ASTM A403 Pipe Spools, SS Pipe Spools, Stainless Steel Pipe Spools, WP เกรด SS 304 Pipe Spools, DIN2617 SS Pipe Spool, DIN2616 SS Pipe Spool ในประเทศจีน
กระบวนการผลิตแกนม้วนท่อมีหลายขั้นตอน ด่านทั้งหมดถูกนำไปใช้เพื่อจุดประสงค์เฉพาะ และอาร์เรย์ระหว่างด่านนั้นมีมากมาย ดังนั้นขั้นตอนการผลิตจึงสามารถแบ่งได้เป็น การมาร์ก การตัด การต่อเติม การเชื่อม และการพ่นสี
แกนท่อเหล็กยังเรียกอีกอย่างว่าส่วนประกอบสำเร็จรูปของระบบท่อ เช่น ท่อ หน้าแปลน และข้อต่อท่อ และจะถูกติดตั้งในระหว่างการพัฒนาก่อนส่งไปยังการผลิต
ด้วยข้อได้เปรียบนี้ อุตสาหกรรมไปป์ไลน์ทั้งหมดที่ใช้อุตสาหกรรมจึงมีโอกาสที่ดีในการเพิ่มประสิทธิภาพของระบบไปป์ไลน์ และลดความต้องการแรงงานและเวลา
ความทนทานของเหล็กถือเป็นข้อดีประการหนึ่งของระบบท่อ มีความแข็งแรงและสามารถทนต่อแรงกดดัน อุณหภูมิ แรงกระแทก และแรงสั่นสะเทือนได้ นอกจากนี้ยังมีความยืดหยุ่นที่เป็นเอกลักษณ์ซึ่งให้การต่อขยายที่ง่ายดาย
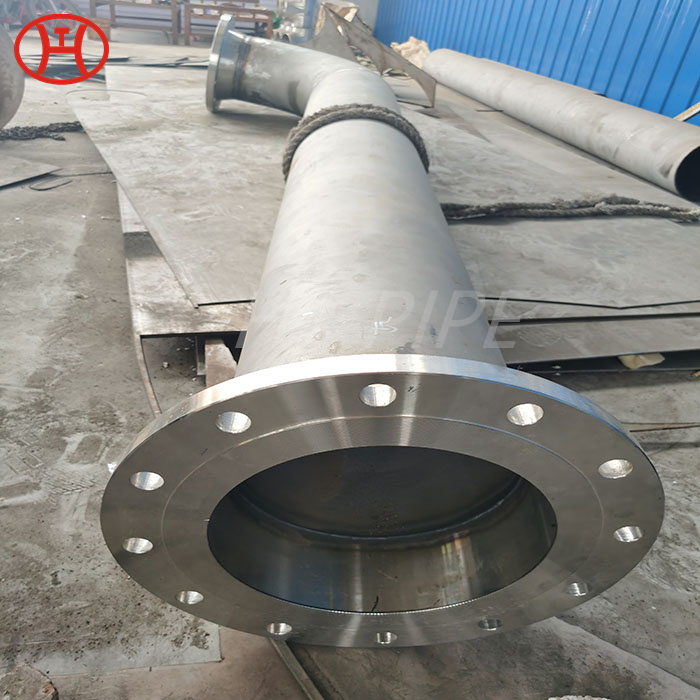
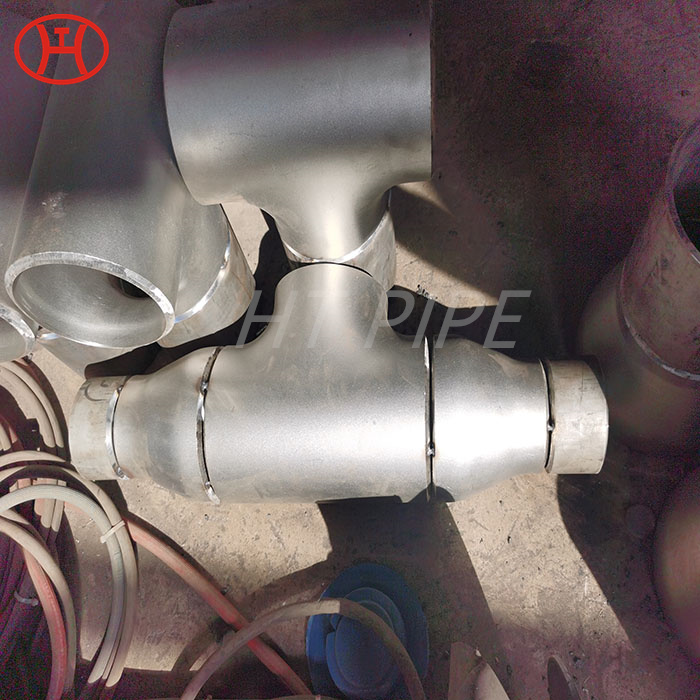
แกนม้วนท่อเป็นส่วนที่สร้างไว้ล่วงหน้าของระบบท่อ ท่อ หน้าแปลน และข้อต่อต่างๆ เรียกว่าแกนม้วนท่อ และผลิตขึ้นก่อนนำไปใช้ในระบบท่อ
ต้องใช้กระบวนการประกอบและเชื่อมหลังจากเสร็จสิ้นขอบของชิ้นส่วนแล้ว ดังนั้นสำหรับแกนท่อสแตนเลสและเหล็กคาร์บอน ชิ้นส่วนจึงสามารถวางบนฐานเหล็กหรือฐานไม้ได้ นอกจากนี้ จะต้องลดโอกาสในการสัมผัสระหว่างเหล็กกล้าคาร์บอนและเหล็กกล้าไร้สนิมให้เหลือน้อยที่สุด
