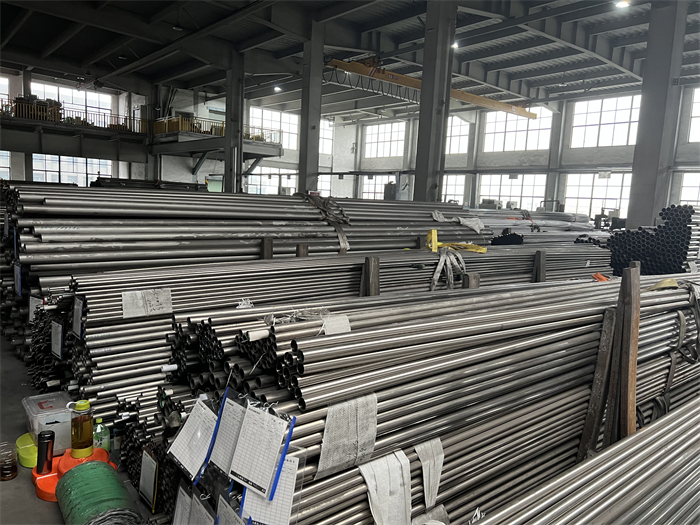
அளவு “OD: 1 \ / 2 ″” ~ 48 ″ ”
உற்பத்தி நுட்பம் சூடான உருட்டல் \ / சூடான வேலை, குளிர் உருட்டல்
சதுரம் மற்றும் சேனல் மற்றும் பெரும்பாலான சந்தர்ப்பங்களில், இது வடிவம்
904L உள்ளூர்மயமாக்கப்பட்ட தாக்குதல் குழாய் முன்னுரிமைக்கு சிறந்த எதிர்ப்பு
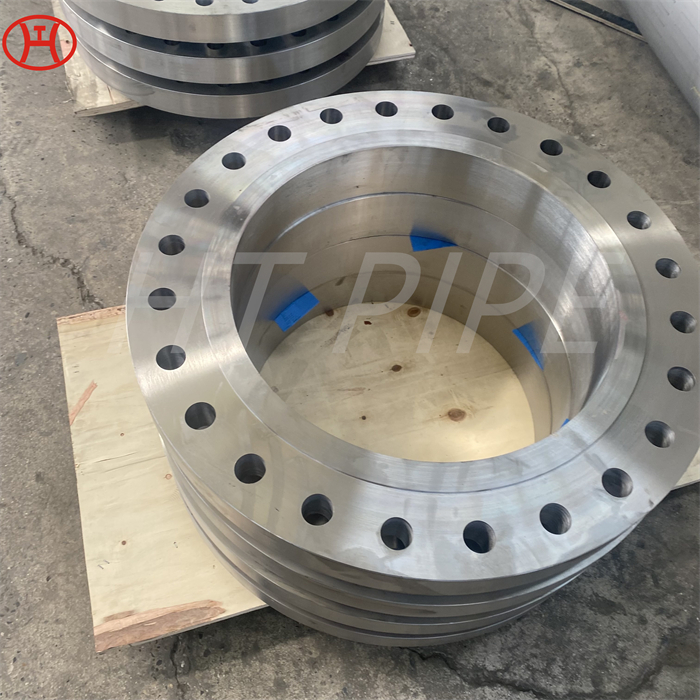
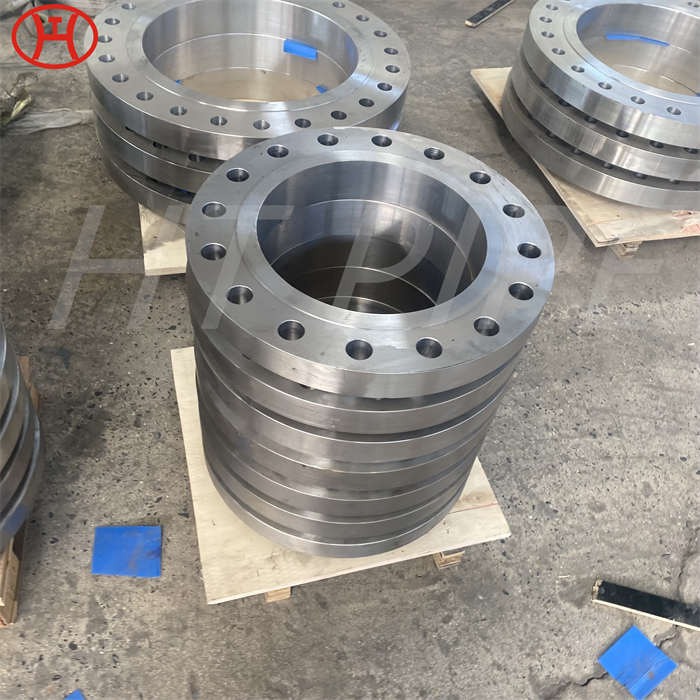
உற்பத்திக்கு முன் எஃகு ஃபிளாஞ்ச் மூலப்பொருளின் புகைப்படம்
எந்தவொரு உற்பத்தியின் முக்கிய கூறுகளில் எஃகு பார்கள் ஒன்றாகும்
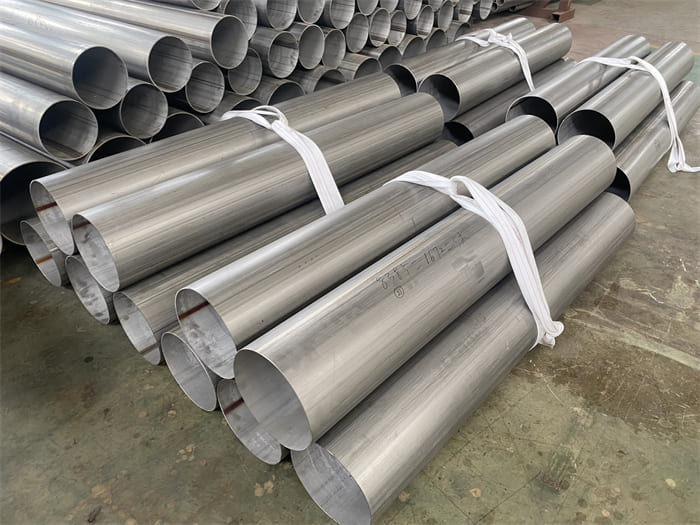
துருப்பிடிக்காத எஃகு ASTM A213 TP904L தடையற்ற குழாய்கள் வியாபாரி
சரியான தொழில்நுட்ப தேவைகளைப் பூர்த்தி செய்ய பார்களின் தரங்கள். எஃகு
விசித்திரமான குறைப்பான் ASTM A234 SCH40 ASME B16.9 செறிவு குறைப்பான்
ஜெங்ஜோ ஹூட்டோங் குழாய் பொருத்துதல்களின் கண்காட்சி 347 முழங்கைகள்
ASME B16.47 B16.36 SERIES A B பெரிய விட்டம் சுழற்சி விளிம்பு
பார்கள் பொதுவாக தட்டையான, சுற்று, அறுகோணங்கள் போன்ற வடிவங்களைக் கொண்டுள்ளன
கார்பன் ஸ்டீல் தொப்பிகள் ASME B16.5 ASTM A234 GR.WPB
கிரேடு WNR 1.4571 தட்டுகள் பெரும்பாலும் கூழ் மற்றும் காகித உபகரணங்கள், வெப்பப் பரிமாற்றிகள், ப்ரொபல்லர் தண்டுகள், பொருத்துதல்கள், சாயமிடுதல் உபகரணங்கள், கடல் கடலோரப் பகுதிகளில் வெளிப்புற கட்டடக்கலை கூறுகள் போன்றவற்றில் பயன்படுத்தப்படுகின்றன. எங்களுக்கு.
