صفحات و ورق ها و کویل های فولادی آلیاژی
از آنجایی که اکثر روشهای خم کردن لوله کاملا مقرون به صرفه هستند، استفاده از لولهها و لولههای خمشده در هنگام استفاده از طول و اندازه ایدهآل برای کاربرد شما کمترین تأثیر را بر بودجه کلی طراحی خواهد داشت.
میله و میله فولادی آلیاژی
یکی دیگر از ویژگی های کلیدی فولاد ضد زنگ دوبلکس مقاومت در برابر خوردگی افزایش یافته آن است. فولادهای زنگ نزن دوبلکس به دلیل استحکام بالاتر، چرخه عمر طولانی تر اجزا و ترکیب آلیاژی کمتر، می توانند راه حلی بسیار مقرون به صرفه برای مشکلات مهندسی باشند.
نکته دیگری که در مورد Inconel 718 Elbows باید به آن توجه کرد این است که جوش پذیری بسیار خوبی از جمله مقاومت در برابر ترک خوردگی پس از جوش دارند.
خواص مکانیکی کمی بهتر از 904L است و می توان از آن در ساخت مخازن تحت فشار از 196- تا 400 ¡ãC استفاده کرد.
اثرات ترکیبی پردازش مکانیکی و حرارتی Incoloy Alloy 800HT اجازه می دهد تا تنش های طراحی بالاتری نسبت به آلیاژ معمولی 800H اعمال شود.