แกนท่อผลิตโดยการใช้ท่อดิบและอุปกรณ์ท่อ กระบวนการตัดท่อดิบจะดำเนินการด้วยขนาดที่กำหนดไว้ล่วงหน้าซึ่งเหมาะสมกับข้อต่อท่อและส่วนประกอบอื่นๆ
อย่างไรก็ตาม ความแข็งแรงเมื่อยล้าจะสูงกว่าหน้าแปลนแบบสวม ปัญหาสำคัญของหน้าแปลนเชื่อมซ็อกเก็ตคือความเสี่ยงต่อการกัดกร่อน ต้องรักษาช่องว่างระหว่างหน้าแปลนและข้อต่อหรือท่อก่อนการเชื่อม ของเหลวหรือความชื้นที่มีฤทธิ์กัดกร่อนสามารถพบได้ในที่พักอาศัยเหล่านี้ ดังนั้นส่วนต่อประสานระหว่างของแข็งและของเหลวนี้อาจก่อให้เกิดการกัดกร่อนบนตัวเครื่องได้
ระบบท่อสปูลส่วนใหญ่จะใช้ในโรงไฟฟ้าและโรงกลั่นปิโตรเลียมซึ่งต้องใช้การเดินท่อแบบเข้มข้น ระบบเหล่านี้ประกอบด้วยการขนส่งและการขนส่งของเหลวและก๊าซ และระบบการขนส่งเหล่านี้จำเป็นต้องมีส่วนเชื่อมต่อจำนวนมาก ในระบบเหล่านี้ ไม่มีที่สำหรับข้อผิดพลาด
ส่วนนูนทรงกระบอกช่วยให้ใช้งานหน้าแปลนได้ง่ายขึ้นในสภาวะที่รุนแรงเช่น; อุณหภูมิที่สูงขึ้นหรือบรรยากาศที่มีความกดดันสูง หน้าแปลนเหล่านี้เชื่อมกับท่อหรือข้อต่อโดยใช้การเชื่อมแบบชนซึ่งช่วยให้สามารถยึดเข้ากับตัวเครื่องได้ทั้งหมด หน้าแปลนแบบสลิปออนยังใช้กันทั่วไปเนื่องจากมีต้นทุนต่ำ พวกเขาไม่ต้องการการตกแต่งพื้นผิวมากเกินไปเนื่องจากหน้าแปลนเชื่อมคอ
ผู้ผลิตผู้เชี่ยวชาญเหล่านี้ผลิตระบบภายใต้ชุดคุณภาพและความแม่นยำที่ระบุ เพื่อให้ได้ขนาดที่เหมาะสมที่ไซต์งาน และเพื่อรักษาคุณสมบัติทางเทคนิคที่จำเป็นตามที่ลูกค้ากำหนด
ในโลกปัจจุบัน ท่อเป็นเรื่องธรรมดามากสำหรับการใช้งานเกือบทุกประเภทที่ขนส่งสารของเหลวหรือก๊าซ สารของเหลวหรือก๊าซเหล่านี้ไหลเข้าสู่ระบบท่อด้วยแรงดันและอุณหภูมิที่แตกต่างกัน ดังนั้นระบบท่อจึงได้รับผลกระทบจากความเครียดส่วนเกินที่เกิดจากแรงดันและอุณหภูมิ
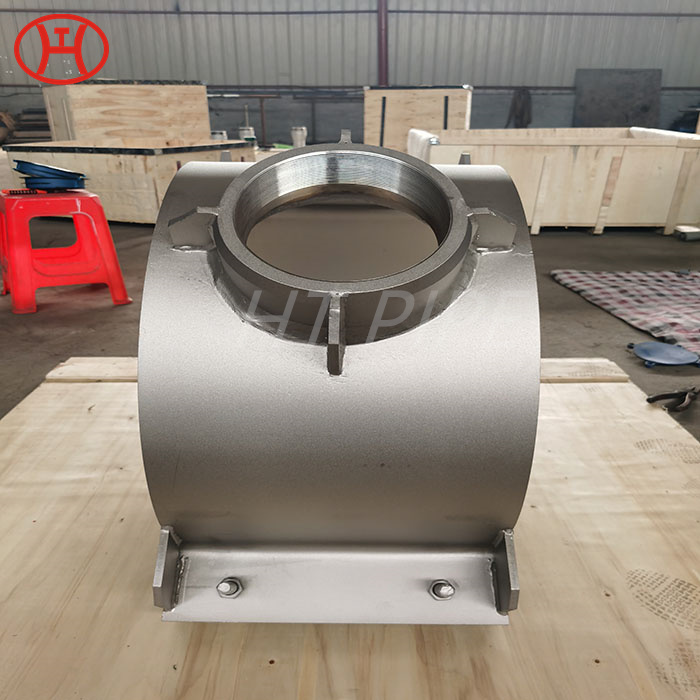
หน้าแปลนตาบอดเป็นส่วนสุดท้ายของการจำแนกประเภทหน้าแปลน พวกมันถูกใช้เป็นตัวปิดปลายท่อวาล์วหรือปั๊ม เนื่องจากหน้าแปลนแบบตาบอดถูกใช้เป็นสิ่งกีดขวางการไหลของของไหล จึงเป็นส่วนที่รับแรงกดสูงสุดของระบบหน้าแปลน
ขอบพื้นผิวของส่วนประกอบจะต้องเรียบเสมอกัน และต้องกำจัดสิ่งเจือปนบนพื้นผิวออก มีการนำกระบวนการบากไปที่ขอบของชิ้นส่วน มีการใช้เครื่องเจียรสำหรับกระบวนการบาก ประเภทของเครื่องเจียรสำหรับการบากจะแตกต่างกันไปสำหรับส่วนประกอบที่เป็นสแตนเลสและส่วนประกอบที่เป็นเหล็กกล้าคาร์บอน
สำหรับการจ่ายน้ำและก๊าซไวไฟ ท่อเหล็กถือเป็นท่อที่มีประโยชน์ที่สุด ใช้ในบ้านและธุรกิจหลายแห่งเพื่อถ่ายโอนก๊าซธรรมชาติหรือเชื้อเพลิงโพรเพน นอกจากนี้ยังใช้สำหรับระบบสปริงเกอร์ดับเพลิงเนื่องจากทนความร้อนได้สูง
ดังนั้นรัศมีของข้อศอกที่เลือกจึงมีความสำคัญมาก ข้อศอกอีกแบบคือลดข้อศอก ในข้อศอกประเภทนี้ ขนาดของรัศมีเส้นกึ่งกลางเท่ากับครึ่งหนึ่งของขนาดระบุของปลายที่ใหญ่กว่า การลดข้อศอกอีกครั้งเพื่อรักษาการเปลี่ยนแปลงการไหล 90 องศาในระบบไปป์ไลน์ นอกจากนี้ ยังสามารถรักษาการเปลี่ยนแปลงการไหล 180 องศาได้โดยใช้ข้อศอกลดเฉพาะประเภทที่เรียกว่า ¡®return Bends
