ASTM A403 PIPE spólur, SS Pipe spools, ryðfríu stáli pípu spólur, WP bekk SS 304 Pipe spools, DIN2617 SS Pipe Spool, DIN2616 SS Pipe Spool í Kína.
Framleiðsluferlið pípuspólanna hefur nokkur stig. Öll stig eru útfærð fyrir tiltekin markmið og fylkingin milli stiganna er umfangsmikil. Þess vegna er hægt að skipta framleiðsluskrefunum í merkingu, klippa, passa upp, suðu og mála.
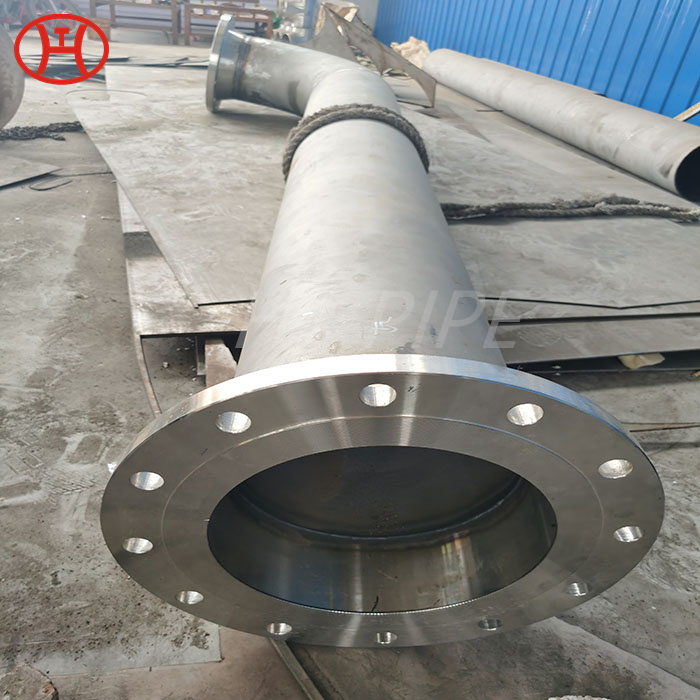
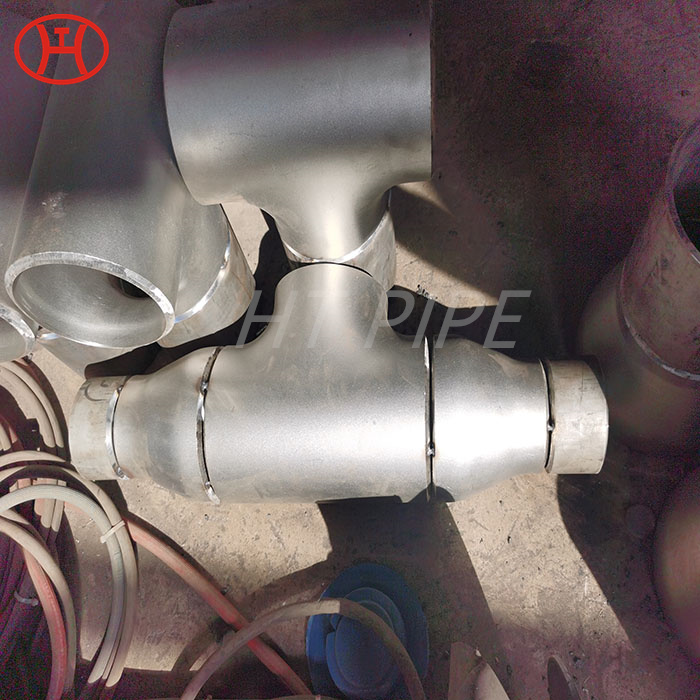
Stálpípuspólum er einnig vísað til forsmíðaðra íhluta rörkerfis eins og rör, flansar og pípubúnað og þær eru festar meðan á þróuninni stendur áður en þeir senda þær til framleiðslu.
Með þessum yfirburði hefur öll leiðslan sem notar Industries frábært tækifæri til að auka skilvirkni leiðslukerfisins og minnka þörf þeirra fyrir vinnuafli og tíma.
Endingu stáls er einn besti kosturinn í leiðslukerfunum. Það er sterkt og það þolir þrýstinginn, hitastigið, mikið áföll og titring. Það hefur einnig einstaka sveigjanleika sem veitir auðvelda framlengingu.
Pípuspólar eru fyrirbyggjandi hlutar leiðslukerfis. Rör, flansar og innréttingar eru kallaðar pípuspólur og þær eru framleiddar áður en þær eru notaðar í lagerkerfinu.
