الماس C276 په زیاتیدونکي توګه په تیریدونکي یا ککړ چاپیریال کې کارول کیږي چیرې چې نور الیاژ ناکامیږي.
دا د سلفوریک اسید په وړاندې خورا لوړ مقاومت چمتو کوي. دا د کرومیم لوړ مینځپانګه هم لري ، ترڅو د اکسیډیز کیمیاوي موادو او پروسس جریانونو سره د فیریک آئنونو او منحل شوي اکسیجن سره د ککړتیا په وړاندې مقاومت اعظمي کړي.
افریقیان
البانیایی
آیرش
کوریایی
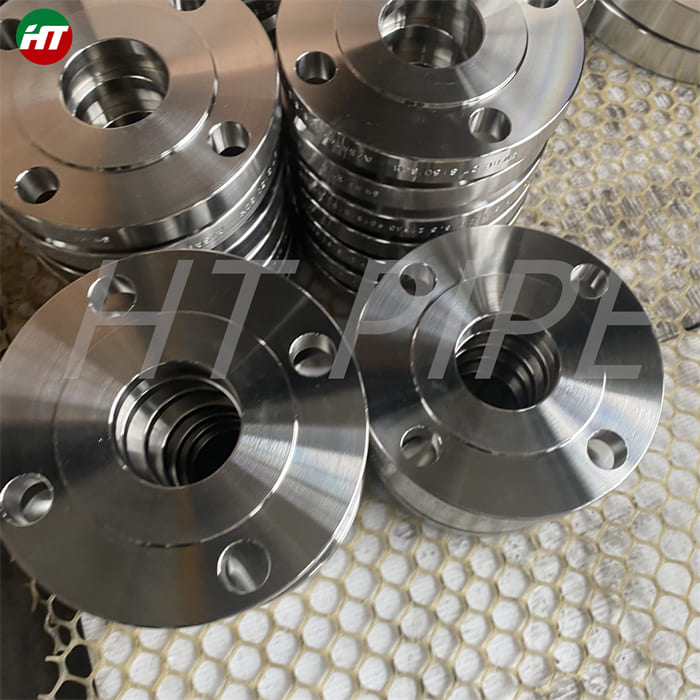
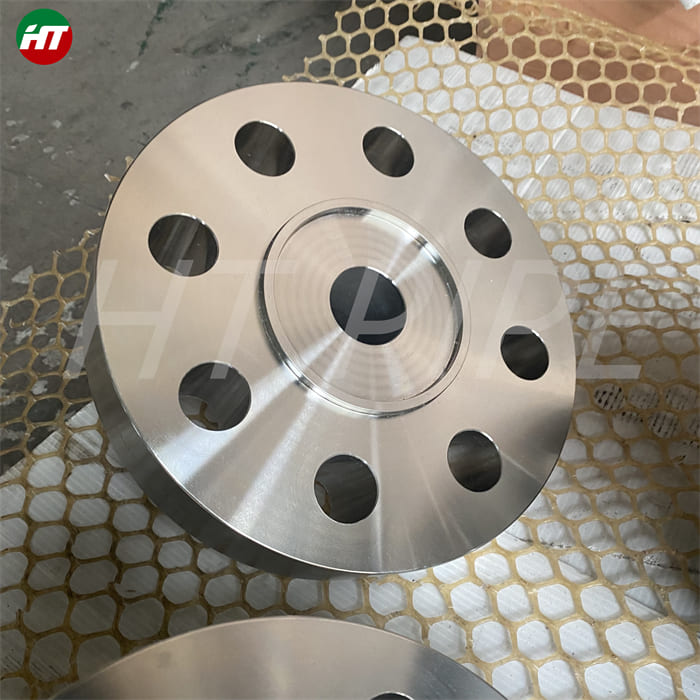
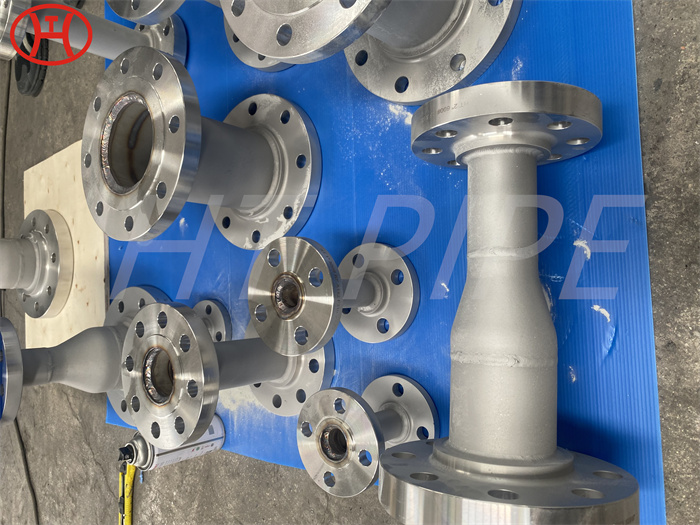
فلانج یو پراخ شوی څنډه، شونډه یا رم دی، یا بهرنۍ یا داخلي، چې د ځواک زیاتولو لپاره کار کوي (د اوسپنې بیم لکه I-beam یا T-beam)؛ د اسانه ضمیمه کولو لپاره / د بل څیز سره د تماس ځواک لیږد (لکه څنګه چې د پایپ په پای کې فلانج، د بخار سلنډر، او داسې نور، یا د کیمرې په لینز کې)؛ یا د ماشین یا د هغې د برخو د حرکتونو ثبات او لارښود لپاره (لکه د ریل موټر یا ټرام څرخ دننه فلانج چې څرخونه د ریلونو څخه تیریږي). د "فلانج" اصطلاح د یو ډول وسیلې لپاره هم کارول کیږي چې د فلجونو جوړولو لپاره کارول کیږي.
پولنډي
htsspipe.com