316 դարբնոցային կլոր ձող 317լ գինը astm a479 304 sus304 uns չժանգոտվող պողպատից ձող 304լ և 316լ
Որպես չժանգոտվող պողպատից բարերի դասի մատակարար, HT PIPE-ն առաջարկում է բարերի արտադրանք և ծառայություններ: Չժանգոտվող պողպատը մեկ նյութ չէ, այլ կոռոզիոն դիմացկուն պողպատների ընտանիքի անվանումը: Շատ գիտական հայտնագործությունների նման, չժանգոտվող պողպատի ծագումը պատահականություն էր: 1913 թվականին Անգլիայի Շեֆիլդում Հարի Բրեյլը աշխատում էր զենքի տակառների համար պողպատե նոր համաձուլվածքի մշակման վրա: Նա նկատեց, որ իր որոշ նմուշներ չեն ժանգոտվում և դժվարությամբ են փորագրվում։ Այս համաձուլվածքները պարունակում են մոտավորապես 13% քրոմ: Այս պողպատների առաջին կիրառումը եղել է պատառաքաղի մեջ, որի շնորհիվ Շեֆիլդը հետագայում հայտնի դարձավ: Ֆրանսիայում միաժամանակյա աշխատանքը հանգեցրեց առաջին ավստենիտիկ չժանգոտվող պողպատների զարգացմանը:
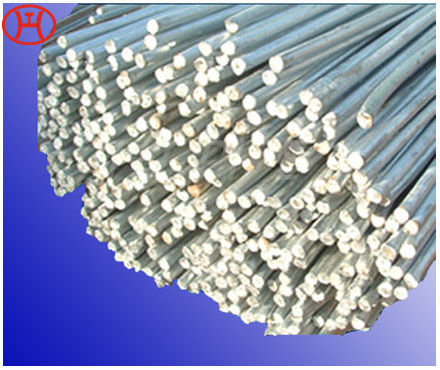