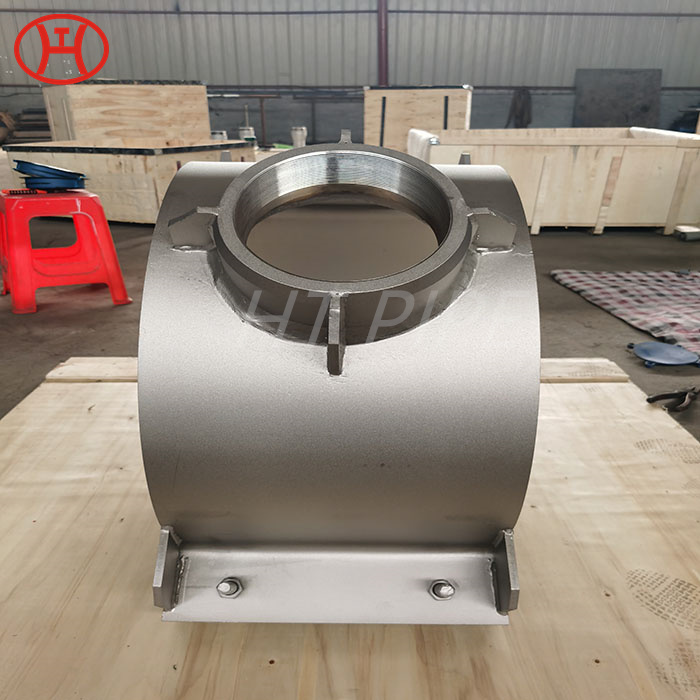
Beita þarf upp og suðuferli eftir að brún lýkur hlutunum. Þess vegna, fyrir ryðfríu stáli og kolefnisstálpípu spólum, er hægt að staðsetja hluta á stálgrundvöll eða trégrundvöll. Ennfremur verður að lágmarka alla snertingarmöguleika milli kolefnisstáls og ryðfríu stáli.
Pípuspólar eru framleiddir með notkun hrára rörs og pípubúnaðar. Skurðarferlið á hráum rörum er gert með fyrirfram tilgreindum stærðum sem henta fyrir pípubúnaðinn og aðra íhluti.
Þreytustyrkur þeirra er þó hærri en flansar. Stórt vandamál fals suðu flansar er tæringaráhættan. Halda þarf skarð milli flansins og mátun eða pípu áður en suðu er soðið. Tærandi vökvi eða rakastig geta fundið í þessum skjólum. Þannig getur þetta fast-vökva viðmót valdið tæringu á líkamanum.
Pípuspólakerfi eru að mestu notuð í virkjunum og jarðolíuhreinsunarstöðvum sem krefjast mikillar leiðslu. Þessi kerfi fela í sér flutning og flutning á vökva og gasi og þessi flutningskerfi þurfa mikið af tengihlutum. Í þessum kerfum er enginn staður fyrir mistök.
Sívalur bungu auðveldar notkun flans við erfiðar aðstæður eins og; hækkað hitastig eða mikið andrúmsloft undir þrýstingi. Þessir flansar eru soðnir að rörum eða festingum með því að nota rass suðu sem gerir kleift að festa líkamann. Slip-á flansar eru einnig mjög algengir í notkun vegna litlum tilkostnaði. Þeir þurfa ekki of mikið yfirborðsáferð sem suðuhálsflansar.
Þessir sérfræðingar framleiða kerfið undir tilgreindu mengi gæða og nákvæmni til að fá viðeigandi passa á staðnum og til að viðhalda nauðsynlegum tæknilegum eiginleikum sem viðskiptavinurinn skilgreinir.
Í dag í dag eru leiðslur mjög algengar fyrir næstum öll notkun sem flytur hvaða vökva eða loftkennandi efni sem er. Þessi fljótandi eða loftkennd efni streyma í pípukerfið með mismunandi þrýstingi og hitastigi. Þess vegna eru leiðslukerfi orðið fyrir umframálagi sem er framleitt með þrýstingi og hitastigi.
Blindir flansar eru lokaskipting flansflokksins. Þeir eru notaðir sem lokaklosar fyrir rörloka eða dælur. Þar sem blindir flansar eru notaðir sem hindranir gegn vökvaflæðinu eru þeir hæstu stressuðu hlutar flanskerfanna.
Yfirborðsbrúnir íhlutanna verða að vera jafnar og fjarlægja verður yfirborðs óhreinindi. Ferli er útfært fyrir brúnir hlutanna. Malunarvél er notuð við farangursferlið. Gerð mala vélanna fyrir fellur er mismunandi fyrir ryðfríu stáli íhlutum og kolefnisstáli íhlutum.
Fyrir framboð af vatni og eldfimum lofttegundum eru stálrör gagnlegustu rörin. Þau eru notuð á mörgum heimilum og fyrirtækjum til að flytja jarðgas eða própan eldsneyti. Þeir notuðu einnig fyrir eldsneytiskerfi vegna mikils hitaþols.
