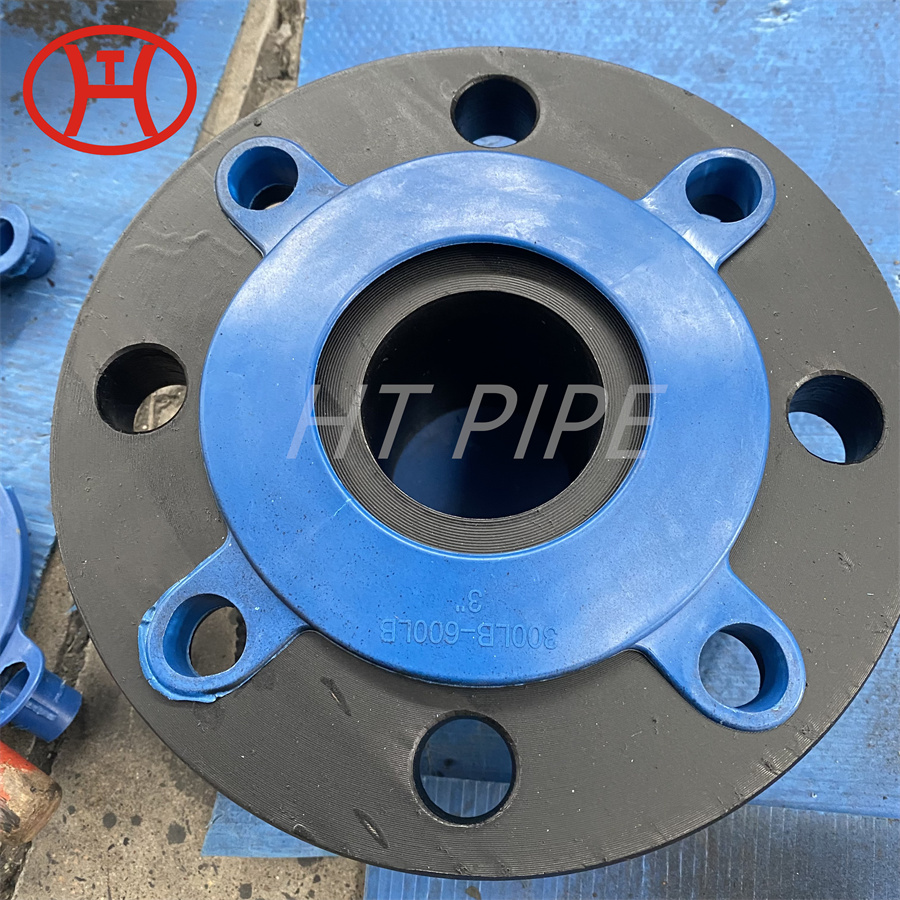
6061 5083 5086 wn ఫ్లాంజ్ b16.5 A350 LF3
ASTM A694 F42 యొక్క అన్ని గ్రేడ్లు హీట్ ట్రీట్ చేయబడాలి. కార్బన్ స్టీల్స్ మరియు అధిక బలం తక్కువ అల్లాయ్ స్టీల్స్ యొక్క హీట్ ట్రీట్మెంట్లో సాధారణీకరించడం, సాధారణీకరించడం మరియు టెంపరింగ్ చేయడం లేదా చల్లార్చడం మరియు టెంపరింగ్ చేయడం వంటివి ఉంటాయి. మిశ్రమం ఉక్కు యొక్క హీట్ ట్రీట్మెంట్లో సాధారణీకరణ మరియు అవపాతం వేడి చికిత్స లేదా చల్లార్చడం మరియు అవపాతం వేడి చికిత్స ఉండవచ్చు. టెంపరింగ్ ఉష్ణోగ్రత కనీసం 1000¡ãF [540¡ãC] ఉండాలి. మిశ్రమం స్టీల్స్ కోసం అవపాతం వేడి చికిత్స 1000 నుండి 1225 ¡ãF [540 నుండి 665 ¡ãC] పరిధిలో ఉండాలి.
కార్బన్ మూలకం కంటెంట్ పెరిగేకొద్దీ, హీట్ ట్రీట్మెంట్ తర్వాత స్టీల్ గట్టిపడుతుంది మరియు బలంగా మారుతుంది. దీనికి విరుద్ధంగా, ఇది తక్కువ సాగేదిగా మారుతుంది. హీట్ ట్రీట్మెంట్ లేకుండా ఉంటే, అధిక కార్బన్ weldability తగ్గిస్తుంది.
16 అంగుళాల కార్బన్ స్టీల్ ఫ్లాంజ్ A105N ఇంధన మ్యాన్హోల్ ఫ్లాంజ్
కార్బన్ స్టీల్ ఎక్సెంట్రిక్ రిడ్యూసర్ మరియు కాన్సెంట్రిక్ రీడ్యూసర్
స్టెయిన్లెస్ స్టీల్గా ఉపయోగించనట్లయితే కార్బన్ స్టీల్లో అల్లాయ్ స్టీల్స్ ఉండవచ్చు.
కార్బన్ స్టీల్ A105 ఫ్లేంజెస్, బట్ వెల్డ్ ఫిట్టింగ్లు, ఫోర్జెడ్ ఫిట్టింగ్లు, అవుట్లెట్లు, రౌండ్ బార్ వంటి అన్ని ఉత్పత్తులను అధిక నాణ్యత గల ముడి పదార్థాల నుండి గ్రేడ్ చేయండి. కార్బన్ స్టీల్ A105 ఉత్పత్తులు క్రింది స్పెసిఫికేషన్, గ్రేడ్ మరియు పరిమాణాలలో అందుబాటులో ఉన్నాయి.