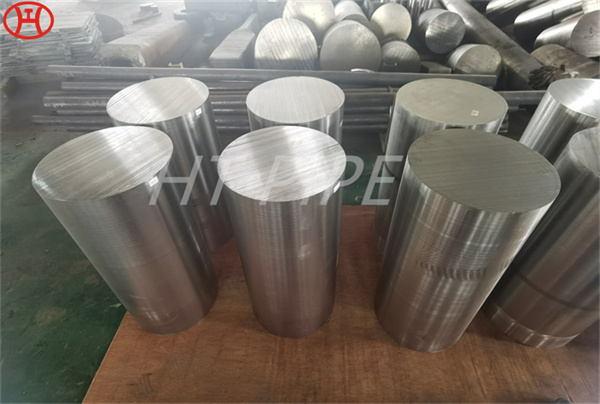
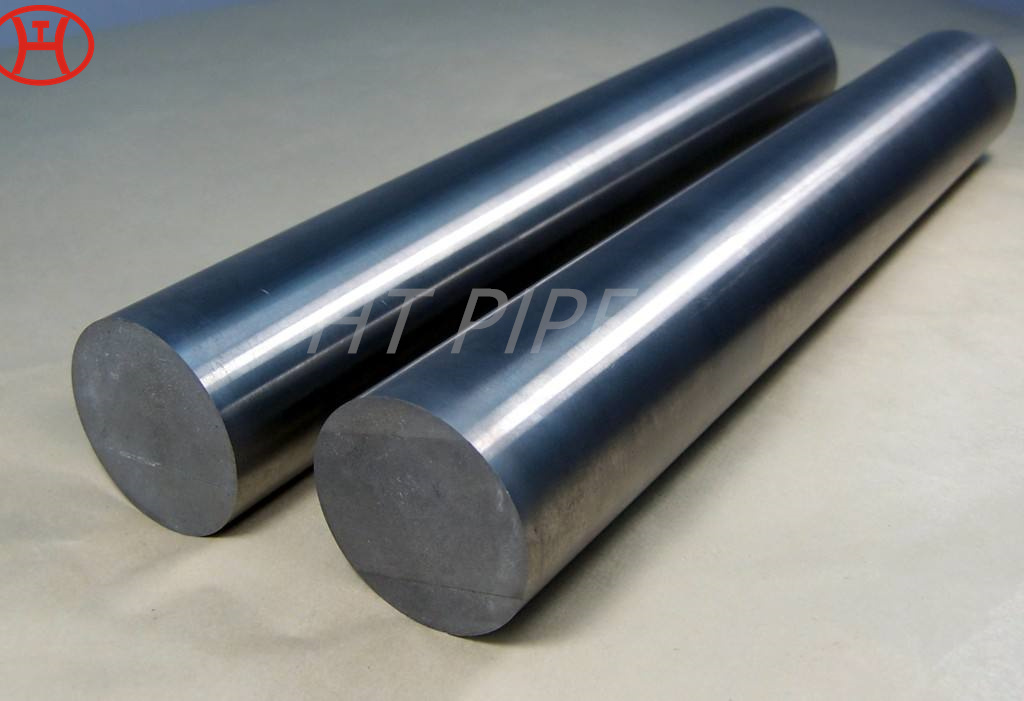
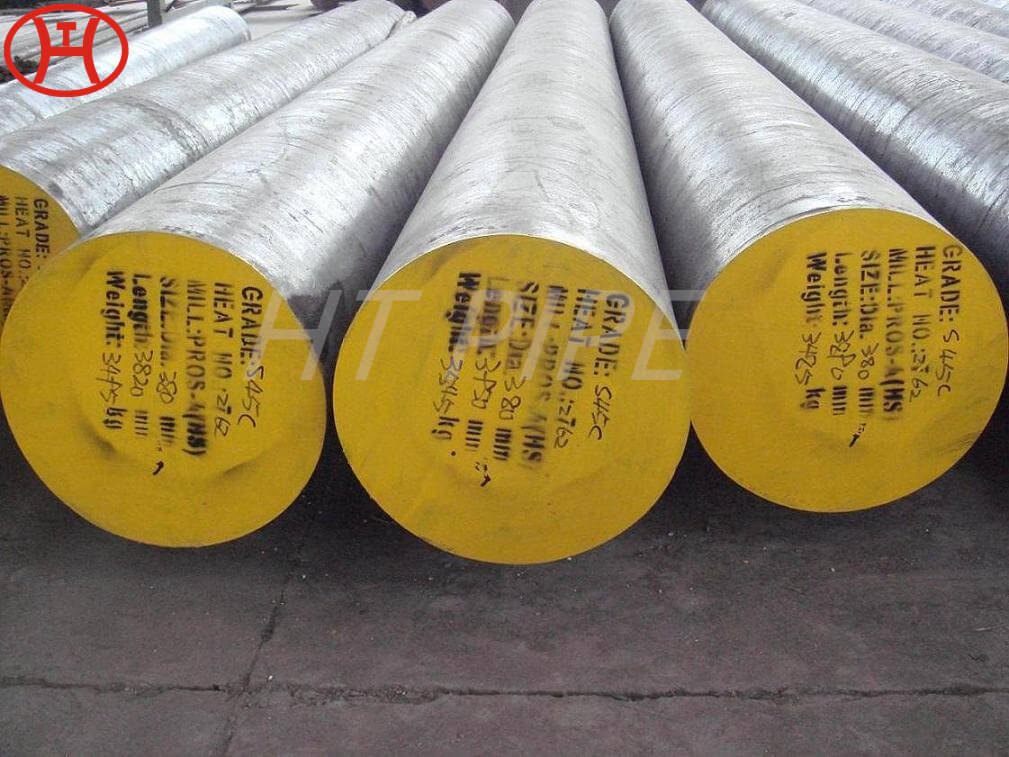
Ապրանքի տեսակները Կլոր Բար Քառակուսի բար Վեցանկյուն Բար Հարթ բար
Մակերեսը սև կամ պայծառ կամ թթու սպիտակ
Ստանդարտ SUS, AISI, DIN
Արտադրության տեխնիկա Տաք գլանվածք, սառը գծում
Տրամագիծը 5~500 մմ
Երկարությունը ¨Q12M կամ ըստ հաճախորդների պահանջների:
Տրամագծի հանդուրժողականություն H7 H9 H10 H11
Չժանգոտվող պողպատ ASTM\/ASME SA 276 \/479 304\/SUS304\/UNS S30400, 304L\/UNS S30403, 316\/UNS S31600, 316Ti\/UNS\/S316 316L\/UNS S31603, 310S\/UNS S31008, 321\/UNS S32100, 321H\/UNS S32109, 347\/UNS S34700, 347H\/UNS S32100 F51\/S31803\/2205, F53\/S32750\/2507, F55\/S32760, F44\/S31254\/254SMO, S31050\/1.4466, F9089\/A 800HT\/Incoloy 800HT\/UNS N08811, Alloy 800\/Incoloy 800\/UNS N08800, Alloy 800H\/Incoloy 800H\/UNS N08810
ASTM\/ASME SA 479 304H\/UNS S30446