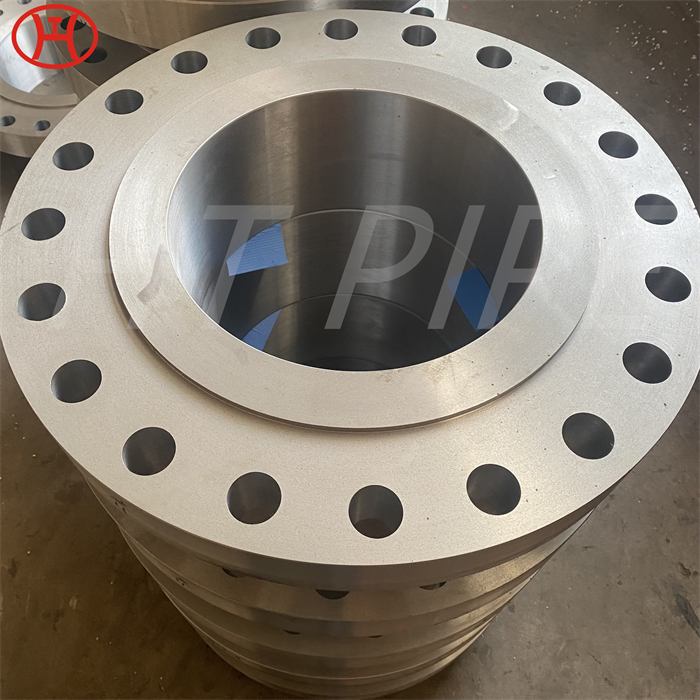
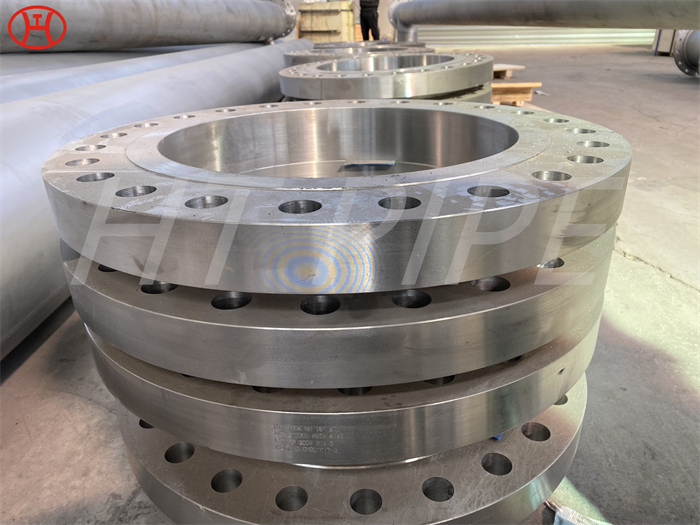
ASME B16.9 Краеви на спојници од нерѓосувачки челик
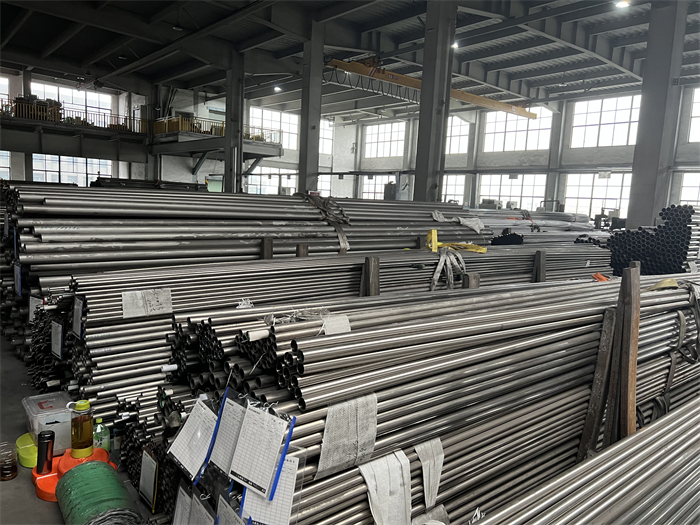
Со цел да се потисне заварувањето на врнежите од карбид, цевките од нерѓосувачки челик 304\/304L може да се заварат со вообичаени методи на заварување. Рачно лачно заварување, големината на тенок пресек од нерѓосувачки челик 304 со 0,04%-0,06% јаглерод може да се користи со австриската електрода 002, што нема да предизвика интергрануларна корозија по заварувањето. За линијарите со дебел дел, чувајте го отпорот по интергрануларна отпорност на корозија. , треба да се смени во нерѓосувачки челик 304L или стабилизиран аустенитски нерѓосувачки челик.