ในช่วงเริ่มต้นของการผลิต ส่วนประกอบทั้งหมดจะต้องมีการทำเครื่องหมายเพื่อเพิ่มความสามารถในการตรวจสอบวัสดุ งานมาร์กสามารถดำเนินการได้เนื่องจากจำนวนส่วนประกอบตามลำดับ นอกจากนี้ จะต้องทำเครื่องหมายแกนท่อทุกขนาดไว้ด้วยตัวเอง ร่องรอยบนส่วนประกอบจะต้องไม่ปนเปื้อนวัสดุ มิฉะนั้นร่องรอยอาจทำปฏิกิริยากับวัสดุได้ และอาจทำให้เกิดปัญหาร้ายแรงได้
เครื่องตัดพลาสม่าอาร์กใช้สำหรับท่อขนาดใหญ่ (ขนาดท่อที่ระบุมากกว่า 28 นิ้ว) และการใช้งานนี้ยังมีประโยชน์ในการตัดกิ่งไม้อีกด้วย หากเป็นไปได้ ต้องวางกล่องภายในไว้ในท่อหรือข้อต่อ เพื่อป้องกันกระเด็นที่เกิดจากเครื่องตัดพลาสม่าอาร์ก หลังจากการตัดและการเตรียมขอบต้องได้รับการดูแล
ดังนั้นการยึดหน้าแปลนสลิปออนจึงง่ายกว่า อย่างไรก็ตาม ความแข็งแรงของหน้าแปลนสลิปออนคือสองในสามของหน้าแปลนคอเชื่อม ภายใต้ความเค้นภายในเนื่องจากการไหล ข้อเสียอีกประการหนึ่งของหน้าแปลนสลิปออนก็คือ ไม่สามารถยึดหน้าแปลนเข้ากับข้อศอกหรือยึดหน้าแปลนเข้ากับทีได้ เนื่องจากพื้นผิวด้านปลายของข้อต่อสลิปออนไม่ตรง กลุ่มหน้าแปลนที่สามคือหน้าแปลนเชื่อมซ็อกเก็ต หน้าแปลนเหล่านี้ใช้สำหรับท่อขนาดเล็กที่ต้องให้แรงดันสูง ความแข็งแรงของหน้าแปลนเชื่อมแบบซ็อกเก็ตต่อความเค้นภายในเท่ากับหน้าแปลนแบบสวม
หน้าแปลนข้อต่อตักมีรูปร่างเกือบเหมือนกับหน้าแปลนเชื่อมแบบซ็อคเก็ต ยกเว้นช่องว่างการเชื่อม ดังนั้นการใช้งานในงานที่อาจก่อให้เกิดการกัดกร่อนจึงได้เปรียบ หน้าแปลนอีกประเภทหนึ่งคือหน้าแปลนแบบเกลียว หน้าแปลนแบบเกลียวมีประโยชน์มากในการใช้งานเฉพาะเนื่องจากไม่จำเป็นต้องเชื่อมเพื่อยึด
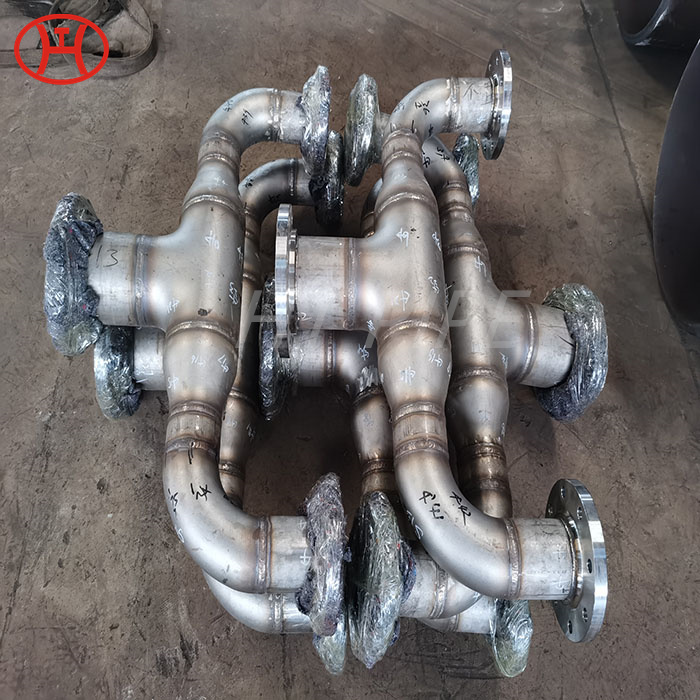
