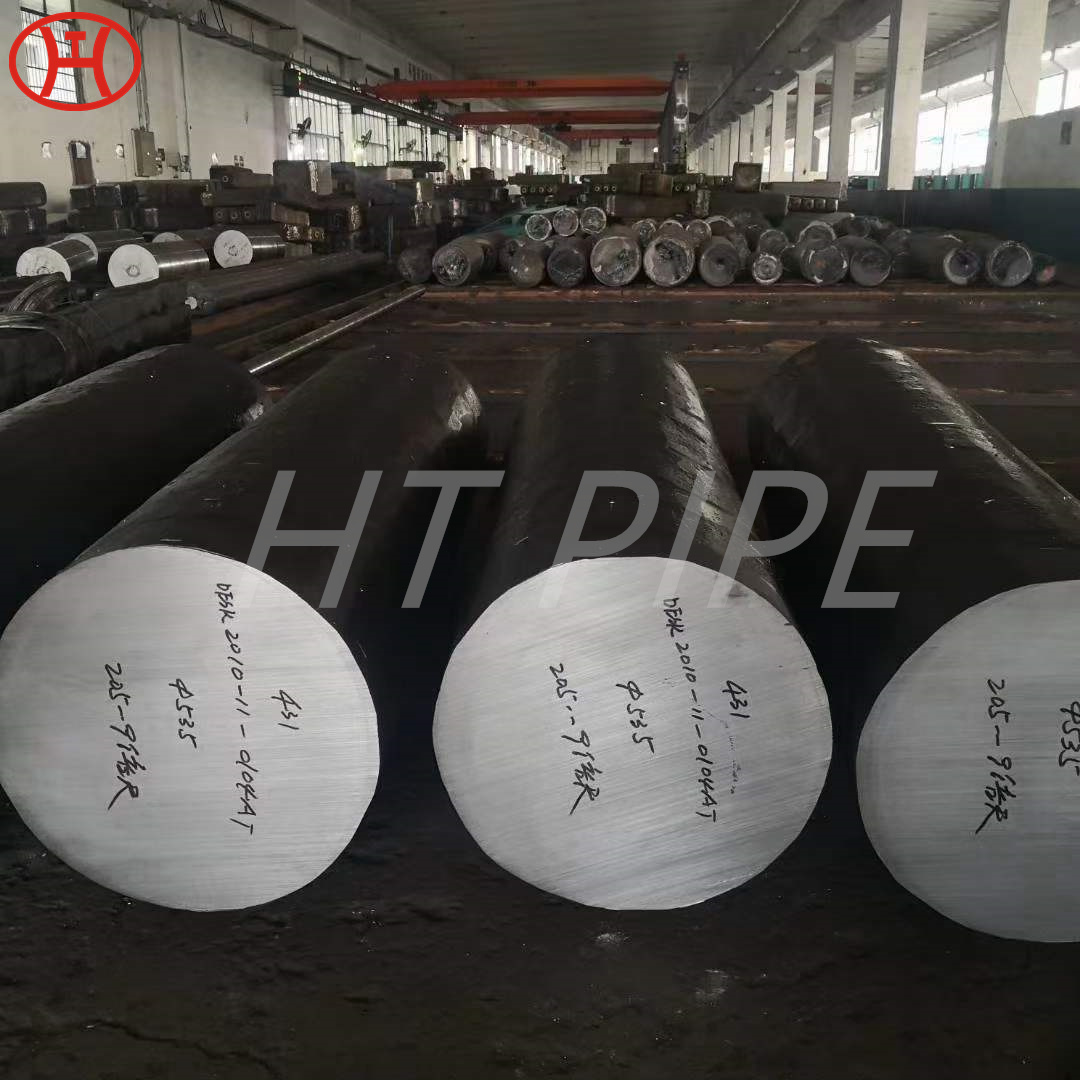
মিশ্রণটি 2250 \ / 1750of (1230 \ / 955oC) এর মধ্যে জাল করা হয় এবং তারপরে বিলেট বা ইনগোট বিভাগের বেধের প্রতি ইঞ্চি 30 মিনিটের জন্য ফোরজিং তাপমাত্রায় ভিজিয়ে রাখা হয়। ফোরজিং অবিলম্বে শুরু হওয়া উচিত, বিলেটটি রিহিট ফার্নেস থেকে সরানো হয়, একটি 25 \ / 40% হ্রাস যতটা সম্ভব অভ্যন্তরীণ তাপ ধরে রাখতে সহায়তা করে। সর্বোত্তম জারা প্রতিরোধের জন্য, নকল অংশগুলি পরবর্তীকালে অ্যানিল করা উচিত। তাপ চিকিত্সা দেখুন।
কাতালান
অ্যালো স্টিল ফাস্টেনার্স