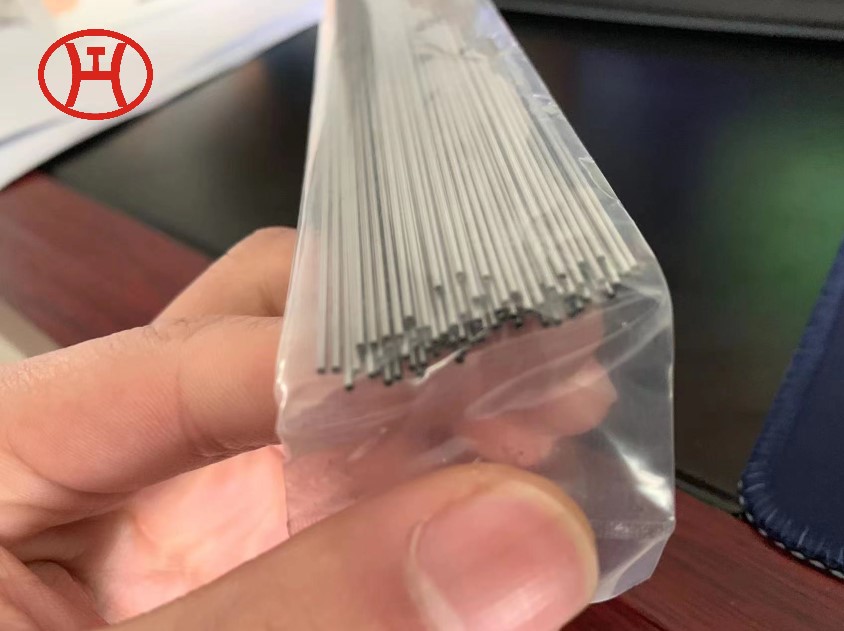
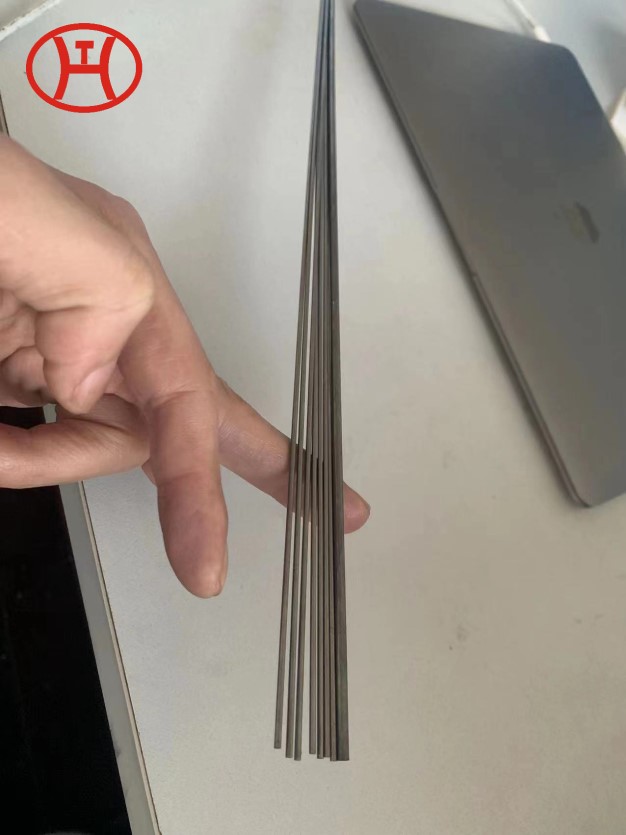
ව්යාජ අර්ධ නිමි Flanges A182 F5 මිශ්ර ලෝහ WN Flanges A182 F5 ද්රව්ය
උණුසුම් වැඩ කිරීමෙන් පසුව, ASTM A182 අනුව තාප පිරියම් කිරීමට පෙර 1000¡ãF (538¡ãC) ට වඩා අඩු උෂ්ණත්වයකට ව්යාජය සිසිල් කළ යුතුය. අඩු මිශ්ර වානේ සහ ෆෙරිටික් සහ මාර්ටෙන්සිටික් මල නොබැඳෙන වානේ ASTM A182 අනුව තාප පිරියම් කළ යුතුය.
ඔබගේ අද්විතීය ව්යාපෘති අවශ්යතා මත පදනම්ව, B7 ශ්රේණියේ බෝල්ට් වර්ග බොහෝ ආන්තික තත්වයන් තුළ භාවිතා කළ හැක. මෙම පිරිවිතරයට පීඩන යාත්රා, කපාට, ෆ්ලැන්ජ් සහ සවි කිරීම් සඳහා භාවිතා කිරීමට අදහස් කරන ගාංචු ඇතුළත් වේ. මෙම ද්රව්යය ජාතික ගොරෝසු (UNC) නූල් පිට්ටනිවල බොහෝ විට ලබා ගත හැකි වුවද, සාම්ප්රදායික යෙදුම්වල භාවිතා කරන්නේ නම්, නූල් අඟලකට වඩා වැඩි විෂ්කම්භයක් සඳහා අඟලකට නූල් 8ක් (tpi) දක්වා ඇත. ASTM a193 ගෘහ නිර්මාණ ශිල්පියෙකුගේ, ඉංජිනේරුවෙකුගේ හෝ සමාගමේ පිරිවිතරවල කොටසක් ලෙස හඳුනාගත් විට, එය භාවිතා කිරීමට අවශ්ය වේ. මෙම විශේෂිත පිරිවිතර, ASTM a193, මිශ්ර වානේ සහ මල නොබැඳෙන වානේ බෝල්ටිං සඳහා සම්මත පිරිවිතර ඇති ගාංචු ඇතුළත් වේ. තාප පිරියම් කළ ක්රෝමියම්-මොලිබ්ඩිනම් වානේ මධ්යම ඉහළ උෂ්ණත්ව සේවාවක් සඳහා නිර්දේශ කෙරේ. (දියර නිවාදැමීම -50¡ã සිට 900¡ã F, වායු නිවාදැමීම -40¡ã සිට 900¡ã F)