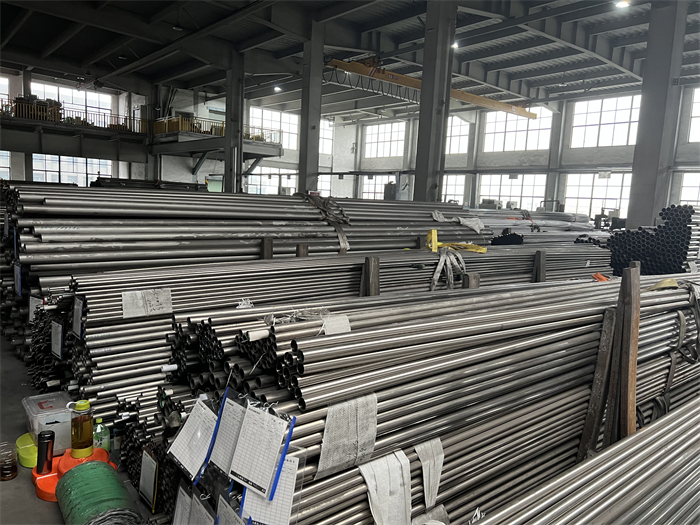
ASTM A638 A286 ગ્રેડ 660B 660D રાઉન્ડ બાર સ્ટીલ બાર
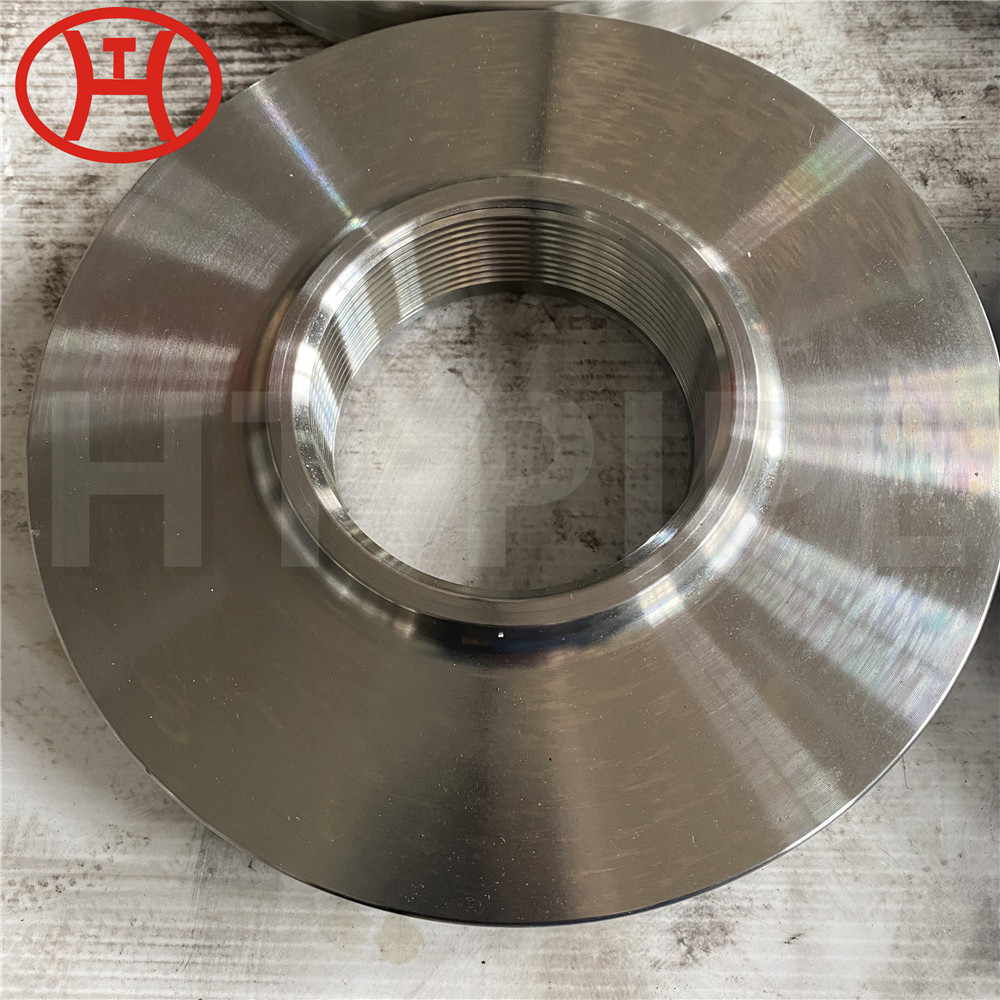
ફ્લેંજ એ સેલિંગ પછી બીજી સૌથી વધુ ઉપયોગમાં લેવાતી જોડાવાની પદ્ધતિ છે. જ્યારે સાંધાને વિખેરી નાખવાની જરૂર હોય ત્યારે ફ્લેંજનો ઉપયોગ કરવામાં આવે છે. તે જાળવણી માટે સુગમતા પૂરી પાડે છે. ફ્લેંજ પાઇપને વિવિધ સાધનો અને વાલ્વ સાથે જોડે છે. જો પ્લાન્ટની કામગીરી દરમિયાન નિયમિત જાળવણીની જરૂર હોય તો પાઇપલાઇન સિસ્ટમમાં બ્રેકઅપ ફ્લેંજ ઉમેરવામાં આવે છે.
