šipke općenito imaju oblike kao što su ravne, okrugle, šesterokutne,
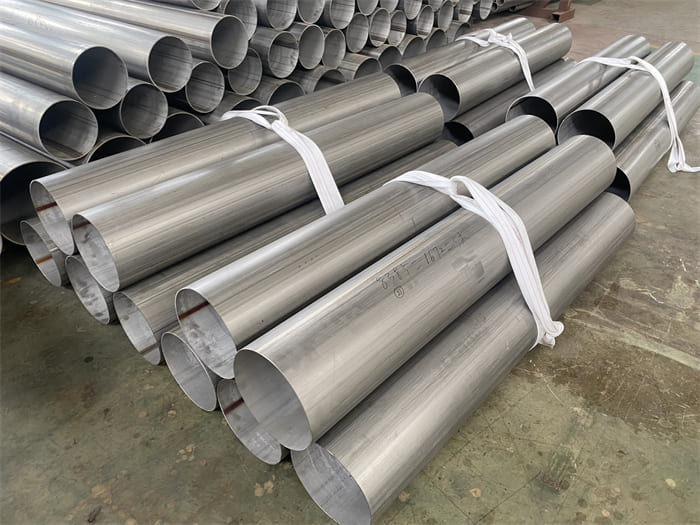
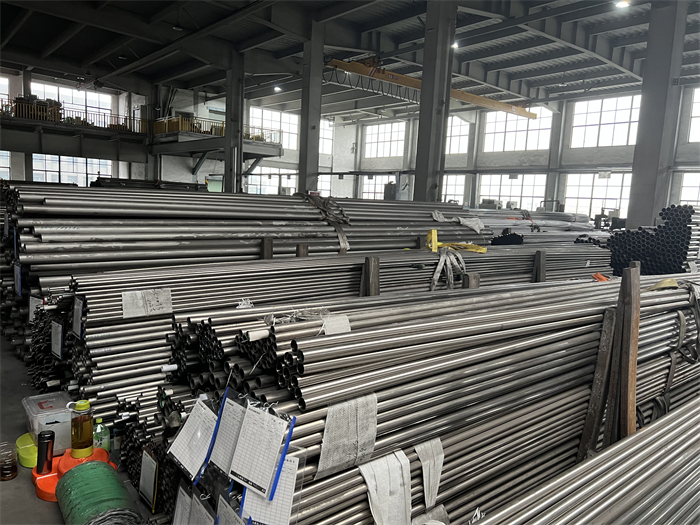
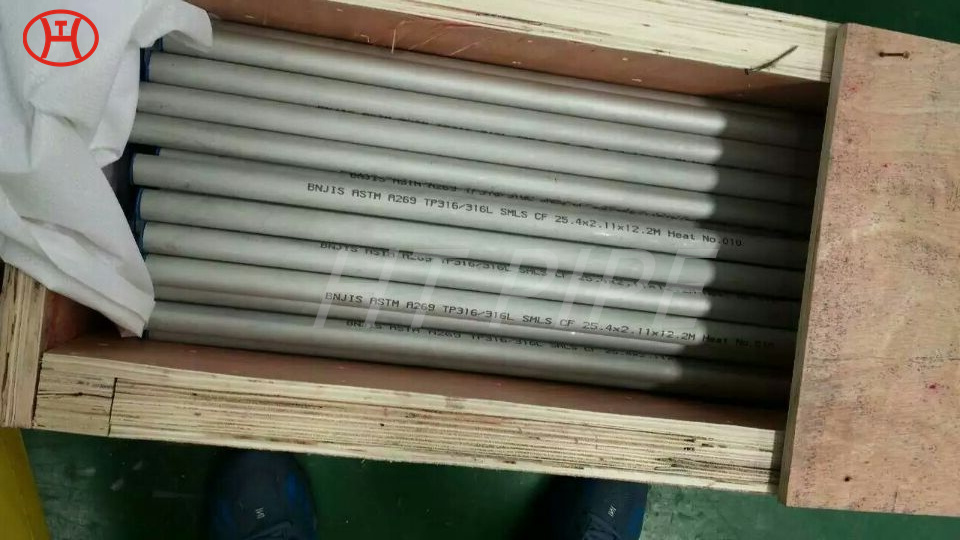
Cijev se proizvodi u okruglim, kvadratnim i pravokutnim presjecima u različitim debljinama stjenke. Obično se izrađuje postupcima uzdužnog zavarivanja, toplog i hladnog izvlačenja (bešavno) ili spiralnog zavarivanja. Završne obrade ili izgled variraju od nepoliranih do visoko poliranih. Nepolirano ima 2B mljevenu završnu obradu, standardno polirano je fino polirana završna obrada, a tu je i finija polirana završna obrada koja daje izgled sličan zrcalu. Završeci su odabrani tako da odgovaraju primjeni i estetskoj privlačnosti.
