Astm A479 F904l N08904 Din1 2316 Диаметр 16 мм 316 Aisi 431 Круглый стержень из нержавеющей стали
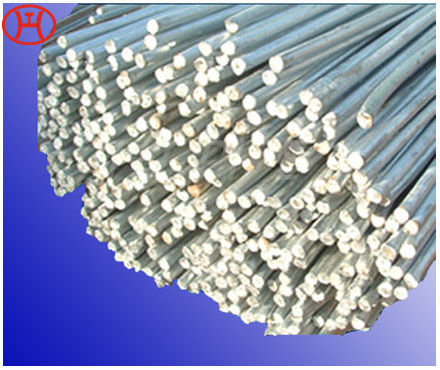
Круглый пруток — это длинный цилиндрический металлический пруток, который находит множество применений в промышленности и торговле. Наиболее распространенное применение – валы. Изделия обычно измеряют путем измерения их диаметра. Стандартные диаметры варьируются от 1//4 дюйма до 24 дюймов. Могут быть доступны другие размеры.
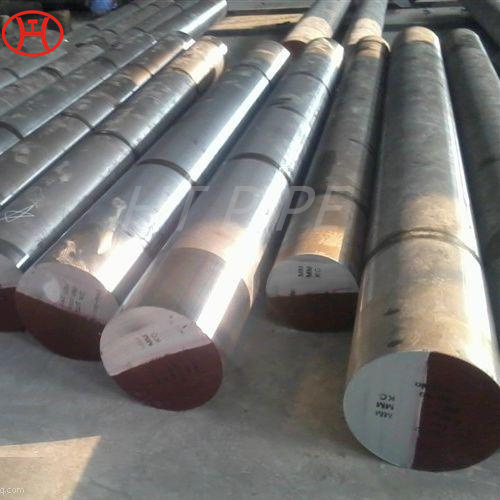
Стальные стержни являются одним из основных компонентов любого производства.
Дуплексные стальные пластины, листы и рулоны
Слитки и стержни из никелевых сплавов
Длина ¨Q12M или согласно требованиям клиентов.
Дуплексные стальные фланцы
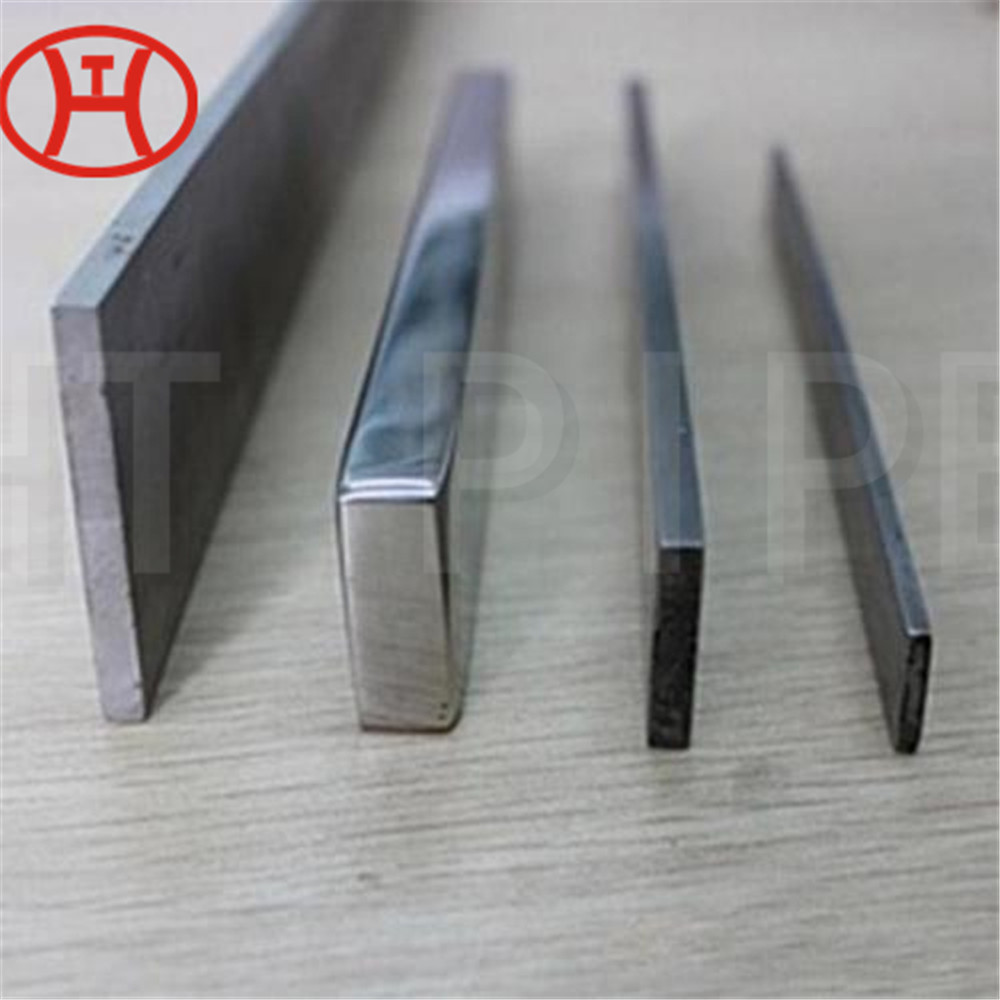
стержень из нержавеющей стали 316, 5 мм, 1–8 дюймов, горячекатаный плоский, сталь 2205 бар
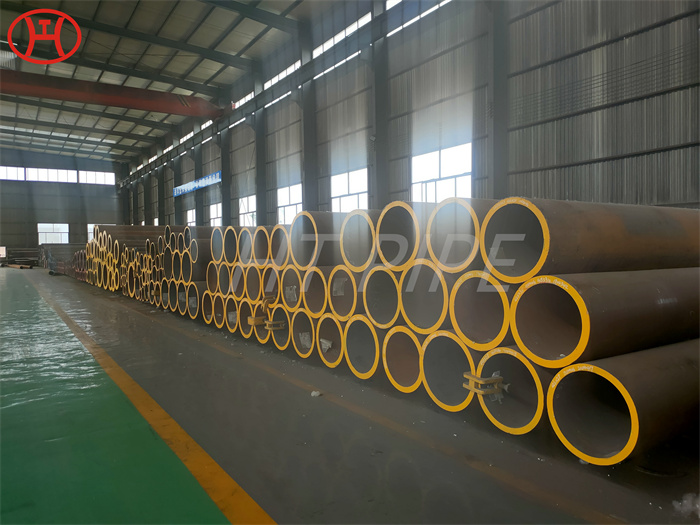
Больше стержней и стержней из нержавеющей стали
Абсолютная шероховатость горячекатаных круглых прутков из нержавеющей стали выше, чем у тянутых. Это не проблема, когда арматура используется только для обеспечения прочности и коррозионной стойкости. Но когда стержень используется для эстетических целей и наружного крепления, предпочтителен круглый стержень из холоднотянутой нержавеющей стали из-за его гладкой поверхности и меньшей абсолютной шероховатости. Бары также могут различаться по размеру. Типичный диапазон составляет от 5 мм до 450 мм радиуса.
Плоский стержень из нержавеющей стали 316