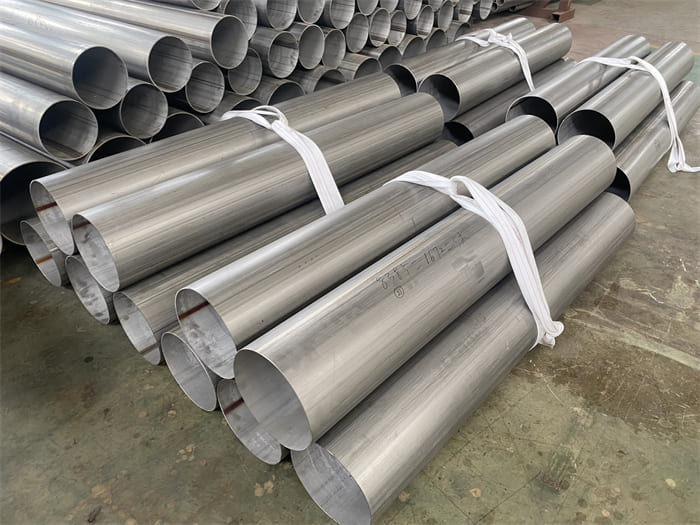
ASTM A403 WPS31254 SCH10S ASME B16.9 Stubbaenda
Til þess að flytja leiðsluna er nauðsynlegt að fjarlægja beinu slönguna í leiðslunni. Þegar notaðar eru ýmsar leiðslur þarf að nota ýmsar leiðslur. Þegar leiðslan er notuð þarf að nota olnbogann til að breyta stærð leiðslunnar. Við tvískiptingu er þríhliða pípan. Flanstengingin sem notuð er þegar samskeytin eru notuð með ýmsum pípusamskeytum, til að ná langflutningsleiðslunni, til að ná varmaþenslu og köldu samdráttarsamskeyti eða virkri tengingu öldrun leiðslunnar, er langlínuþenslu- og köldsamdráttarsamskeytin notuð til að tengja leiðsluna. , Í tengingu ýmissa tækja eru einnig tengi og innstungur á tækjafasa.
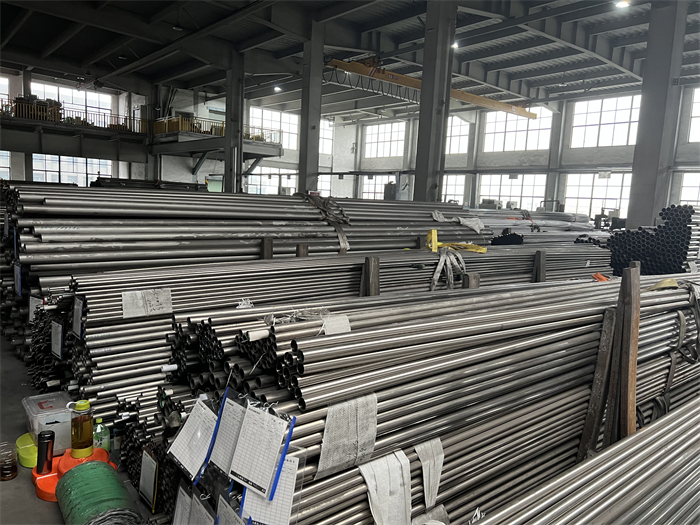
Helsti munurinn á 304 og 316 ryðfríu stáli er að 316 hefur tilhneigingu til að hafa meira nikkel og smá mólýbden í blöndunni. Almennir vélrænir eiginleikar málmanna tveggja eru að mestu sambærilegir. Aukið nikkelinnihald og innihald mólýbdens gerir það að verkum að 316 ryðfríu stáli hefur betri efnaþol en 304 ryðfríu stáli. Hæfni hans til að standast sýrur og klóríð, þar á meðal salt, gerir einkunn 316 tilvalin fyrir efnavinnslu og sjávarnotkun.