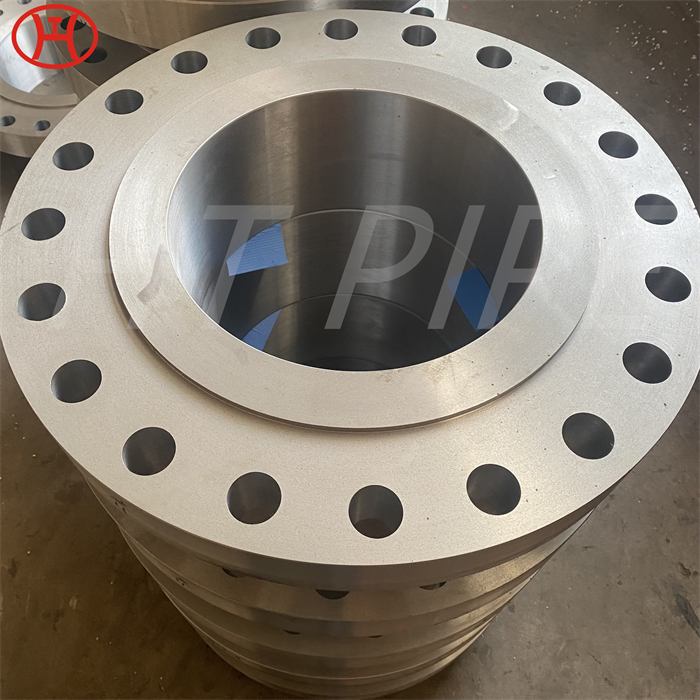
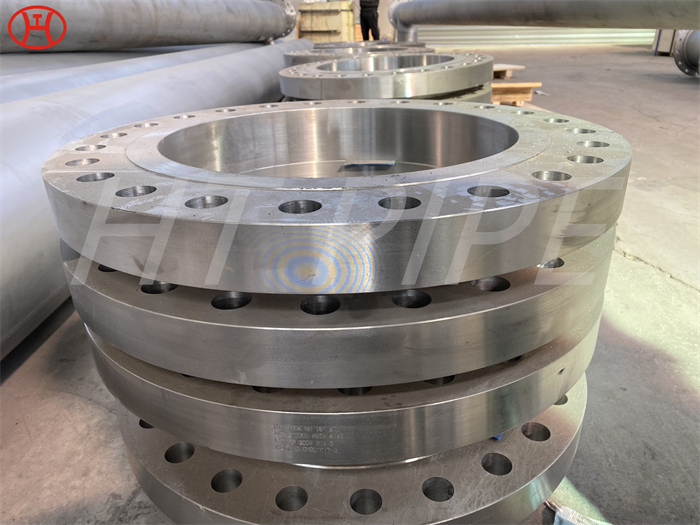
SS 316L fitinzi za sučeoni zavar (DIN 1.4404) naširoko se koriste u kemijskoj industriji te industriji nafte i plina zbog svoje razumne otpornosti na koroziju i jednostavnosti proizvodnje. Nizak sadržaj ugljika u fitinzima za sučeono zavarivanje od nehrđajućeg čelika 316L (UNS S31603) smanjuje mogućnost erozije in vivo za upotrebu medicinskih implantata. Ova koljena cijevi od nehrđajućeg čelika imaju dobra svojstva otpornosti na koroziju u teškim uvjetima. Nizak sadržaj ugljika u fitinzima za cijevi SS 316L sprječava zrnatost nakon zavarivanja i omogućuje njihovo jednostavno zavarivanje prema standardnim postupcima zavarivanja. Priključci za cijevi od nehrđajućeg čelika 316L \/ ASTM A403 WP316L imaju gustoću od 8000 kg\/m3 s modulom elastičnosti od 193 GPa. 316L pokriva standard za spojeve od kovanog austenitnog nehrđajućeg čelika za primjene tlačnih cjevovoda. Materijal za armature sastoji se od otkovaka, šipki, ploča ili bešavnih ili zavarenih cjevastih proizvoda. Operacije kovanja ili oblikovanja izvode se čekićem, prešanjem, bušenjem, istiskivanjem, savijanjem, valjanjem, savijanjem, zavarivanjem topljenjem, strojnom obradom ili kombinacijom dviju ili više ovih operacija. Sve armature moraju biti podvrgnute toplinskoj obradi.