MSS-SP75 زانوهای شعاع بلند، زانوهای 3R، سه راهی های مستقیم، سه راهی های خروجی کاهش دهنده، کلاهک ها، کاهش دهنده ها اندازه: 16 اینچ تا 60 اینچ ضخامت دیوار: SCH19S-SCHXXS
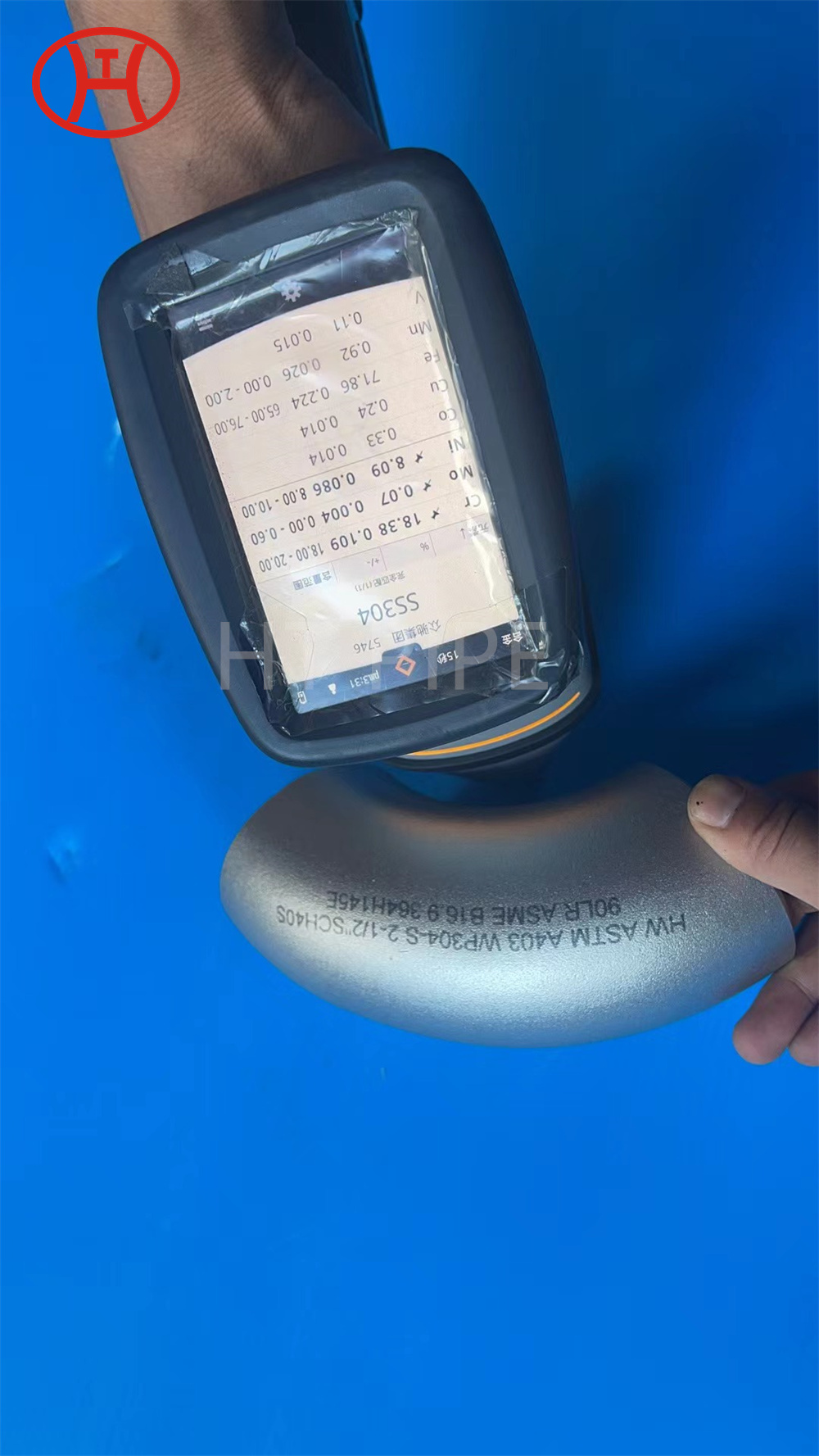
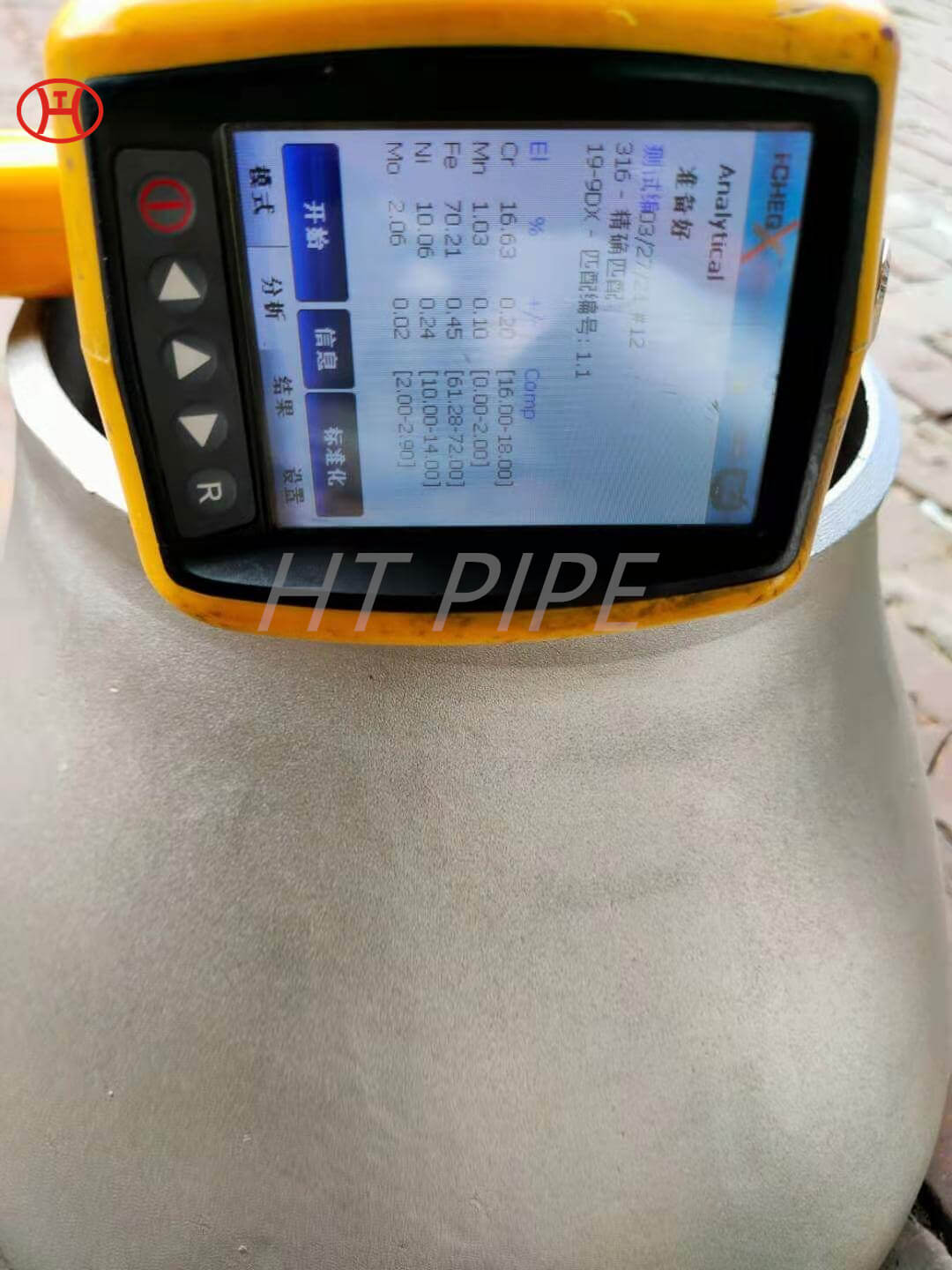
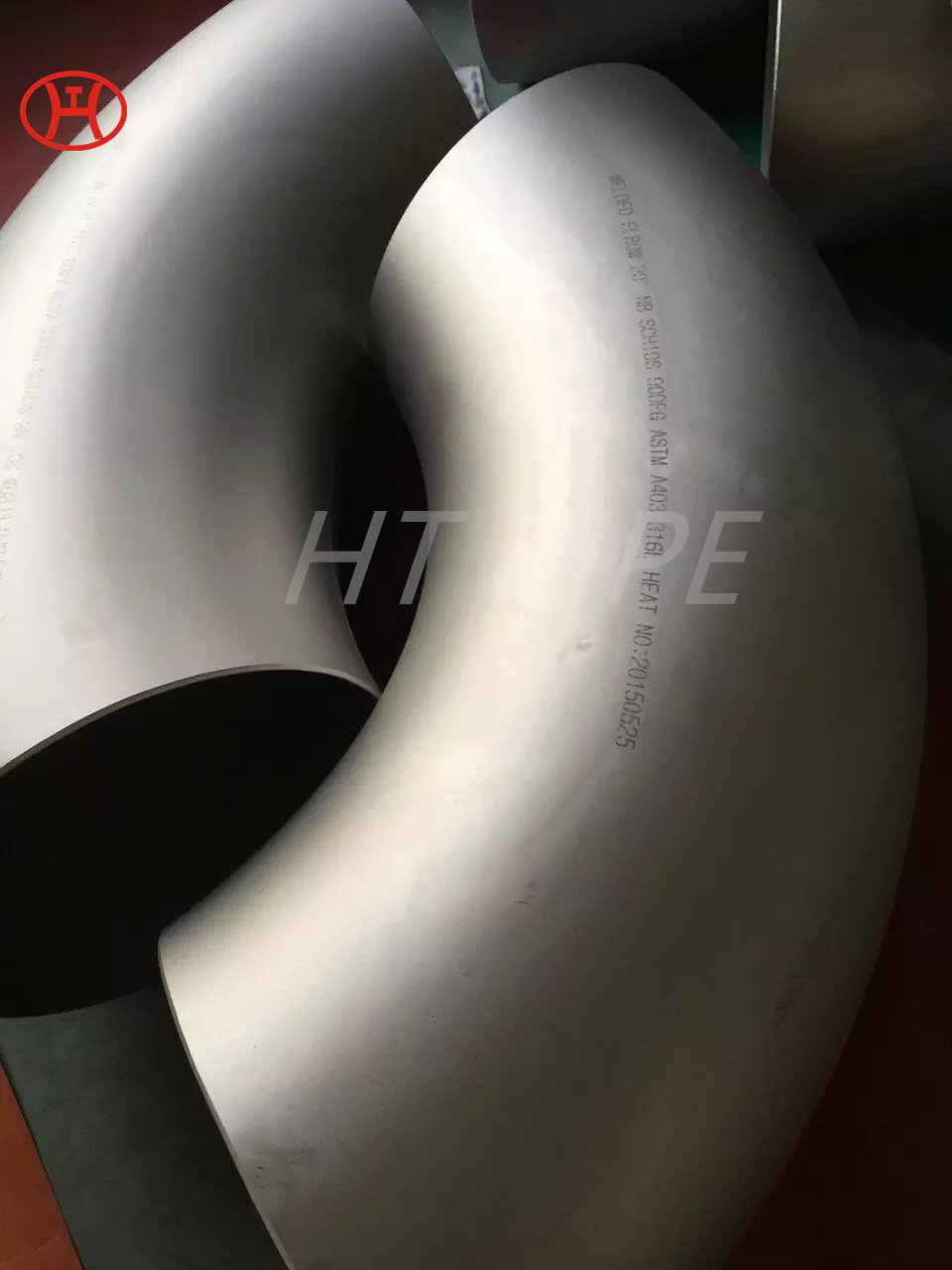
304 316l گواهی بهداشتی ts اتصالات لوله فولادی ضد زنگ آرم بلند سفارشی چین آرنج اتصالات لوله آرنج