304 okrugle šipke šipka 8 mm ss316l 316 201 ravna šipka od nehrđajućeg čelika 3 mm 304l i 316l
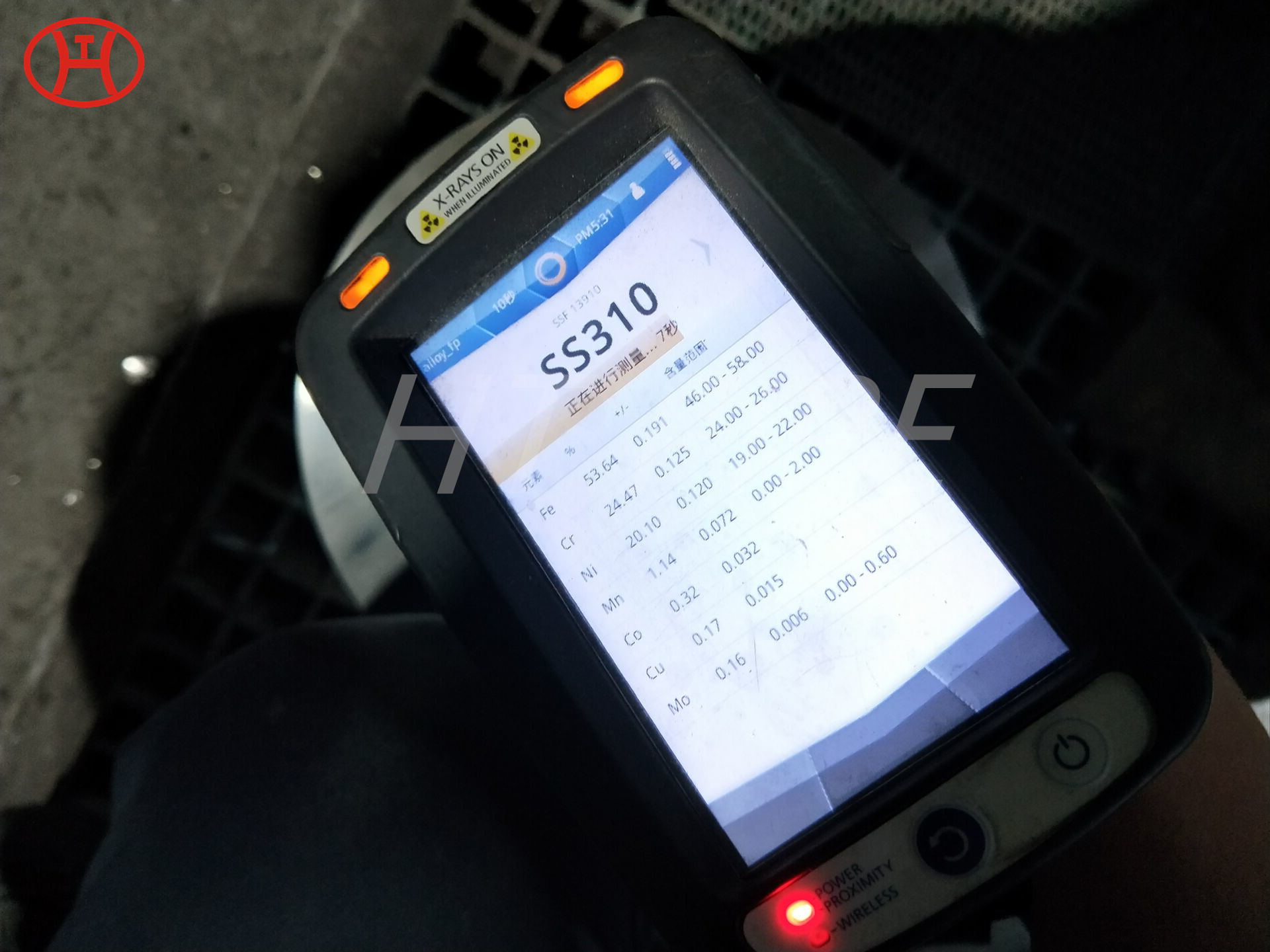
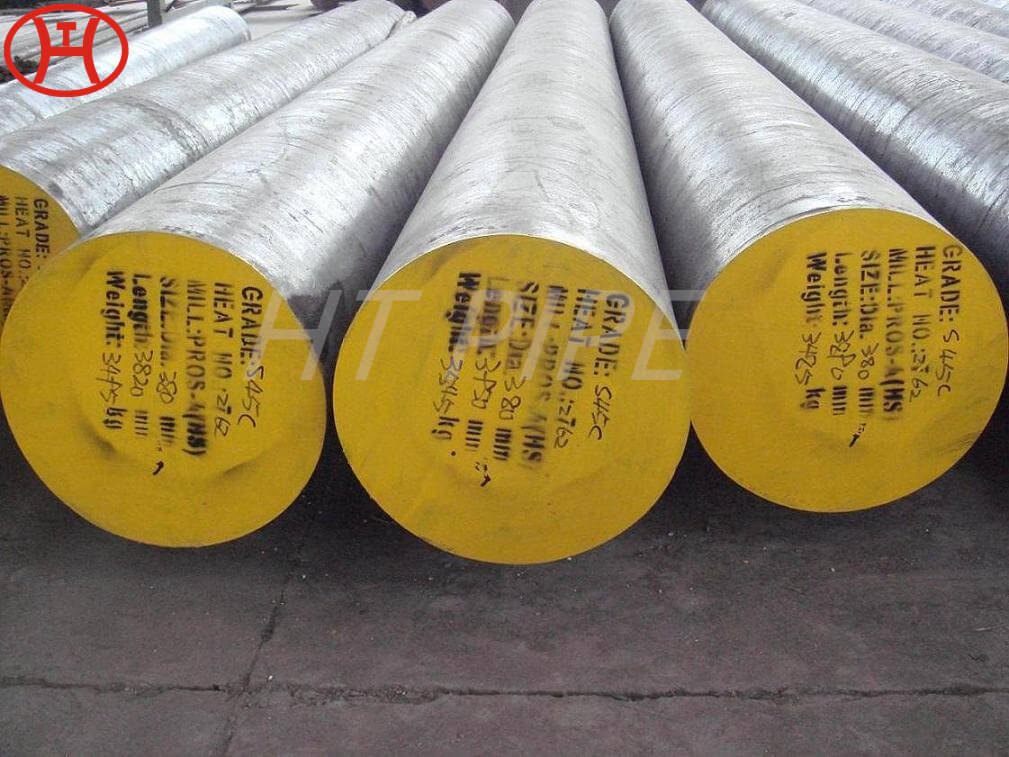
Austenitni nehrđajući čelici moraju se toplinski obraditi i podvrgnuti ispitivanju korozije. Proces valjanja okruglih šipki odvija se kada se nehrđajući čelik stavlja u analizirani mlin kontinuiranog oblika, koji se oslobađa u prvih osam postolja mlina. Kontrola sirovine (dimenzije, površina, broj taljenja) prije valjanja, zatim zagrijavanje u pećima s hodajućom gredom prema tehnologiji zagrijavanja vrsta čelika. Kada se zagrije na odgovarajuću temperaturu, podvrgava se djelovanju uklanjanja kamenca koje nastaje procesom zagrijavanja. Sljedeća faza je tehnička operacija jednostalnog valjanja. Nakon procesa vrućeg valjanja, dobiveni proizvod se hladi na sobnu temperaturu. vremena taljenja), a zatim zagrijava u peći s pokretnom gredom u skladu s postupkom zagrijavanja čelika. Kada se zagrije na odgovarajuću temperaturu, podvrgava se djelovanju uklanjanja kamenca koje nastaje procesom zagrijavanja.