Þess vegna getur valinn radíus olnbogans verið mjög mikilvægur. Önnur tegund olnboga er að draga úr olnboga. Í þessari tegund af olnbogum jafngildir vídd miðlínu radíussins helming nafnstærðar stærri endans. Að draga úr olnbogum, aftur, viðhalda 90 ¡flæðisbreytingu í leiðslukerfinu. Ennfremur er einnig hægt að viðhalda 180¡ãflow breytingu með því að nota ákveðna tegund af minnkandi olnboga sem kallast ¡® aftur beygjur.
Sem upphaf framleiðslunnar verður að merkja alla íhluti til að auka eftirlit með efnunum. Hægt er að útfæra merkingarvinnuna vegna viðkomandi fjölda íhluta. Ennfremur verður að merkja allar víddir pípuspólanna á sig. Ummerki um íhlutina mega ekki menga efnið, annars geta leifar brugðist við efninu og það getur valdið skaðlegum vandamálum.
Plasmaboga skútan er notuð fyrir stórar pípur (yfir 28 tommur af nafnpípustærð) og notkun þess er einnig gagnleg til að skera af útibúum. Ef mögulegt er, verður innra mál að vera staðsett í rör eða innréttingar, til að vernda þá fyrir spattunum sem eru búnar til með plasma boga skútu. Eftir að hafa verið skorið og verður að viðhalda brún.
Þess vegna er festing á flansunum auðveldari. Samt sem áður er styrkur flansar á rennibrautinni tveir þriðju af suðuhálsflansunum, undir innra álagi vegna rennslis. Annar ókostur við flansinn sem rennur út er að það er ómögulegt að laga flans við olnbogann eða laga flans við teiginn vegna þess að enda yfirborð rennilásanna er ekki beint. Þriðji flanshópurinn er fals suðuflansar. Þessir flansar eru notaðir fyrir litlar rör sem verða að skila miklum þrýstingi. Styrkur fals suðuflansanna gegn innri álagi er jafnt og flansar.
Hringjaskipta flansar hafa næstum sömu lögun og fals suðu flansar nema suðubilið. Þannig er notkun þeirra í forritum sem geta valdið tæringu hagstæð. Önnur flansategund er snittari flansar. Þráðir flansar eru mjög gagnlegir í sérstökum forritum þar sem þeir þurfa ekki suðu til að festa.
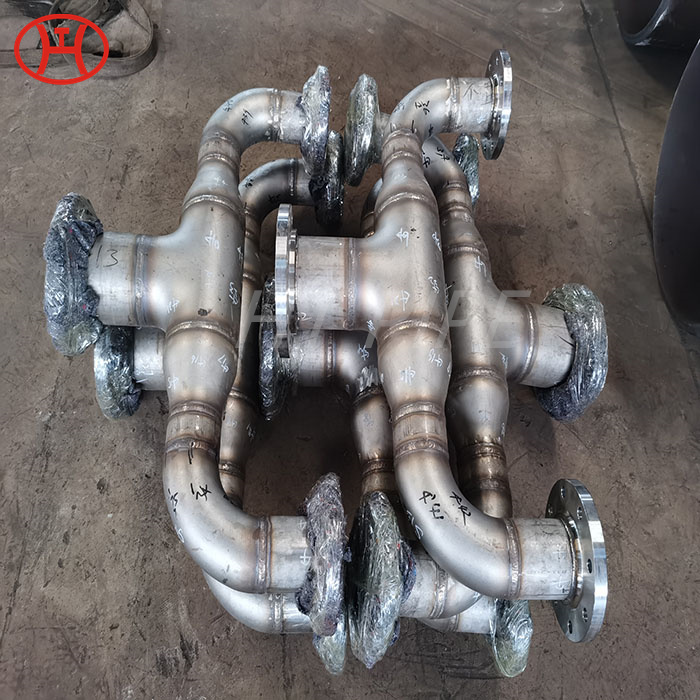
Teigin eru einnig notuð við breytingu á rennslishorni og dreifingu flæðisins annað hvort í eina eða fleiri rásir. Hægt er að skipta teigum í tvo meginhópa sem eru rassinn soðnir teig og fals soðnu teig. Rassinn soðnir teig eru notaðir til að framkvæma hornrétt dreifingu flæðisins. Þeir búa til 90 ¡greinum með tengingu leiðslunnar og dreifa komandi máli frá aðallínunni.
