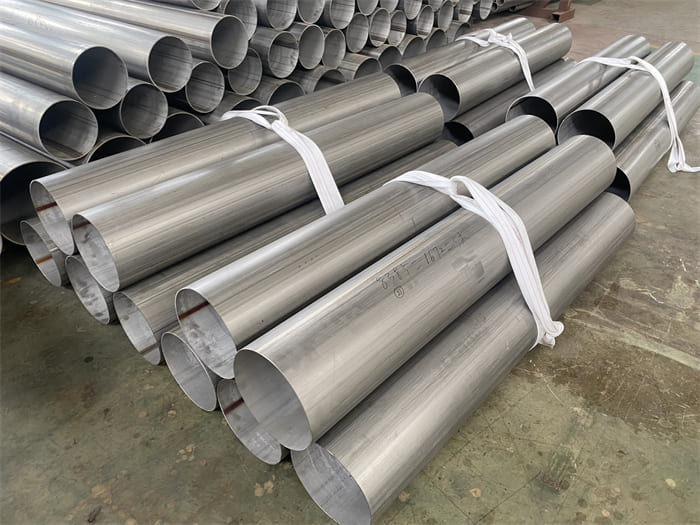
316 S31600 უჟანგავი ფოლადის შედუღებული მილის სანიტარული მილები
უჟანგავი ფოლადი არის რკინის შენადნობი, რომელიც მდგრადია ჟანგისა და კოროზიის მიმართ. ის შეიცავს მინიმუმ 11% ქრომს და შეიძლება შეიცავდეს ელემენტებს, როგორიცაა ნახშირბადი, სხვა არამეტალები და ლითონები სხვა სასურველი თვისებების მისაღებად. უჟანგავი ფოლადის წინააღმდეგობა კოროზიის მიმართ გამოწვეულია ქრომის შედეგად, რომელიც ქმნის პასიურ ფენას, რომელსაც შეუძლია დაიცვას მასალა და თვითგანკურნება ჟანგბადის თანდასწრებით.
დისკები 316H (UNS S31609) არის მაღალი ნახშირბადის მოდიფიკაცია დისკები 316 შემუშავებული მაღალი ტემპერატურის მომსახურება. ამ შენადნობას აქვს უფრო მაღალი სიმტკიცე ამაღლებულ ტემპერატურაზე და შეიძლება გამოყენებულ იქნას სტრუქტურულ და წნევის ჭურჭელში 932¡ãF (500¡ãC) ზემოთ. 316H-ის უფრო მაღალი ნახშირბადის შემცველობა ასევე უზრუნველყოფს 316\/316L-ზე უფრო მაღალ დაჭიმულობას და მოსავლიანობის სიძლიერეს, ხოლო მისი ავსტენიტური სტრუქტურა უზრუნველყოფს შესანიშნავ სიმტკიცეს დაბალ ტემპერატურაზე.
შენადნობი 304\/304L არის არამაგნიტური ადუღებულ მდგომარეობაში, მაგრამ შეიძლება ოდნავ მაგნიტური გახდეს ცივი მუშაობის ან შედუღების შედეგად. მისი ადვილად შედუღება და დამუშავება შესაძლებელია მაღაზიის წარმოების სტანდარტული პრაქტიკით.
Grade 310S უჟანგავი ფოლადის კონდახის შედუღების მილები შეიცავს დაბალ ნახშირბადს, ნიკელისა და ქრომის მაღალი შემცველობით, რაც აფერხებს წყალბადის სულფიდის შეტევას, რომელიც გამოიყენება სხვადასხვა ინდუსტრიებში, როგორიცაა სითბოს გადამცვლელები, ღუმელების ნაწილები, გემთმშენებლობა, სითბოს დამუშავების კალათები, კონდენსატორები, ოფშორული და ა.შ.
ჩვენი უჟანგავი ფოლადის 309 წამყვანი ჭანჭიკები გვთავაზობენ ოპტიმალურ შესრულებას და მყარ გამოყენებას, რომლებიც შეესაბამება ეროვნულ და საერთაშორისო სტანდარტებს. ჩვენი პროდუქციის განზომილებიანი სიზუსტე დაფასებულია ჩვენი კლიენტების მიერ, რაც აადვილებს ინსტალაციას და შენარჩუნებას დიდი ხნის განმავლობაში.
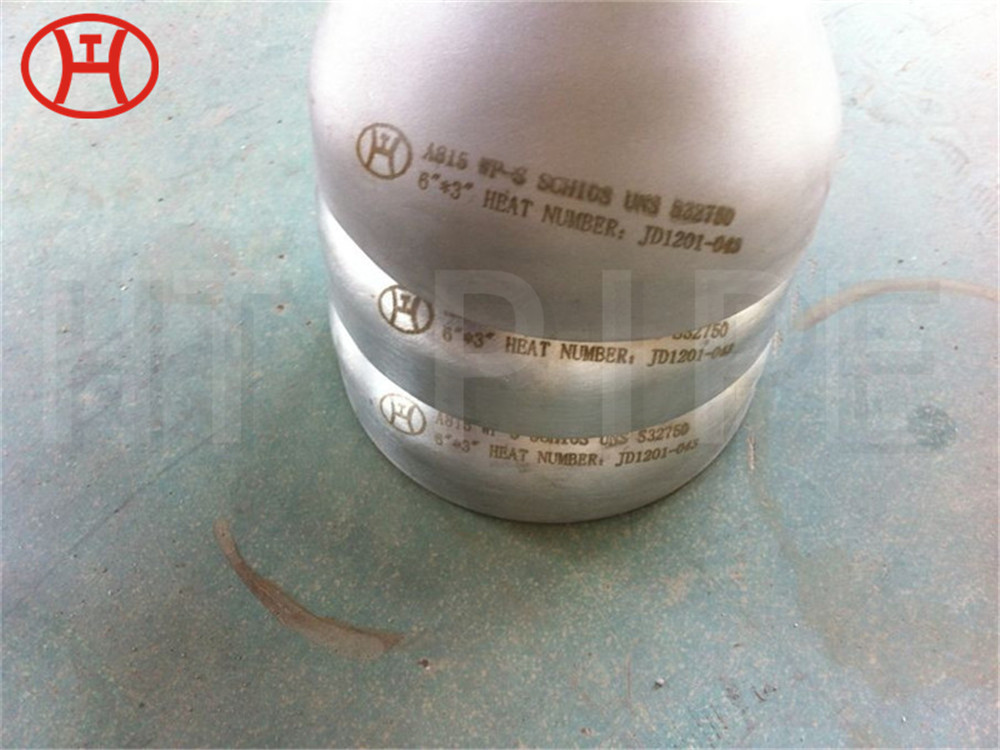
304 მოიცავს სტანდარტს დამუშავებული აუსტენიტური უჟანგავი ფოლადის მილების ფიტინგებისთვის წნევის მილსადენის გამოყენებისთვის. მილების ფიტინგების მასალა უნდა შეიცავდეს გაყალბებას, ბარებს, ფირფიტებს ან უნაკერო ან შედუღებულ მილებს. გაყალბების ან ფორმირების ოპერაციები უნდა შესრულდეს ჩაქუჩით, დაჭერით, პირსინგით, ამოწურვით, დაძაბვით, გადახვევით, ღუნვით, შედუღებით შედუღებით, დამუშავებით ან ამ ორი ან მეტი ოპერაციის კომბინაციით. ყველა აქსესუარი უნდა იყოს თერმული დამუშავება.