ANSI խառնուրդ պողպատե եզրեր ASTM A182 ֆլանզներ PN 6 TO PN 100 Կցաշուրթեր
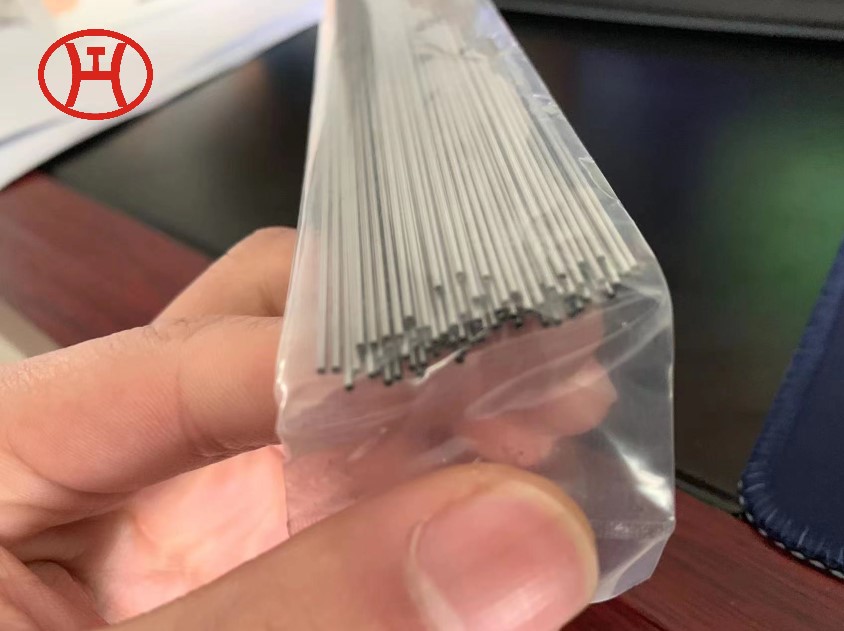
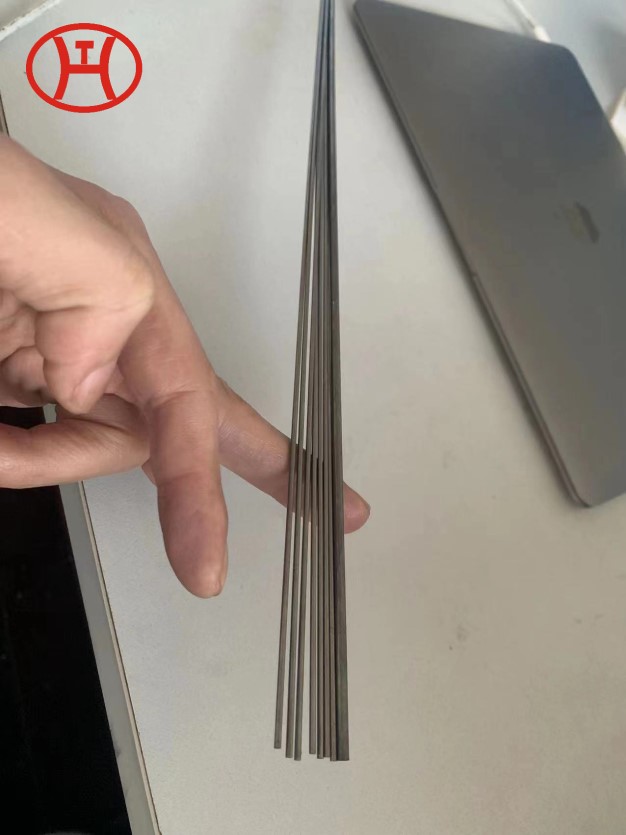
Մենք առաջարկում ենք ASME SA335 Grade P22 Welded Pipe, ASTM A335 P22 Pipe արտադրված է ASTM ստանդարտների համաձայն: Լեգիրված պողպատից A335 P22 ERW խողովակ, Astm A335 P22 ջերմաստիճանի ծայրահեղ սառը ձևավորված, պատրաստված մի շարք գլանափաթեթների միջով գծված պողպատե ժապավենից:
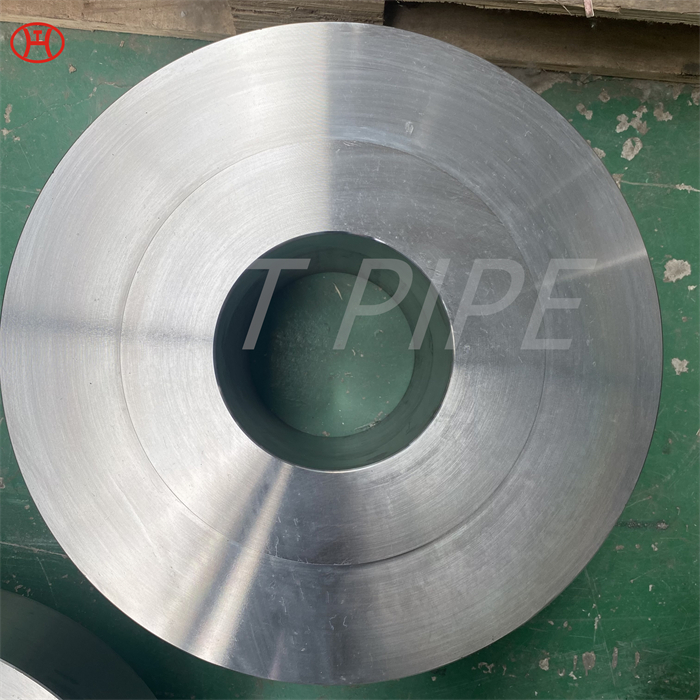
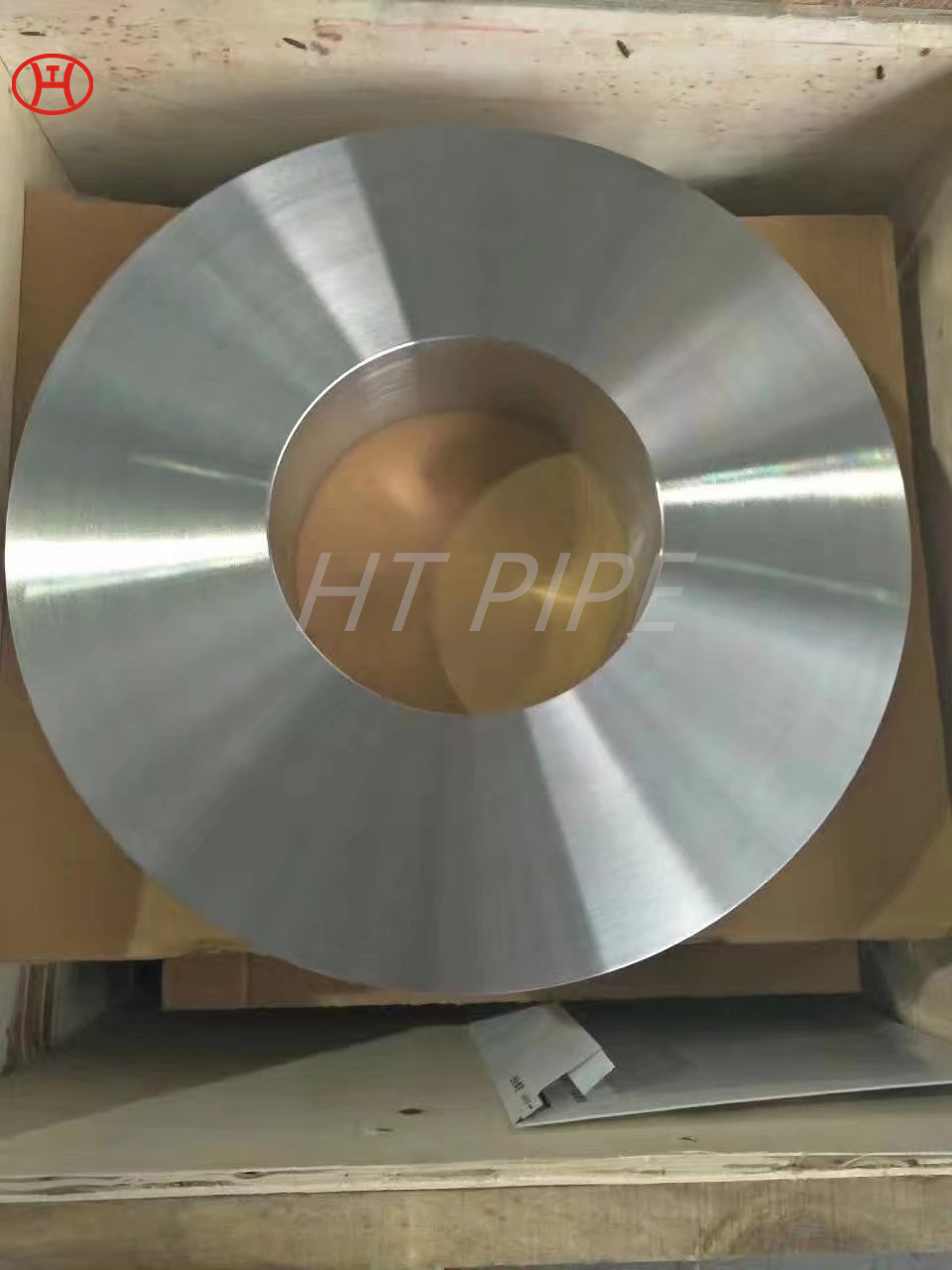
Ալյումինե պողպատից Կցաշուրթեր, Ալյումինե եզրեր նախագծված են խնամքով, օգտագործելով ընթացիկ տեխնիկան արտադրական միավորի կայացած մասնագետների տեսլական ղեկավարության ներքո: Այս ֆլանզները պարունակում են առնվազն 12% քրոմ և հայտնի են իրենց կարծրությամբ: Ցածր խառնուրդ պողպատից Weld Neck եզրը նախագծված է լավ մեխանիկական հատկություններով: Այս կցաշուրթերն ունեն դուրս ցցված հանգույց, որն ապահովում է խողովակների աջակցությունը բարձր ճնշման կիրառման դեպքում: Զույգը եռակցվում է խողովակների երկու ծայրերում և այնուհետև եռակցվում կամ ամրացվում է միասին որպես ամբողջ եզրային արտադրանք: Ալյումինե պողպատից ASTM A182 Grade F11 Կցաշուրթերը հաճախ օգտագործվում են գոլորշու և բարձր ջերմաստիճանի այլ հեղուկների համար: Դրանք հասանելի են նաև տարբեր ձևերի և չափերի: