એલોય 904 એલ નિકલ અને મોલીબડેનમની એલોયિંગની degree ંચી ડિગ્રીને કારણે અન્ય us સ્ટેનિટીક સ્ટેનલેસ સ્ટીલ્સને આગળ ધપાવે છે.
સ્ટેનલેસ સ્ટીલ્સની પસંદગી કરતી વખતે કે જે કાટમાળ વાતાવરણનો સામનો કરવો આવશ્યક છે, ત્યારે us સ્ટેનિટીક સ્ટેનલેસ સ્ટીલ્સનો વારંવાર ઉપયોગ થાય છે.
Us સ્ટેનિટીક સ્ટેનલેસ સ્ટીલ્સમાં નિકલ અને ક્રોમિયમની માત્રા ઉત્તમ યાંત્રિક ગુણધર્મો, તેમજ ઉત્તમ કાટ પ્રતિકાર પ્રદાન કરે છે.
ગ્રેડ 304 સ્ટેઈનલેસ સ્ટીલ સામાન્ય રીતે સૌથી સામાન્ય us સ્ટેનિટીક સ્ટેનલેસ સ્ટીલ માનવામાં આવે છે.
પાઇપ સ્પૂલ સિસ્ટમ્સ મોટે ભાગે પાવર પ્લાન્ટ્સ અને પેટ્રોલિયમ રિફાઇનરીઓમાં વપરાય છે જેને સઘન પાઇપિંગની જરૂર હોય છે. આ સિસ્ટમોમાં પ્રવાહી અને ગેસનું કેરેજ અને પરિવહન શામેલ છે અને આ પરિવહન સિસ્ટમોને ઘણા બધા કનેક્શન ભાગોની જરૂર છે. આ સિસ્ટમોમાં, ભૂલો માટે કોઈ સ્થાન નથી.
સંયુક્ત ભાગો પ્રેરિત આંતરિક તાણને ઘટાડવાના હેતુથી ગરમીની સારવાર કરવામાં આવે છે. હીટ ટ્રીટમેન્ટ પ્રક્રિયા ASME B31.3 ધોરણો અનુસાર કરવામાં આવે છે. ત્યારબાદ, કોઈપણ કાટના જોખમથી સપાટીના રક્ષણ માટે પાઇપ સ્પૂલ દોરવા આવશ્યક છે.
એલોયમાં સારી ઓક્સિડેશન પ્રતિકાર અને 1500¡ãF (816¡ãC) ની કમકમાટી છે. તેમાં સારી તાપમાનની કઠિનતા પણ છે.
એલોય 347 એચ (યુએસએસ એસ 3409) સ્ટેઈનલેસ સ્ટીલ પ્લેટ એલોયનું ઉચ્ચ કાર્બન (0.04 ¨C 0.10) સંસ્કરણ છે.
316L લગભગ દરેક રીતે 316 જેવું જ છે.?
316L, જો કે, પ્રોજેક્ટ માટે વધુ સારી પસંદગી છે જેમાં ઘણા વેલ્ડીંગની જરૂર છે કારણ કે 316 316 એલ (વેલ્ડની અંદર કાટ) કરતા વેલ્ડ સડો માટે વધુ સંવેદનશીલ છે.
વેલ્ડ સડો પ્રતિકાર કરવા માટે 316 એનિલે કરી શકાય છે.
316 એલ ઉચ્ચ-તાપમાન, ઉચ્ચ-કાટ-કાટનો ઉપયોગ માટે એક મહાન સ્ટેઈનલેસ સ્ટીલ પણ છે, તેથી જ તે બાંધકામ અને દરિયાઇ પ્રોજેક્ટ્સમાં ઉપયોગ માટે ખૂબ જ લોકપ્રિય છે.
