کاربن اسٹیل بار اور سلاخیں
316 سٹینلیس سٹیل راؤنڈ بار میں اپنی کارکردگی کی انوکھی خصوصیات کی وجہ سے صنعتی ایپلی کیشنز کی ایک بہت وسیع رینج ہے ، جس میں بہترین سنکنرن مزاحمت اور آسان تشکیل پزیر شامل ہیں۔ گریڈ 316 سٹینلیس سٹیل کو اس کے مولبڈینم مواد سے فرق کیا جاتا ہے ، جو آکسیکرن کے خلاف اس کی عمدہ مزاحمت کی حمایت کرتا ہے۔ گریڈ 316L معیاری گریڈ 316 کا ایک کم کاربن ورژن ہے اور اس کی سفارش کی جاتی ہے کہ وہ الرجی کے خلاف مزاحمت کی ضرورت ہوتی ہے۔
گریڈ 304 (عرف 1.4301 ، 1.4037 ، 18 \ / 8 ، A2) سٹینلیس سٹیل گول سلاخوں
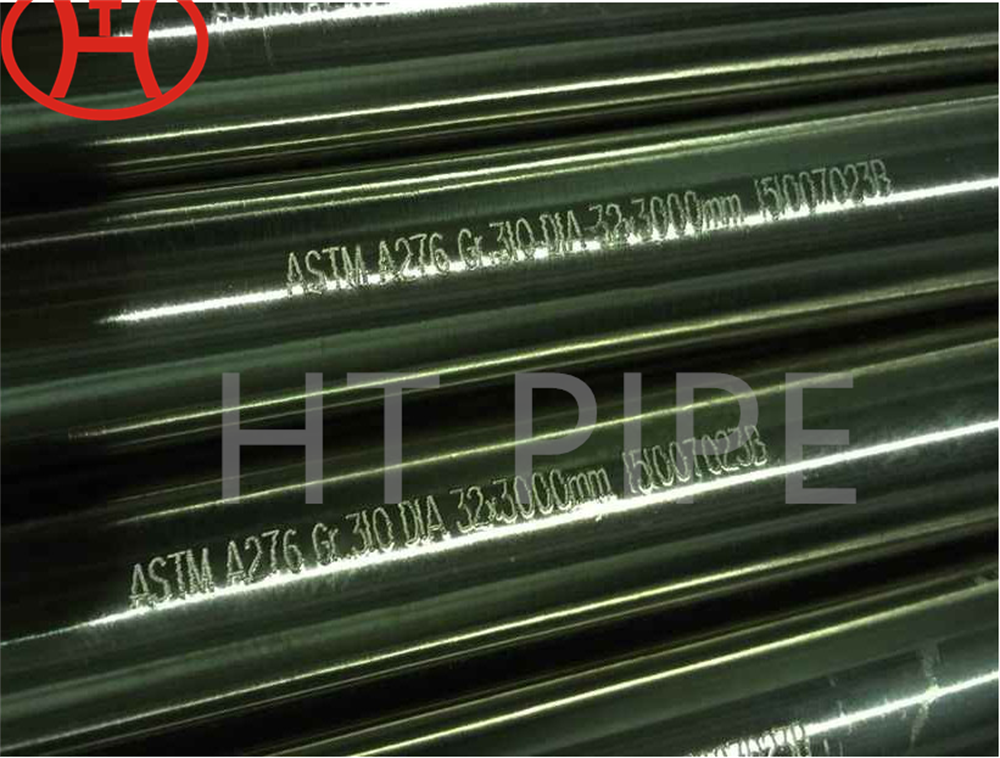
ASTM A276 سٹینلیس سٹیل راؤنڈ بار
ڈوپلیکس اسٹیل فاسٹنرز
نکل کھوٹ پلیٹوں اور شیٹس اور کنڈلی
سٹینلیس سٹیل
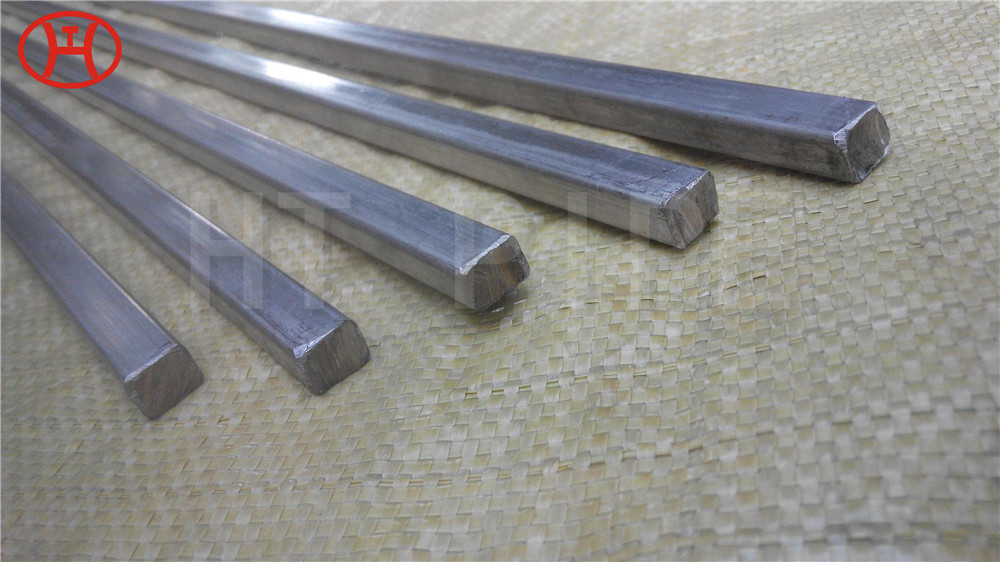
سٹینلیس سٹیل راؤنڈ بار 304 304L 316 316L 316TI
سٹینلیس سٹیل بار اور سلاخیں
سٹینلیس سٹیل ASTM \ / ASME SA 276 \ / 479 304 \ / SUS304 \ / UNS S30400 ، 304l \ / UNS S30403 ، 316 \ / UNS S31600 ، 316TI \ / UNS S31635 ، 316H \ / UNSSSS3160 S31603 ، 310S \ / UNS S31008 ، 321 \ / UNS S32100 ، 321H \ / UNS S32109 ، 347 \ / UNS S34700 ، 347H \ / UNS S34709 ، F51 \ / S31803 \ / 2205 F53 \ / S32750 \ / 2507 ، F55 \ / S32760 ، F44 \ / S31254 \ / 254SMO ، S31050 \ / 1.4466 ، F904L \ / N08904 ، Alloy 800HT \///// 800 \ / incoloy 800 \ / uns n08800 ، مصر 800h \ / incoloy 800H \ / uns n08810
1.4539 راؤنڈ بار N08904 اسٹیل بار