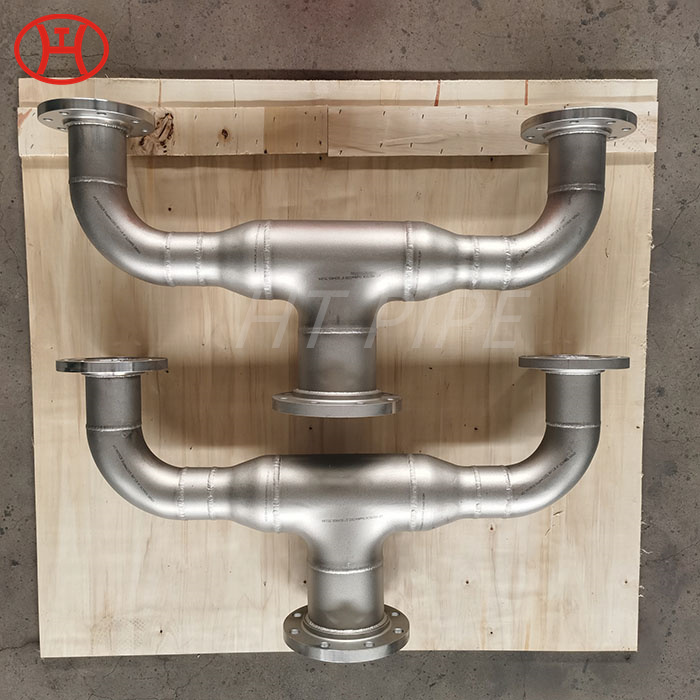
Leiðslukerfið verður að framleiða og festa frá aðstöðu. Þessar flóknu aðstöðu nota pípuspólur með mismunandi mælingum og ýmsum íhlutum. Pípuspólar eru forsmíðaðir hluti sem innihalda rör, flansar og festingar. Pipe -festingar eru íhlutirnir sem tengja flókna pípanetið. Ennfremur breyta pípufestingar leiðslukerfunum ¡¯ annað hvort stærðir eða víddir. Það eru til ýmsar gerðir af passandi íhlutum en hægt er að skipta þeim stuttlega í þrjá hópa sem eru olnbogar teig og flansar.
Þannig verður að hanna leiðslukerfið að hanna og framleiða á þann hátt sem ræður við framkallað streitu við flutning vökva eða loftkenndra efna. Sumar aðstöðu (virkjanir, jarðolíuhreinsunarefni osfrv.) Krefjast löng og flókinna leiðslukerfa. Ennfremur, þessar tegundir aðstöðu takast á við vandamál vegna takmarkaðs vinnu rýmis.
Eftirfarandi aðferð eftir merkinguna er skurðarskrefið. Leiðin til skurðar er mismunandi fyrir ýmis efni. Þannig, fyrir kolefnisstál, er logaskurðaðferðin notuð. Ennfremur er hægt að skera ryðfríu stáli íhluta með því að nota plasma boga skurðarvél. Ef plasma boga er notað verður að viðhalda ákveðnum skilyrðum.
Framleiða verður allt rass suðukerfið með felldum endum. 90 TT soðnu olnbogarnir eru framleiddir til að búa til hornrétt horn í allar áttir. Þeir geta verið afhentir sem stuttir og langar radíusar. Hægt er að viðhalda þeim upptöku og réttri miðju milli íhlutanna með því að nota sannarlega reiknaðan radíus.
Olnbogar eru almennt notaðir til að breyta í átt að rennslinu. Algeng olnbogakerfi geta breytt horni rennslisins við 180¡, 90¡é eða 45¡. 180¡é olnbogakerfið er einnig kallað ¡® return bend¡¯. Hægt er að flokka olnbogakerfin í tvo hópa sem eru rassuðu olnbogar og draga úr olnboga. Rass-soðnir olnbogar eru algengustu og æskilegustu íhlutirnir.
Sameinuðu hlutarnir eru hitameðnir með það að markmiði að draga úr framkölluðu innra álagi. Aðferð við hitameðferð er framkvæmd samkvæmt ASME B31.3 stöðlum. Síðan verður að mála pípuspólurnar til að vernda yfirborðin gegn tæringaráhættu.
Fjöldi suðu á spólu verður að geyma í lágmarksfjölda. Mál bilsins milli ummáls suðu og miðlínanna má ekki vera stærri en fjórum sinnum veggþykkt pípunnar eða mátun. Eftir helstu suðu verður að gera suðu einmitt. Allar suðu í spólunum verður að hrinda í framkvæmd í samræmi við rétta suðuaðferð (WPS). Eftir að suðuferlið er lokið er gæðaeftirlit með íhlutina framkvæmd af sérfræðingunum.
Pípuspólar eru fyrirfram gerðir til að draga úr uppsetningarkostnaði á sviði og veita meiri gæði í vörunum. Þeir eru almennt flansaðir til að fá tenginguna við aðrar spólur. Spólaframleiðslan er venjulega framkvæmd af sérstökum fyrirtækjum sem hafa nauðsynlega innviði.