એલોય 347 (યુએનએસ એસ 34700) એ કોલમ્બિયમ સ્થિર us સ્ટેનિટીક સ્ટેનલેસ સ્ટીલ પ્લેટ છે જેમાં સામાન્ય કાટ પ્રતિકાર છે અને 321 (યુએસએસ એસ 32100) કરતા મજબૂત ઓક્સિડાઇઝિંગ પરિસ્થિતિઓમાં કંઈક વધુ સારું પ્રતિકાર છે.
304 સ્ટેઈનલેસ સ્ટીલ તેના ઉત્તમ કાટ પ્રતિકાર અને મૂલ્યને કારણે વિશ્વમાં સ્ટેઈનલેસ સ્ટીલનું સૌથી સામાન્ય સ્વરૂપ છે. તેમાં 16% થી 24% ક્રોમિયમ અને 35% નિકલ, તેમજ ઓછી માત્રામાં કાર્બન અને મેંગેનીઝ શામેલ છે.
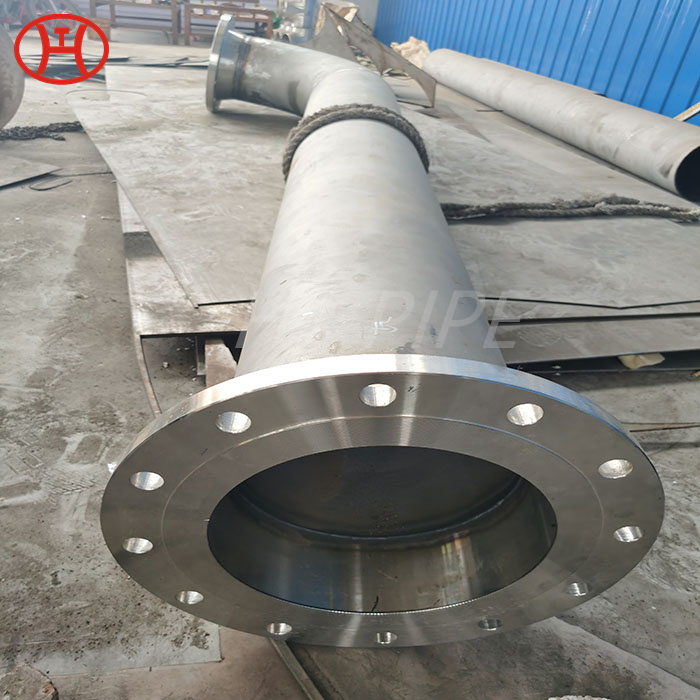
ફીલ્ડ ઇન્સ્ટોલેશન ખર્ચ ઘટાડવા અને ઉત્પાદનોમાં ઉચ્ચ ગુણવત્તા પ્રદાન કરવા માટે પાઇપ સ્પૂલ પૂર્વ-બનાવટી છે. તેઓ સામાન્ય રીતે અન્ય સ્પૂલ સાથે જોડાણ મેળવવા માટે ફ્લેંજ કરવામાં આવે છે. સ્પૂલ ફેબ્રિકેશન સામાન્ય રીતે જરૂરી ઇન્ફ્રાસ્ટ્રક્ચર ધરાવતી ખાસ કંપનીઓ દ્વારા કરવામાં આવે છે.
ક્રોમિયમ કાર્બાઇડ વરસાદની શ્રેણીમાં 800 ¨C 1500¡ãF (427 ¨C 816¡ãC) ની તાપમાનના સંપર્ક પછી ઇન્ટરગ્રેન્યુલર કાટ સામે તેનો ઉત્તમ પ્રતિકાર છે.?
સ્ટીલની ટકાઉપણું એ પાઇપલાઇન સિસ્ટમ્સનો શ્રેષ્ઠ ફાયદો છે. તે મજબૂત છે અને તે દબાણ, તાપમાન, ભારે આંચકા અને કંપનોનો સામનો કરી શકે છે. તેમાં અનન્ય સુગમતા પણ છે જે સરળ એક્સ્ટેંશન પ્રદાન કરે છે.