யு.என்.எஸ் என் 08367 பொதுவாக அலாய் அல் 6 எக்ஸ்என் என்றும் குறிப்பிடப்படுகிறது, இது குறைந்த கார்பன், அதிக தூய்மை, நைட்ரஜன் தாங்கும் “சூப்பர்-ஆஸ்டெனிடிக்” நிக்கல்-மாலிப்டினம் அலாய் குளோரைடு குழி மற்றும் பிளவுபட்ட அரிப்புக்கு சிறந்த எதிர்ப்பைக் கொண்டுள்ளது.
வகை 316 எஃகு என்பது ஒரு ஆஸ்டெனிடிக் குரோமியம்-நிக்கல் எஃகு மற்றும் வெப்ப-எதிர்ப்பு எஃகு ஆகும், இது கடல் நீர், உப்பு கரைசல்கள் போன்ற பல்வேறு வேதியியல் அரிப்புகளுக்கு வெளிப்படும் போது மற்ற குரோமியம்-நிக்கல் இரும்புகளுடன் ஒப்பிடும்போது சிறந்த அரிப்பு எதிர்ப்பைக் கொண்டுள்ளது.
தடையற்ற குழாய் துருப்பிடிக்காத எஃகு பில்லட் குத்துதலால் ஆனது, இதன் விளைவாக வெளியேற்றத்தால் உருவாகும் சுவரில் நிறைய கிழிந்தது. தைக்கப்பட்ட எஃகு குழாயின் குறைபாடுள்ள வீதம் பொதுவாக தடையற்ற எஃகு குழாயை விட குறைவாக இருப்பதைக் காட்டுகிறது.
304 அழுத்தம் குழாய் பயன்பாடுகளுக்கான செய்யப்பட்ட ஆஸ்டெனிடிக் எஃகு குழாய் பொருத்துதல்களுக்கான தரத்தை உள்ளடக்கியது. குழாய் பொருத்துதல்களின் பொருளில் மன்னிப்புகள், பார்கள், தட்டுகள் அல்லது தடையற்ற அல்லது வெல்டட் குழாய்கள் இருக்கும். ஹேமரிங், அழுத்துதல், துளையிடுதல், வெளியேற்றுதல், வருத்தப்படுதல், உருட்டல், வளைத்தல், இணைவு வெல்டிங், எந்திரம் அல்லது இந்த இரண்டு அல்லது அதற்கு மேற்பட்ட செயல்பாடுகளின் கலவையால் மோசடி அல்லது உருவாக்கும் செயல்பாடுகள் செய்யப்படும். அனைத்து பாகங்கள் வெப்ப சிகிச்சையாக இருக்க வேண்டும்.