Фланцы из никелевого сплава
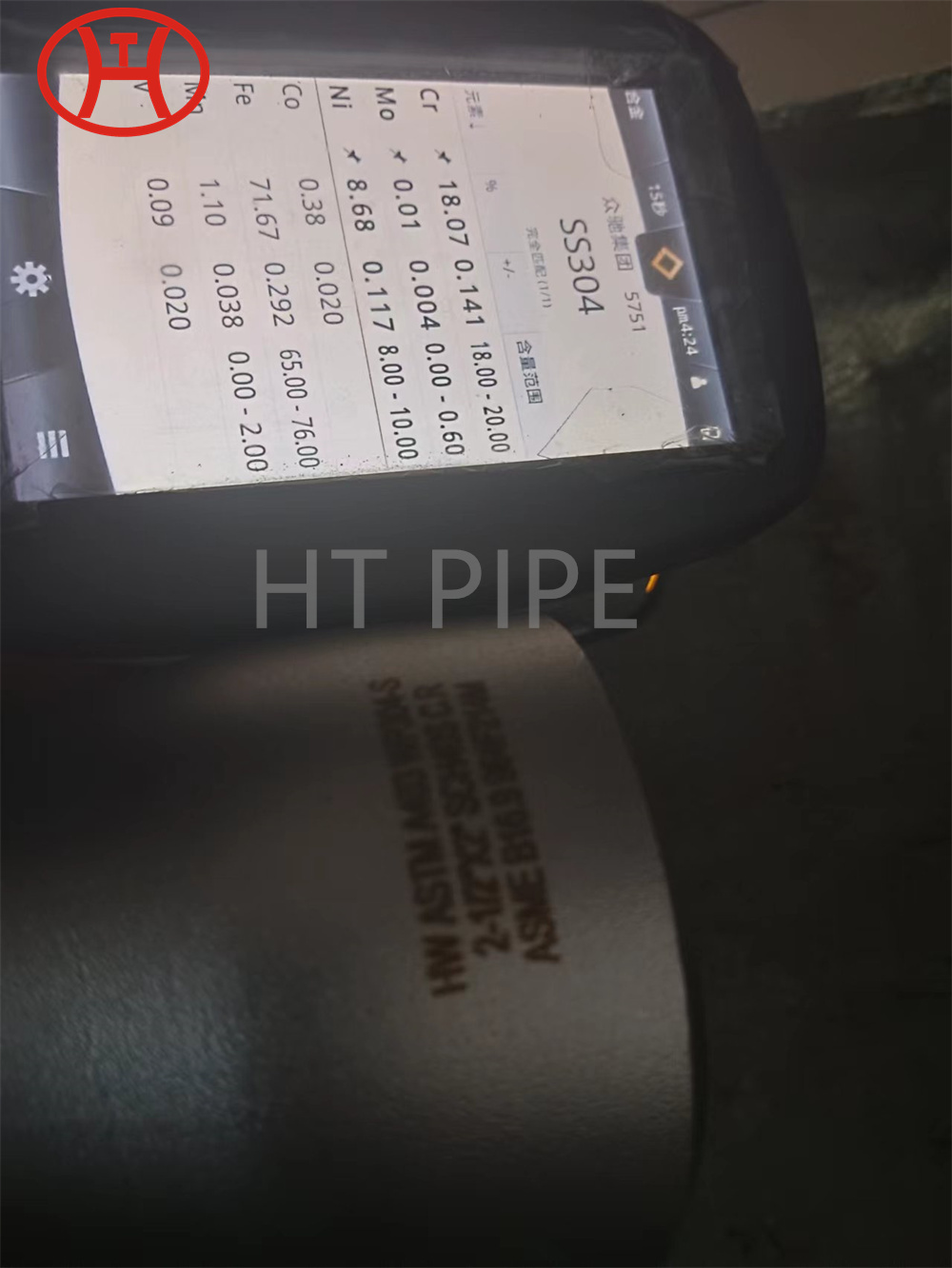
Спецификация UNS S31803 (ASTM F51) была в значительной степени заменена UNS S32205 (1.4462, ASTM F60). Это отражает их желание максимизировать коррозионные свойства сплава благодаря разработке процесса производства стали AOD, который позволяет более строго контролировать состав. Кроме того, он позволяет влиять на уровень добавления азота, а не просто присутствовать в качестве фонового элемента. Поэтому в дуплексных марках с наиболее высокими эксплуатационными характеристиками стремятся максимально увеличить содержание хрома (Cr), молибдена (Mo) и азота (N).
Эта функция также особенно полезна в процедурах, в которых используются детали из никеля 201 при производстве и обработке гидроксида натрия, который, в свою очередь, считается особым видом каустика. Особенно не подвержен влиянию гидроксида натрия даже при температуре выше 300°C.
Технология изготовления £ºтянуть, толкать
Крепеж из углеродистой стали
ASTM B366 WPHC22 Фитинги из никелевого сплава
1-4 размера на выбор спецификации Колена 316L для сварки фитингов из углеродистой стали
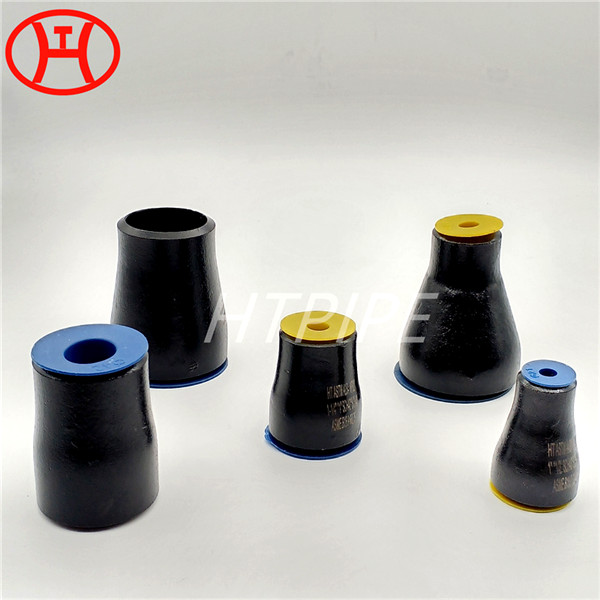
Фитинги дисковой крышки Duplex S31803 практически никогда не используются при температуре выше 300 градусов Цельсия. Изогнутые встык сварные фитинги из дуплексной стали S31803 обычно хорошо работают в средах, вызывающих преждевременный выход из строя аустенитных марок. Хотя фитинги из дуплексной стали S31803 с короткими концами, сваренные встык, обладают хорошей стойкостью к высокотемпературному окислению, эта марка, как и другие дуплексные нержавеющие стали, может стать хрупкой даже в течение коротких периодов времени, если выдерживать температуру выше 300 градусов Цельсия. Охрупчивание дуплексных торцевых крышек S31803 можно исправить только путем полного отжига на раствор. Фитинги дисковой крышки Duplex S31803 практически никогда не используются при температуре выше 300 градусов Цельсия.