ઉચ્ચ ક્રોમિયમ સામગ્રી એક નિષ્ક્રિય ફિલ્મને પ્રોત્સાહન આપે છે અને જાળવે છે જે ઘણા કાટવાળું વાતાવરણમાં સામગ્રીને સુરક્ષિત કરે છે.
બે સૌથી સામાન્ય સ્ટેઈનલેસ સ્ટીલ ગ્રેડ 304 અને 316 છે. મુખ્ય તફાવત એ મોલીબડેનમનો ઉમેરો છે, એક એલોય જે કાટ પ્રતિકારમાં નોંધપાત્ર સુધારો કરે છે, ખાસ કરીને વધુ મીઠું અથવા ક્લોરાઇડ એક્સપોઝરવાળા વાતાવરણમાં.
904L ગ્રેડ સ્ટેઈનલેસ સ્ટીલ અન્ય કોઈપણ સ્ટીલથી વિપરીત છે. તેની વધારાની માત્રામાં ક્રોમિયમ, મોલીબડેનમ, નિકલ અને કોપરને કારણે, 904 એલ સ્ટીલમાં કાટ, રસ્ટ અને એસિડ્સ માટે શ્રેષ્ઠ પ્રતિકાર છે.
ભાગોની ધાર સમાપ્ત થયા પછી ફીટ-અપ અને વેલ્ડીંગ પ્રક્રિયા લાગુ કરવી આવશ્યક છે. તેથી, સ્ટેઈનલેસ સ્ટીલ અને કાર્બન સ્ટીલ પાઇપ સ્પૂલ માટે, ભાગો સ્ટીલના પાયા અથવા લાકડાના પાયા પર સ્થિત થઈ શકે છે. તદુપરાંત, કાર્બન સ્ટીલ અને સ્ટેઈનલેસ સ્ટીલ વચ્ચેની કોઈપણ સંપર્કની સંભાવના ઓછી કરવી આવશ્યક છે.
આ ગ્રેડમાં કોપરનો ઉમેરો કરવાથી તે પરંપરાગત ક્રોમિયમ-નિકલ સ્ટેનલેસ સ્ટીલ્સ, ખાસ કરીને સલ્ફ્યુરિક, ફોસ્ફોરિક અને એસિટિક એસિડ્સ સામે વધુ સારી રીતે કાટ પ્રતિકાર આપે છે. જો કે, હાઇડ્રોક્લોરિક એસિડનો ઉપયોગ મર્યાદિત છે.
આ નિષ્ણાત ફેબ્રિકેટર્સ સાઇટ પર યોગ્ય ફિટ મેળવવા અને ક્લાયંટ દ્વારા વ્યાખ્યાયિત જરૂરી તકનીકી ગુણધર્મો જાળવવા માટે ગુણવત્તા અને ચોકસાઈના નિર્દિષ્ટ સમૂહ હેઠળ સિસ્ટમ ઉત્પન્ન કરે છે.
પાણી અને જ્વલનશીલ વાયુઓના પુરવઠા માટે, સ્ટીલ પાઈપો સૌથી ઉપયોગી પાઈપો છે. તેઓ ઘણા ઘરો અને વ્યવસાયોમાં કુદરતી ગેસ અથવા પ્રોપેન બળતણ સ્થાનાંતરિત કરવા માટે વપરાય છે. તેઓ તેમના heat ંચી ગરમીના પ્રતિકારને કારણે ફાયર સ્પ્રિંકલર સિસ્ટમ્સ માટે પણ ઉપયોગમાં લેવાય છે.
પાઇપ સ્પૂલ કાચા પાઈપો અને પાઇપ ફિટિંગ્સના ઉપયોગ દ્વારા ઉત્પન્ન થાય છે. કાચા પાઈપોની કટીંગ પ્રક્રિયા પૂર્વનિર્ધારિત કદ સાથે કરવામાં આવે છે જે પાઇપ ફિટિંગ્સ અને અન્ય ઘટકો માટે યોગ્ય છે.