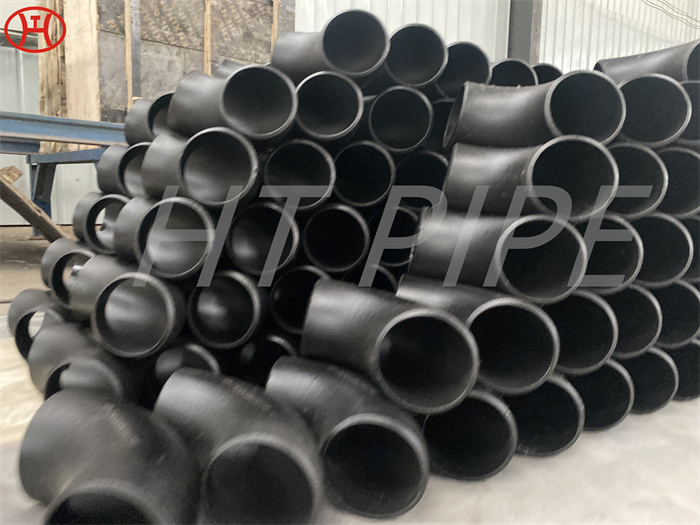
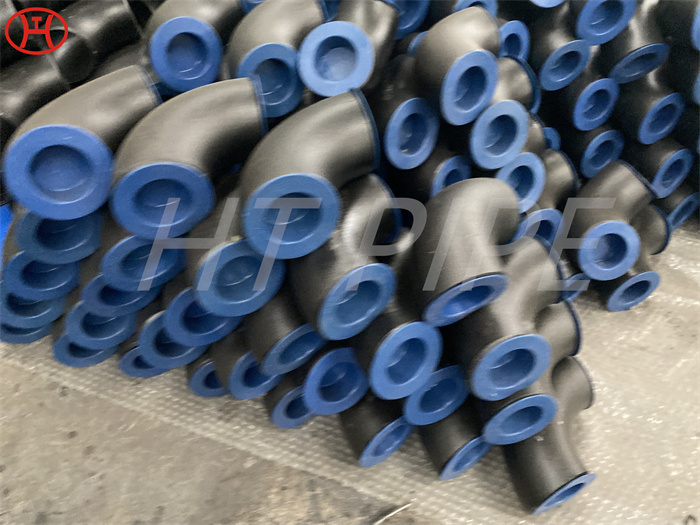
ASTM A420 WPL6 యొక్క పైప్ ఫిట్టింగ్లు తక్కువ-ఉష్ణోగ్రతలలో ప్రెజర్ పైపింగ్ మరియు ప్రెజర్ వెసెల్ సర్వీస్లో విస్తృతంగా ఉపయోగించబడుతున్నాయి. ASTM A420 అనేది తక్కువ ఉష్ణోగ్రత సేవలకు ఉపయోగించే కార్బన్ స్టీల్ మరియు అల్లాయ్ స్టీల్ యొక్క పైప్ ఫిట్టింగ్లకు ప్రామాణిక వివరణ.
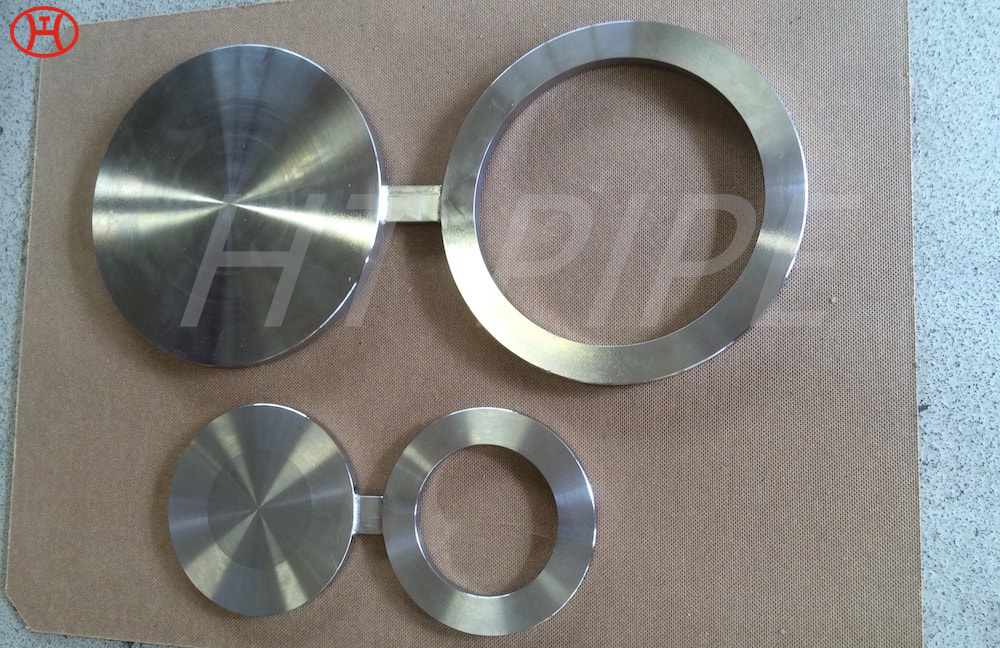
Astm A350 Lf3 మరియు A105 శానిటరీ బ్లైండ్ విత్ థ్రెడ్ Dn150 Flange Wn Dn 1000