ทีออฟยังใช้สำหรับการเปลี่ยนแปลงมุมการไหลและการกระจายของสารที่ไหลลงในช่องหนึ่งหรือหลายช่อง ประเดิมสามารถแบ่งออกเป็นสองกลุ่มหลักคือทีเชื่อมชนและทีเชื่อมซ็อกเก็ต แท่นเชื่อมแบบชนถูกนำมาใช้เพื่อกระจายการไหลในแนวตั้งฉาก พวกเขาสร้างสาขา 90¡ã ด้วยการเชื่อมต่อของไปป์ไลน์ และกระจายเรื่องที่กำลังจะเกิดขึ้นจากสายหลัก
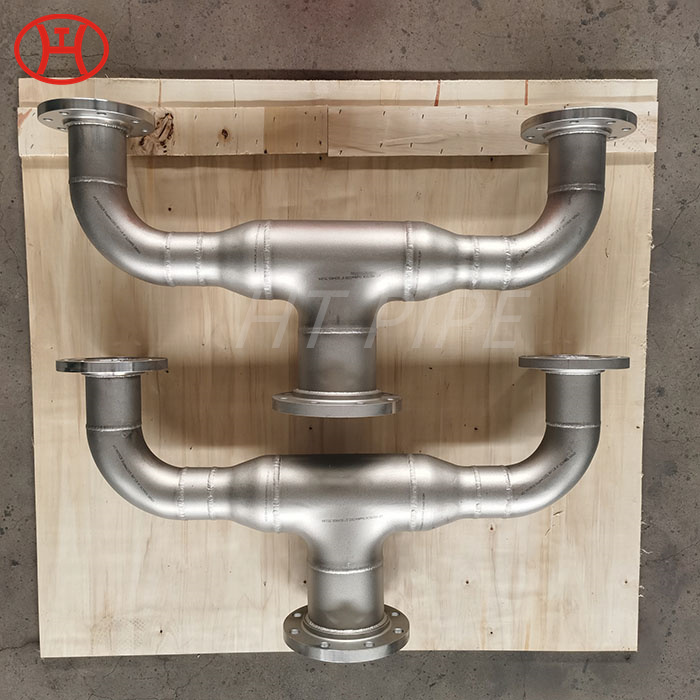
ระบบท่อจะต้องถูกผลิตและติดตั้งให้ห่างจากสถานที่ก่อสร้าง สิ่งอำนวยความสะดวกที่ซับซ้อนเหล่านี้ใช้แกนท่อที่มีขนาดและส่วนประกอบต่างๆ กัน แกนท่อเป็นส่วนสำเร็จรูปซึ่งรวมถึงท่อ หน้าแปลน และข้อต่อต่างๆ อุปกรณ์ท่อเป็นส่วนประกอบที่เชื่อมต่อเครือข่ายท่อที่ซับซ้อน นอกจากนี้ ข้อต่อท่อยังเปลี่ยนระบบท่ออีกด้วย ทั้งขนาดหรือขนาด ส่วนประกอบข้อต่อมีหลายประเภท แต่สามารถแบ่งออกสั้นๆ ออกเป็นสามกลุ่ม ได้แก่ ข้อต่อข้อศอกและหน้าแปลน
ดังนั้นระบบท่อจึงต้องได้รับการออกแบบและผลิตในลักษณะที่สามารถจัดการกับความเครียดที่เกิดขึ้นระหว่างการขนส่งสารของเหลวหรือก๊าซได้ สิ่งอำนวยความสะดวกบางแห่ง (โรงไฟฟ้า โรงกลั่นปิโตรเลียม ฯลฯ) ต้องใช้ระบบท่อที่ยาวและซับซ้อน นอกจากนี้ สิ่งอำนวยความสะดวกประเภทนี้ยังช่วยจัดการกับปัญหาเนื่องจากพื้นที่ทำงานที่จำกัด
ขั้นตอนต่อไปนี้หลังจากการมาร์กคือขั้นตอนการตัด วิธีการตัดจะแตกต่างกันไปตามวัสดุต่างๆ ดังนั้นสำหรับเหล็กกล้าคาร์บอนจึงใช้วิธีการตัดด้วยไฟ นอกจากนี้ ส่วนประกอบที่เป็นสแตนเลสสามารถตัดได้โดยใช้เครื่องตัดพลาสม่าอาร์ก หากใช้เครื่องตัดพลาสม่าอาร์ก จะต้องรักษาเงื่อนไขบางประการไว้