ચિહ્નિત કર્યા પછી નીચેની પ્રક્રિયા એ કટીંગ સ્ટેપ છે. કાપવાની રીત વિવિધ સામગ્રી માટે અલગ છે. આમ, કાર્બન સ્ટીલ્સ માટે, જ્યોત કાપવાની પદ્ધતિનો ઉપયોગ કરવામાં આવે છે. તદુપરાંત, પ્લાઝ્મા આર્ક કટીંગ મશીનનો ઉપયોગ કરીને સ્ટેઈનલેસ સ્ટીલ ઘટકો કાપી શકાય છે. જો પ્લાઝ્મા આર્ક કટરનો ઉપયોગ કરવામાં આવે તો કેટલીક ચોક્કસ શરતો જાળવી રાખવી આવશ્યક છે.
સ્ટેનલેસ સ્ટીલ 904L \ / 1.4539 સામગ્રીનો ઉપયોગ ગરમ અને ઠંડા રોલ્ડ શીટ અને સ્ટ્રીપ, અર્ધ-તૈયાર ઉત્પાદનો, બાર, રોલ્ડ વાયર અને પ્રોફાઇલ્સ, તેમજ પ્રેશર એપ્લિકેશન માટે સીમલેસ અને વેલ્ડેડ પાઈપો બનાવવા માટે થઈ શકે છે.
પ્લાઝ્મા આર્ક કટરનો ઉપયોગ મોટા પાઈપો માટે થાય છે (28 ઇંચની નજીવી પાઇપ કદ) અને તેનો ઉપયોગ શાખાઓ કાપવા માટે પણ ફાયદાકારક છે. જો શક્ય હોય તો, પ્લાઝ્મા આર્ક કટર દ્વારા બનાવવામાં આવેલા સ્પેટર્સથી તેમને બચાવવા માટે, આંતરિક કેસ પાઈપો અથવા ફિટિંગમાં સ્થિત હોવો આવશ્યક છે. કટીંગ પછી, અને ધારની તૈયારી જાળવી રાખવી આવશ્યક છે.
ઘટકોની સપાટીની ધાર પણ હોવી આવશ્યક છે અને સપાટીની અશુદ્ધિઓ દૂર કરવી આવશ્યક છે. ભાગોની ધાર માટે બેવલિંગ પ્રક્રિયા લાગુ કરવામાં આવે છે. બેવલિંગ પ્રક્રિયા માટે ગ્રાઇન્ડીંગ મશીન કાર્યરત છે. બેવલિંગ માટે ગ્રાઇન્ડીંગ મશીનોનો પ્રકાર સ્ટેઈનલેસ સ્ટીલ ઘટકો અને કાર્બન સ્ટીલ ઘટકો માટે અલગ પડે છે.
સ્પૂલ પર વેલ્ડ્સની સંખ્યા ઓછામાં ઓછી ગણતરીમાં રાખવી આવશ્યક છે. પરિભ્રમણ વેલ્ડ્સ અને કેન્દ્રની રેખાઓ વચ્ચેના અંતરનું પરિમાણ પાઇપની દિવાલની જાડાઈ કરતા ચાર ગણા કરતા વધારે ન હોવું જોઈએ. મુખ્ય વેલ્ડ્સ પછી, ટેક્સ વેલ્ડ્સ ચોક્કસપણે કરવા જોઈએ. સ્પૂલમાંના બધા વેલ્ડ્સ યોગ્ય વેલ્ડીંગ પ્રક્રિયા સ્પષ્ટીકરણ (ડબ્લ્યુપીએસ) અનુસાર લાગુ કરવા આવશ્યક છે. વેલ્ડીંગ પ્રક્રિયા પૂર્ણ થયા પછી, ઘટકોનું ગુણવત્તા નિયંત્રણ નિષ્ણાતો દ્વારા કરવામાં આવે છે.