Tornillos DIN912 hex de aleacion 400 NU-30M Rusya'ya ihraç ediliyor
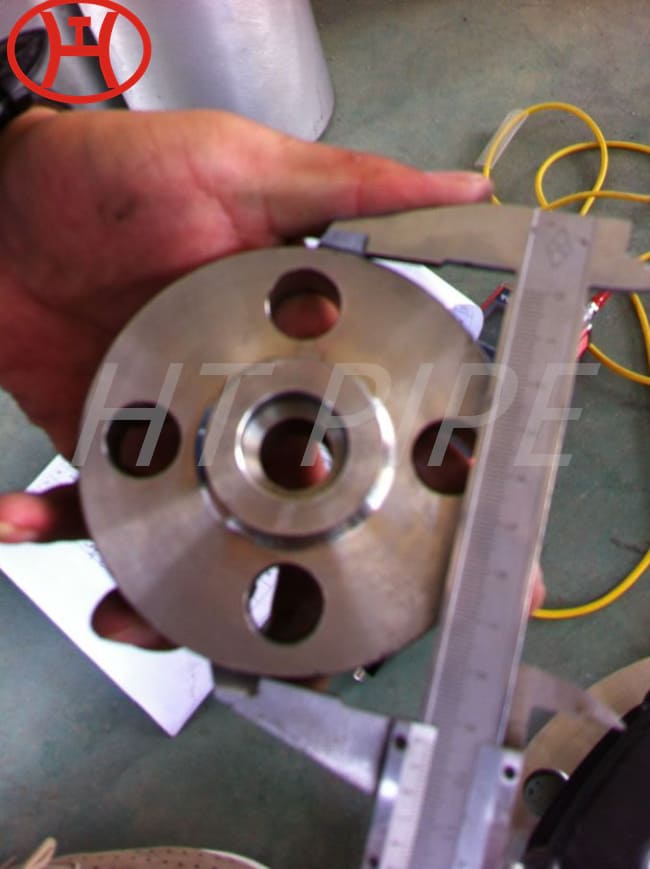
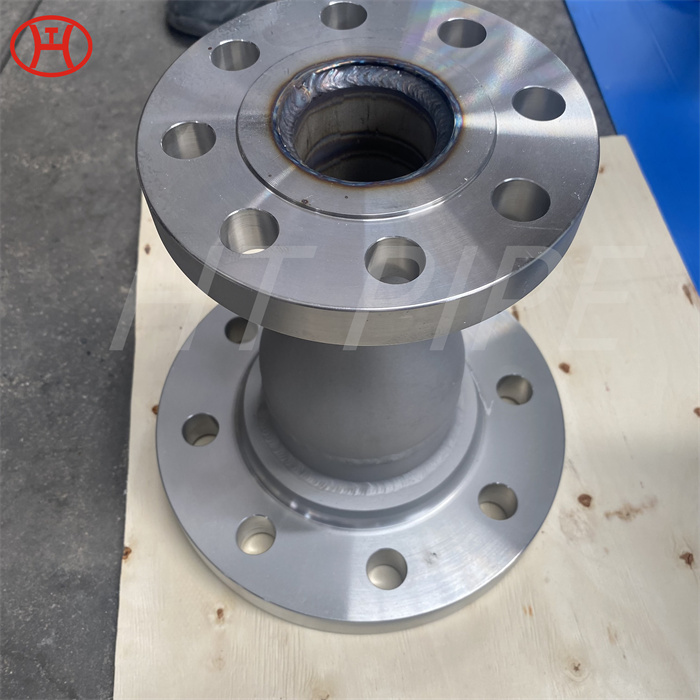
ASTM B564 UNS N04400 nikel alaşımlı flanş Sınıf 150 Monel 400 Rtj Flanş
Sürtünme, temas eden yüzeylerin diğerlerinin yanı sıra plastik deformasyona, yüzey aktivasyonuna, difüzyon ve yeniden kristalleşmeye ve "gövde" etkileşimine maruz kaldığı ekstrüzyon ve ısıtma (yani termomekanik işlem) yoluyla elde edilir. kaynaklı bağlantılar oluşturmak için. Temel özellikler Birincisi katı hal kaynağıdır, yani kaynak malzemesi kaynak işlemi sırasında erimez, ancak hala katı durumdadır ve kaynak dövülür. Bu nedenle kaynak bölgesi, iri sütunsal taneler, ayrışma, kristal çatlakları ve izoporlar gibi erime ve katılaşma metalurjisine bağlı bazı kaynak kusurları ve kaynak gevrekleşmesi olaylarını üretmeyecektir; ikincisi, bazı mekanik metalurjik yüzeylerin altındaki ve yakınındaki sürtünme kaynak yüzeyi üzerinde eksenel basınç ve sürtünme torkunun ortak etkisi. Tane incelmesi, yoğun yapı ve kalıntıların dağılım dağılımı ve sürtünme kaynak yüzeylerinin “kendi kendini temizleme” etkisi vb. gibi altının rolü. Bu, ana metalle aynı mukavemete sahip kaynaklı bağlantıların elde edilmesi için çok faydalıdır.