ระบบเชื่อมชนทั้งหมดจะต้องสร้างด้วยปลายแบบเอียง ข้อศอกเชื่อมชน 90¡ã ผลิตขึ้นเพื่อให้ทำมุมตั้งฉากในทุกทิศทาง มีให้เลือกทั้งแบบรัศมีสั้นและยาว สามารถรักษาการตรึงที่ต้องการและการวางศูนย์กลางที่ถูกต้องระหว่างส่วนประกอบต่างๆ ได้โดยใช้รัศมีที่คำนวณได้อย่างแท้จริง
โดยทั่วไปจะใช้ข้อศอกเพื่อเปลี่ยนทิศทางการไหล ระบบข้อศอกทั่วไปสามารถเปลี่ยนมุมของการไหลได้ที่ 180¡ã, 90¡ã หรือ 45¡ã ระบบข้อศอก 180¡ã เรียกอีกอย่างว่า ¡®return Bend¡§ ระบบข้อศอกแบ่งได้เป็น 2 กลุ่ม คือ ข้อศอกเชื่อมชน และข้อศอกลด ข้อศอกแบบเชื่อมชนเป็นส่วนประกอบที่พบบ่อยและเป็นที่ต้องการมากที่สุด
ชิ้นส่วนที่รวมกันจะได้รับการบำบัดความร้อนโดยมีวัตถุประสงค์เพื่อลดความเค้นภายในที่เกิดขึ้น ขั้นตอนการบำบัดความร้อนดำเนินการตามมาตรฐาน ASME B31.3 หลังจากนั้นจะต้องทาสีแกนท่อเพื่อป้องกันพื้นผิวจากความเสี่ยงต่อการกัดกร่อน
จำนวนรอยเชื่อมบนแกนม้วนต้องคงไว้ในการนับขั้นต่ำ มิติของระยะห่างระหว่างรอยเชื่อมตามเส้นรอบวงและเส้นกึ่งกลางต้องไม่ใหญ่กว่าสี่เท่าของความหนาของผนังท่อหรือข้อต่อ หลังจากการเชื่อมหลักแล้ว การเชื่อมตะปูจะต้องทำอย่างแม่นยำ การเชื่อมทั้งหมดในแกนม้วนจะต้องดำเนินการตามข้อกำหนดขั้นตอนการเชื่อม (WPS) ที่เหมาะสม หลังจากกระบวนการเชื่อมเสร็จสิ้น การควบคุมคุณภาพของส่วนประกอบจะดำเนินการโดยผู้เชี่ยวชาญ
แกนท่อถูกประดิษฐ์ไว้ล่วงหน้าเพื่อลดต้นทุนการติดตั้งภาคสนามและให้คุณภาพผลิตภัณฑ์ที่สูงขึ้น โดยทั่วไปจะมีหน้าแปลนเพื่อเชื่อมต่อกับแกนม้วนอื่นๆ โดยทั่วไปการผลิตแกนม้วนสายจะดำเนินการโดยบริษัทพิเศษที่มีโครงสร้างพื้นฐานที่จำเป็น