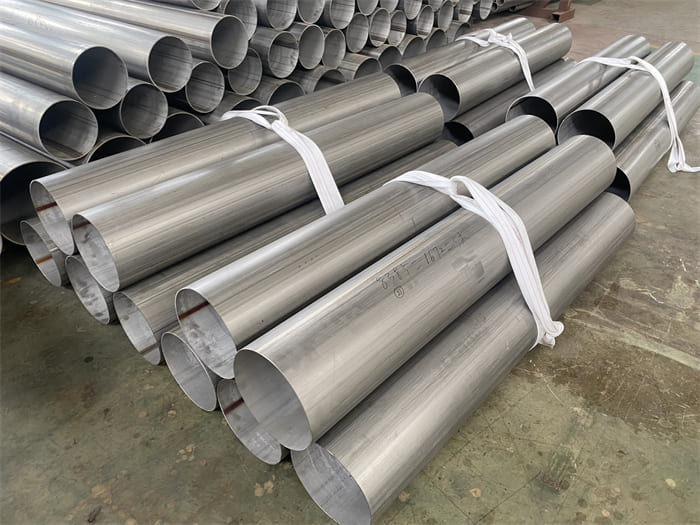




حجم القطر الخارجي: 1\/2″~48″”
لا يُنصح باستخدام الأنبوب المزدوج 2205 عند درجة حرارة أعلى من 572 درجة فهرنهايت. نظرًا لوجود محتويات أعلى من الكروم والموليبدينوم والنيتروجين، فإن الأنابيب الفولاذية المقاومة للصدأ المزدوجة 2205 تُظهر خصائص مقاومة للتآكل فائقة مقارنةً بدرجات الفولاذ المقاوم للصدأ الأوستنيتي المستخدمة تقليديًا 316 و316L في معظم البيئات.
انحناء أنبوب Hastelloy B2 قادر على مقاومة التآكل بواسطة حمض الهيدروكلوريك
2205 درجة دوبلكس دون الحاجة إلى مستويات أعلى من النيكل أو الموليبدينوم. وهذا يعني أنه خيار منخفض التكلفة مقارنة بمعظم الفولاذ المقاوم للصدأ الأوستنيتي الذي له نفس المتطلبات.نيلو / سبيكة K W.Nr .: 1.3981ASTM A312 TP316 هي مواصفة قياسية لأنابيب الفولاذ المقاوم للصدأ الأوستنيتي الملحومة الملحومة والمستقيمة والباردة للغاية المستخدمة في تطبيقات الخدمة العامة والتآكل ذات درجات الحرارة العالية. الأنابيب الفولاذية الصناعية غير الملحومة 316 مصنوعة من مزيج من الكروم والنيكل والموليبدينوم، مما يمنح الأنبوب غير الملحوم SS 316 مقاومة ممتازة للتآكل والصدأ.

إن النسبة الأعلى من الكروم في سبائك الأنابيب غير الملحومة المصنوعة من الفولاذ المقاوم للصدأ على الوجهين تجعل أنابيب الفولاذ المقاوم للصدأ المزدوجة 2205 مقاومة للأكسدة. تعود مقاومة الأكسدة إلى طبقة الأكسيد السلبي المطورة ذاتية الشفاء، والتي تعمل كحاجز ضد التآكل. قد يتم استنفاد الطبقة المفعمة بالحيوية في وجود كمية أقل من الأكسجين. ومع ذلك، إذا زاد محتوى الأكسجين في الغلاف الجوي، تبدأ الطبقة في الشفاء أو التطور مرة أخرى على مادة الأنابيب المزدوجة المقاومة للصدأ 2205، ولهذا السبب يشار إليها على أنها طبقة ذاتية الإصلاح. قد يكون لدى المصممين خيار تقليل سمك الجدار للأنبوب الملحوم على الوجهين 2205، بسبب قوة الإنتاج العالية.

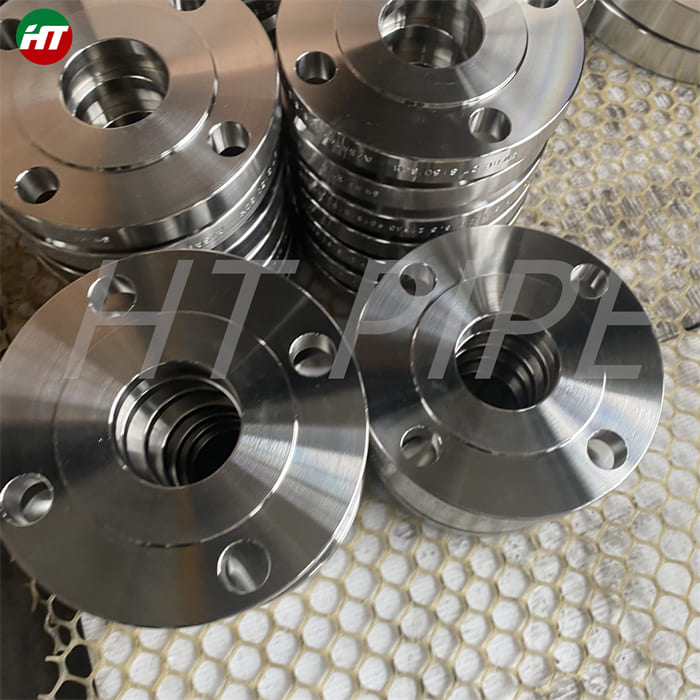
تتراوح جداول التركيبات من 5s إلى XXS. يجب أن يتم تلدين التركيبات التي تزيد عن NPS12، والتي يتم إنتاجها عن طريق التسخين المحلي لجزء من مخزون التركيب إلى أي درجة حرارة للتشكيل، أو تطبيعها، أو تطبيعها وتلطيفها. وتشمل هذه التركيبات الكوع، والمحملة، والمخفضات، ويجب أن يقل محتوى الكربون عن 0.26%. NPS12 لا يحتاج إلى المعالجة الحرارية في إطار عملية التشكيل هذه.

B7 وB7M يعملان بشكل نهائي على التبريد السريع ويعودان إلى حالة سائلة متوسطة. بالنسبة للمشاركين في B7M، العلاج النهائي نهائي، من الممكن إجراء عملية قالب إذا تم تحقيق الحد الأدنى من 1150 درجة فهرنهايت [620 درجة مئوية]، يجب تنفيذه بعد جميع العمليات الميكانيكية والتشكيل، بما في ذلك صفائح الروزكاس وأي نوع من كورتي. تحضير السطح الذي يسمح بإجراء اختبارات التحمل وتقييم عدم التدمير أو التوتر بالموجات فوق الصوتية.