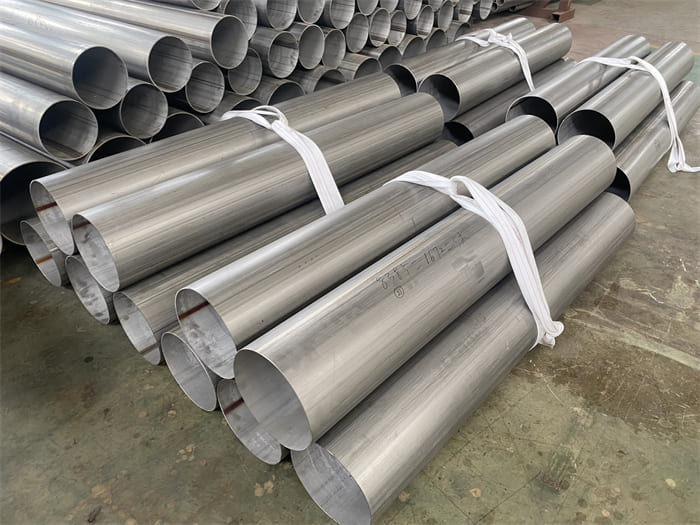
સ્ટેનલેસ સ્ટીલ બટ્ટ વેલ્ડ કેપનો ઉપયોગ પાઇપનો છેડો અથવા ચોક્કસ બટ વેલ્ડ ફિટિંગ શાખા અથવા ઓરિફિસને સીલ કરવા માટે થાય છે. સામાન્ય રીતે બટ વેલ્ડ પાઇપ કેપ્સનો ઉપયોગ પાઇપિંગ સિસ્ટમના અંતમાં થાય છે અથવા જો જાળવણીની જરૂર હોય તો પાઇપ કેપ બાકીની સિસ્ટમને આંધળી અથવા અલગ કરી શકે છે જેથી જાળવણી અથવા સમારકામ કરવામાં આવે ત્યારે તેને ચાલુ રાખવા માટે.
ફ્લેંજ એ બહાર નીકળેલી રિજ, હોઠ અથવા કિનાર છે, જે બાહ્ય અથવા આંતરિક છે, જે તાકાત વધારવા માટે કામ કરે છે (આયર્ન બીમ જેમ કે આઇ-બીમ અથવા ટી-બીમના ફ્લેંજ તરીકે); અન્ય ઑબ્જેક્ટ સાથે સંપર્ક બળના સરળ જોડાણ માટે (પાઈપ, સ્ટીમ સિલિન્ડર વગેરે, અથવા કેમેરાના લેન્સ માઉન્ટ પરના ફ્લેંજ તરીકે); અથવા મશીન અથવા તેના ભાગોની હિલચાલને સ્થિર કરવા અને માર્ગદર્શન આપવા માટે (રેલ કાર અથવા ટ્રામ વ્હીલના અંદરના ફ્લેંજ તરીકે, જે પૈડાને રેલમાંથી ચાલતા અટકાવે છે). "ફ્લેન્જ" શબ્દનો ઉપયોગ ફ્લેંજ બનાવવા માટે વપરાતા એક પ્રકારનાં સાધન માટે પણ થાય છે.
સ્ટેનલેસ સ્ટીલ 304\/ 304L ફ્લેંજ્સ 18Cr-8Ni ની નજીવી રચના સાથે ASME B16.5 અથવા ASME B16.47 અનુસાર ઉત્પાદિત થઈ શકે છે. અક્ષર ¡°L¡± 304 સ્ટેનલેસ સ્ટીલના લો-કાર્બન સંસ્કરણને સૂચવે છે. ફ્લેંજ્સ ASME B16.5 અને ASME B16.47 (બંને શ્રેણી A અને શ્રેણી B) ના વિવિધ પ્રકારો અને વર્ગોને આવરી લેતા ફોર્જિંગ, કાસ્ટિંગ અથવા પ્લેટોમાંથી બનાવવામાં આવી શકે છે. ASME B16.5 ના સ્ટેનલેસ સ્ટીલ 304\/ 304L ફ્લેંજ વર્ગ 150, 300, 400, 600, 900, 1500, 2500 માં ઉપલબ્ધ છે; કે ASME B16.47 શ્રેણી A વર્ગો 150, 300, 400, 600, 900 માં ઉપલબ્ધ છે; કે ASME B16.47 શ્રેણી B વર્ગો 75, 150, 300, 400, 600, 900 માં ઉપલબ્ધ છે.
304l સ્ટેનલેસ સ્ટીલ પાઈપમાં સારી યંત્રશક્તિ છે. નીચેના નિયમોનો ઉપયોગ કરીને મશીનિંગને વધારી શકાય છે: કટીંગ ધાર તીક્ષ્ણ રહેવી જોઈએ. બ્લન્ટ કિનારીઓ વધુ પડતા કામ સખ્તાઇ તરફ દોરી શકે છે. કટ હળવા હોવા જોઈએ પરંતુ તેટલા ઊંડા હોવા જોઈએ જેથી સામગ્રીની સપાટી પર કામ સખત ન થાય. ચિપ્સ કટીંગ ધાર પર કેન્દ્રિત રહે તેની ખાતરી કરવા માટે ચિપ બ્રેકરનો ઉપયોગ કરવો જોઈએ. આનો અર્થ એ છે કે શીતક અને લુબ્રિકન્ટ્સ જરૂરી છે અને તેનો ઉપયોગ મોટી માત્રામાં થવો જોઈએ.