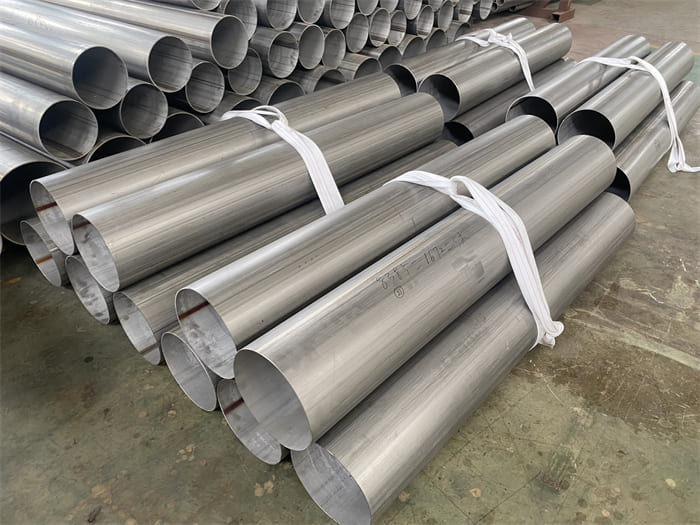
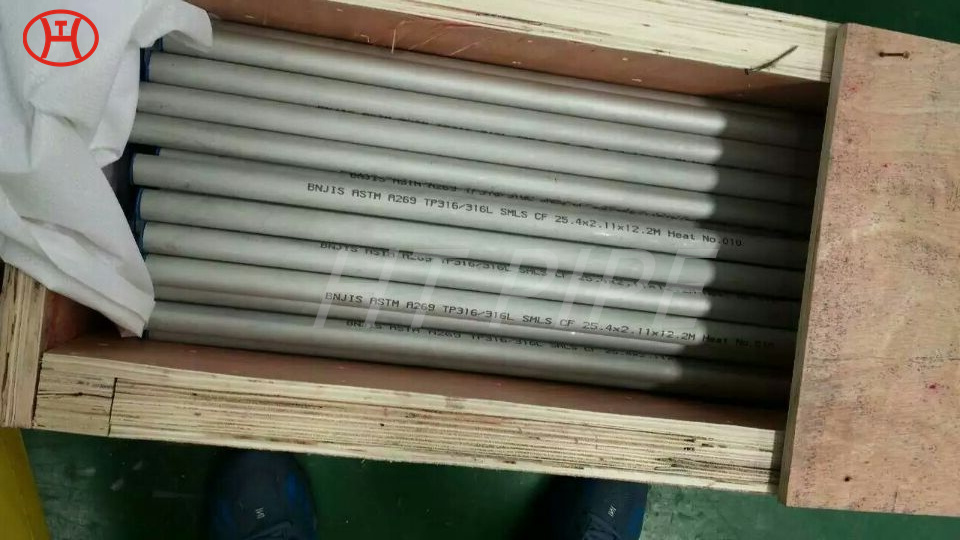
SS 316L Опрема за заварување со задник (DIN 1.4404) е широко користен во хемиската и индустријата за нафта и гас поради неговата разумна отпорност на корозија и леснотијата на производство. Ниската содржина на јаглерод на фитинзи за заварување од нерѓосувачки челик 316L (UNS S31603) ја намалува опцијата за ин виво ерозија за употреба на медицински импланти. Овие колена од цевки од не'рѓосувачки челик имаат добри својства на отпорност на корозија во тешки услови. Ниското ниво на јаглерод во фитинзите за цевки SS 316L го спречува зрнеењето по заварувањето и овозможува нивно лесно заварување по стандардните процедури за заварување. Фитинзите за цевки од нерѓосувачки челик 316L \/ ASTM A403 WP316L поседуваат густина од 8000 kg/m3 со модул на еластичност од 193GPa. 316L го покрива стандардот за фитинзи од ковано аустенитно не'рѓосувачки челик за апликации за цевки под притисок. Материјалот за фитинзи треба да се состои од кованици, шипки, плочи или безшевни или заварени цевчести производи. Ковањето или обликувањето се врши со ковање, притискање, пробивање, истиснување, вознемирување, тркалање, виткање, заварување со фузија, обработка или со комбинација од две или повеќе од овие операции. Сите фитинзи треба да бидат подложени на термичка обработка.