razreda šipki kako bi zadovoljili točne tehničke zahtjeve. Čelik
ss2324 1.4841 dvostruka okrugla šipka od nehrđajućeg čelika
Cijevi od legiranog čelika
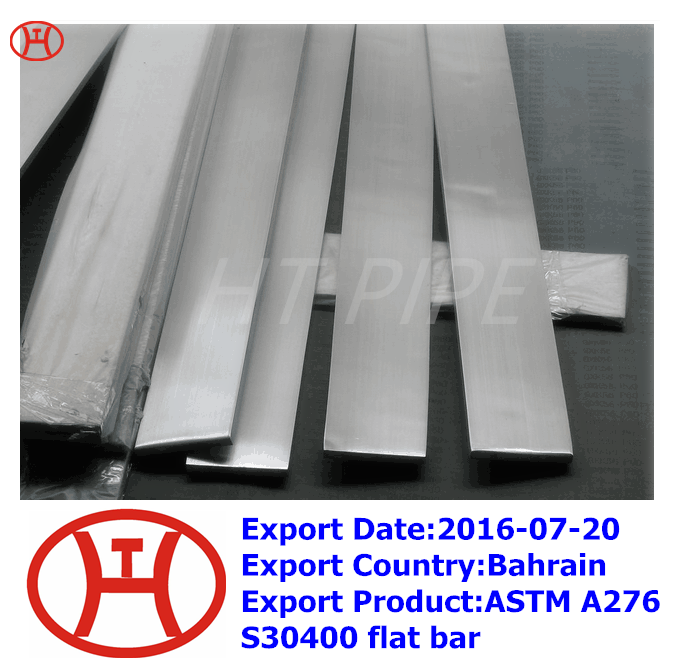
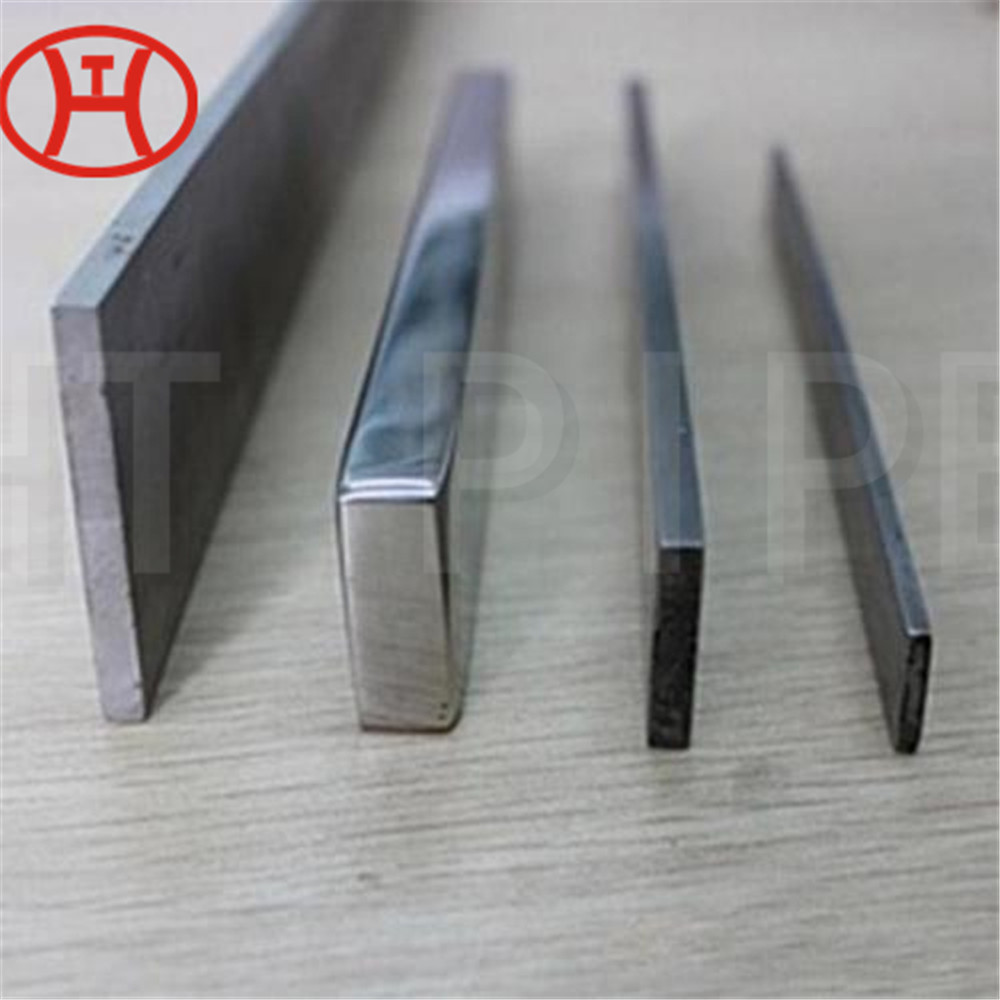
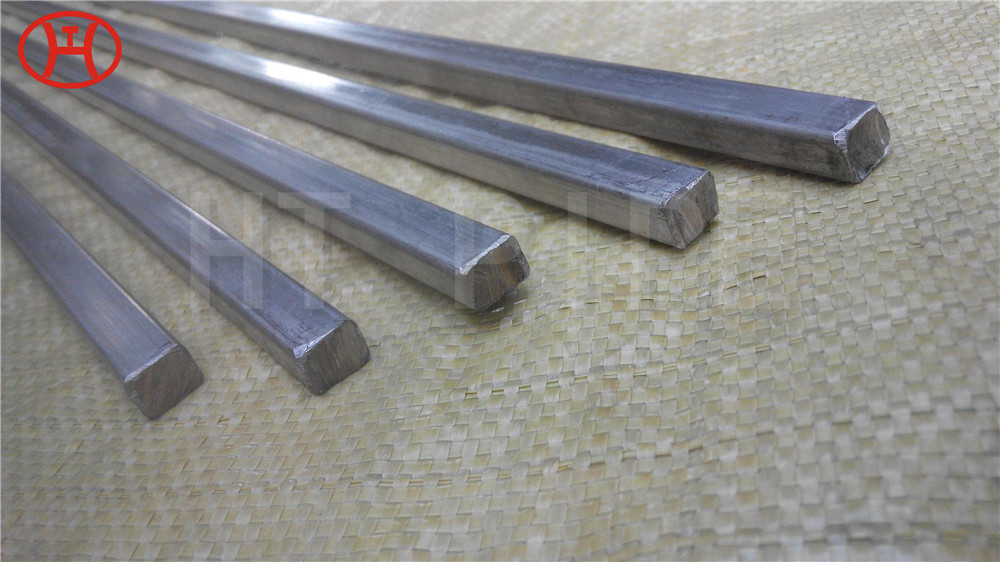
astm a276 okrugla šipka od nehrđajućeg čelika četvrtasta šipka ravna šipka
kurdski (kurmanji)
šipka od nehrđajućeg čelika 316 5 mm 1-8 u toplo valjanom ravnom čeliku 2205 bar
Površina crna ili svijetla ili bijela za kiseljenje
Ovaj štap je također poznat kao štap od nehrđajućeg čelika. Primjena šipke ovisi o zahtjevima primjene i stupnju materijala. Postoje različite specifikacije koje također određuju vrste proizvodnje i primjene. Šipka od nehrđajućeg čelika ASTM A276 je specifikacija za toplo valjanu i hladno vučenu šipku, osim za kovanu šipku. Može imati različite oblike poput kruga, kvadrata, šesterokuta i drugih ekstrudiranih oblika.
Čelične ploče i ploče i zavojnice