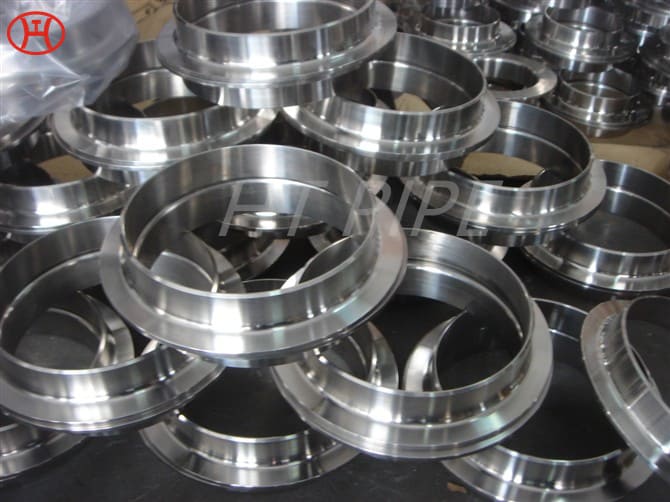
Stundum kallaður blindflans; notað til að tæma af leiðslum, lokum og dælum, eða sem skoðunarhlíf. Hentar til notkunar með Schedule 40 eða 80 ryðfríu stáli rör, í notkun með lofti, vatni, jarðgasi og gufu.
Incoloy 925 blindflansar eru einnig í boði í mismunandi stærðum og gerðum til viðskiptavina okkar. Incoloy 925 Socket Weld Flanges eru framleidd með lofttæmi til ¨C bræðsluferlis, en hægt er að útvega þær með því að nota loftbráðnun eins rafskauts sem hægt er að nota ef efnislýsingin leyfir.
Ryðfrítt stál 316 píputengi er notað í leiðslukerfi til að tengja bein rör til að laga sig að mismunandi stærðum og gerðum og til að ná þeim tilgangi að stjórna vökvaflæði. Það er notað í pípukerfi til að stjórna afhendingu á vatni, gasi eða fljótandi úrgangi í atvinnuhúsnæði eða heimilisumhverfi.
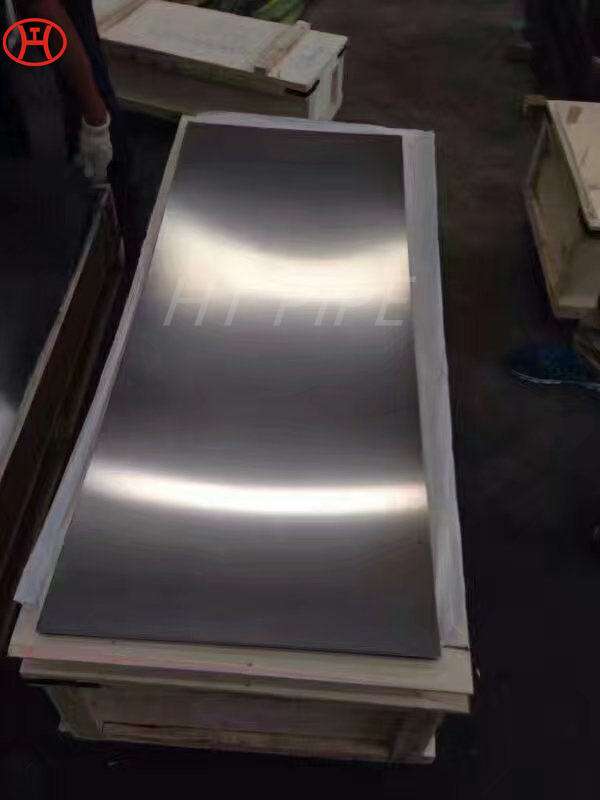
Forskrift UNS S31803 (ASTM F51) hefur að mestu verið leyst af hólmi með UNS S32205 (1.4462, ASTM F60). Þetta endurspeglar löngun þeirra til að hámarka tæringareiginleika málmblöndunnar, þökk sé þróun AOD stálframleiðsluferlisins, sem gerir ráð fyrir þéttari stjórn á samsetningu. Að auki gerir það kleift að hafa áhrif á magn köfnunarefnis í viðbót frekar en að vera bara til staðar sem bakgrunnsþáttur. Þess vegna leitast við að hámarka innihald króms (Cr), mólýbdens (Mo) og köfnunarefnis (N) með bestu tvíhliða einkunnunum.