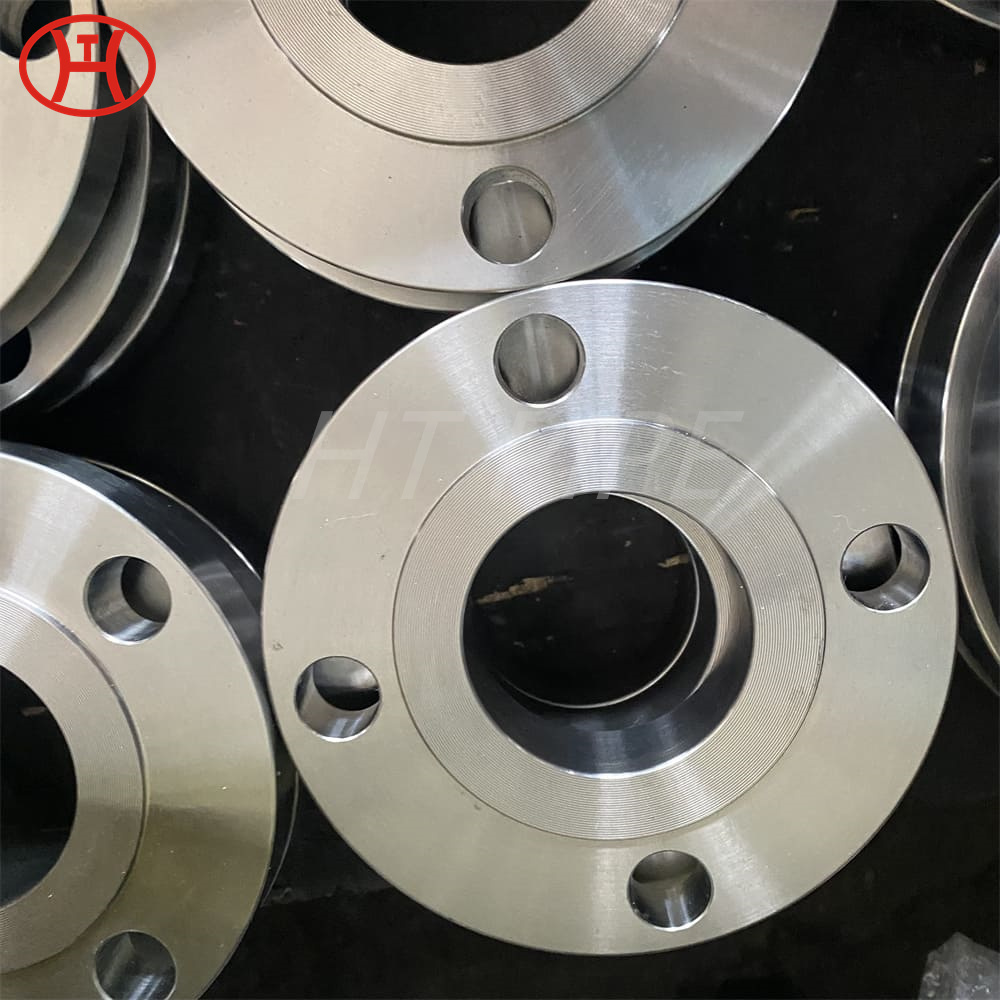
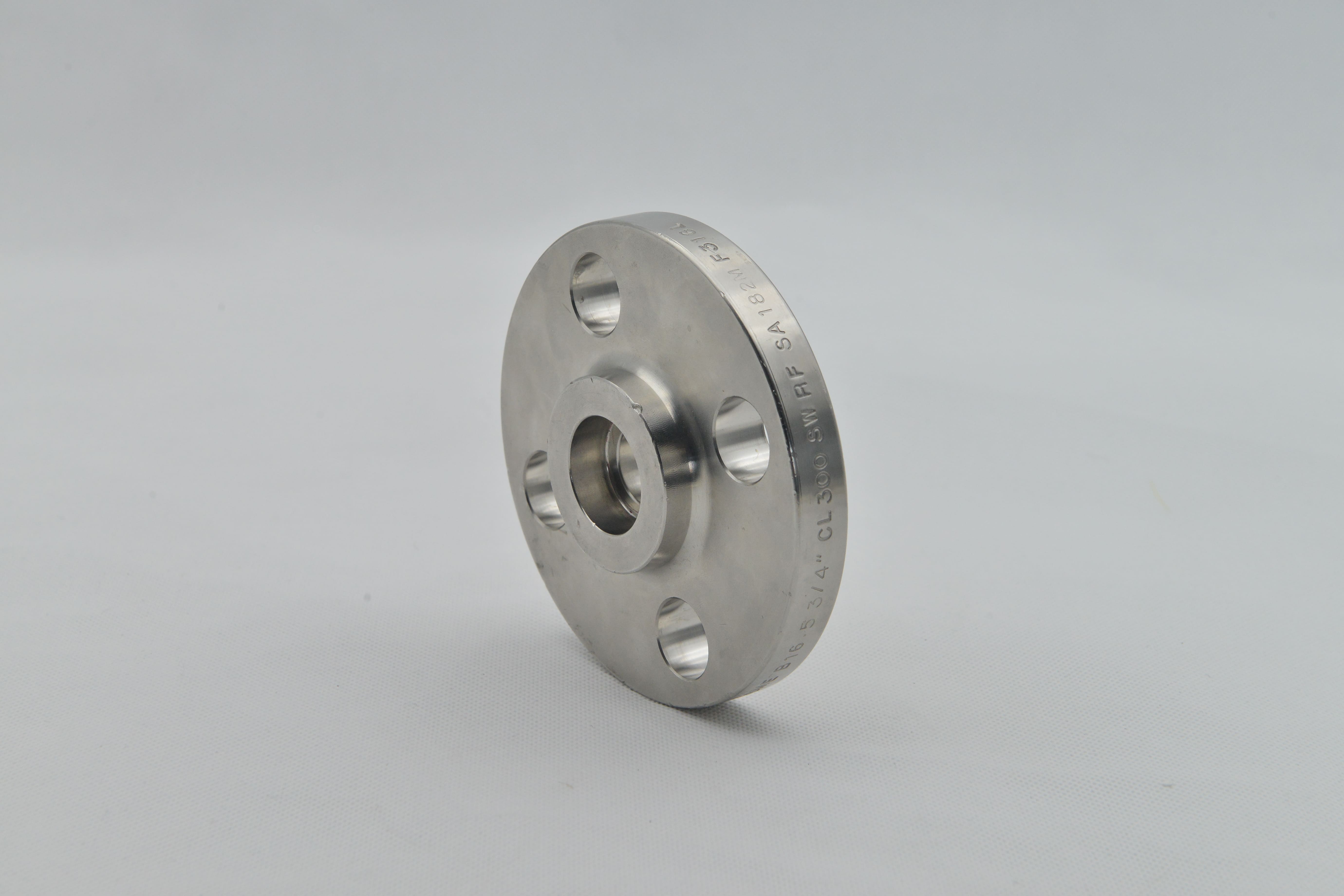
ਫਲੈਂਜ ਉਹ ਹਿੱਸੇ ਹੁੰਦੇ ਹਨ ਜੋ ਦੋ ਪਾਈਪ ਸਿਰਿਆਂ ਨੂੰ ਜੋੜਦੇ ਹਨ, ਫਲੈਂਜ ਕਨੈਕਸ਼ਨ ਨੂੰ ਫਲੈਂਜ ਦੁਆਰਾ ਪਰਿਭਾਸ਼ਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਗੈਸਕੇਟ ਅਤੇ ਬੋਲਟ ਤਿੰਨ ਵੱਖ ਕਰਨ ਯੋਗ ਕੁਨੈਕਸ਼ਨ ਦੇ ਸੰਯੁਕਤ ਸੀਲਿੰਗ ਢਾਂਚੇ ਦੇ ਸਮੂਹ ਵਜੋਂ ਜੁੜੇ ਹੁੰਦੇ ਹਨ। ਗੈਸਕੇਟ ਨੂੰ ਦੋ ਫਲੈਂਜਾਂ ਦੇ ਵਿਚਕਾਰ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਬੋਲਟਾਂ ਦੁਆਰਾ ਬੰਨ੍ਹਿਆ ਜਾਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਪ੍ਰੈਸ਼ਰ ਫਲੈਂਜ, ਮੋਟਾਈ ਵੱਖਰੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਉਹਨਾਂ ਦੁਆਰਾ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਬੋਲਟ ਵੱਖਰੇ ਹੁੰਦੇ ਹਨ, ਜਦੋਂ ਪੰਪ ਅਤੇ ਵਾਲਵ ਪਾਈਪ ਨਾਲ ਜੁੜਦੇ ਹਨ, ਤਾਂ ਉਪਕਰਨ ਦੇ ਹਿੱਸੇ ਵੀ ਸੰਬੰਧਿਤ ਫਲੈਂਜ ਸ਼ਕਲ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ, ਜਿਸਨੂੰ ਫਲੈਂਜ ਕਨੈਕਸ਼ਨ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਬੰਦ ਬੋਲਟਡ ਕਨੈਕਸ਼ਨ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਫਲੈਂਜ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਹਵਾਦਾਰੀ ਪਾਈਪ ਦਾ ਕੁਨੈਕਸ਼ਨ, ਪਰ ਇਸ ਕਿਸਮ ਦੇ ਭਾਗਾਂ ਨੂੰ "ਟਾਇਪ ਫਲੈਂਜ ਭਾਗ" ਕਿਹਾ ਜਾ ਸਕਦਾ ਹੈ। ਫਲੈਂਜ ਅਤੇ ਵਾਟਰ ਪੰਪ ਦੇ ਵਿਚਕਾਰ ਕਨੈਕਸ਼ਨ, ਵਾਟਰ ਪੰਪ ਨੂੰ ਫਲੈਂਜ ਕਿਸਮ ਦੇ ਹਿੱਸੇ ਵਜੋਂ ਕਹਿਣਾ ਅਯੋਗ ਨਹੀਂ ਹੈ, ਪਰ ਰਿਸ਼ਤੇਦਾਰ ਛੋਟੇ ਵਾਲਵ, ਇਸ ਨੂੰ ਫਲੈਂਜ ਕਿਸਮ ਦੇ ਹਿੱਸੇ ਕਿਹਾ ਜਾ ਸਕਦਾ ਹੈ।