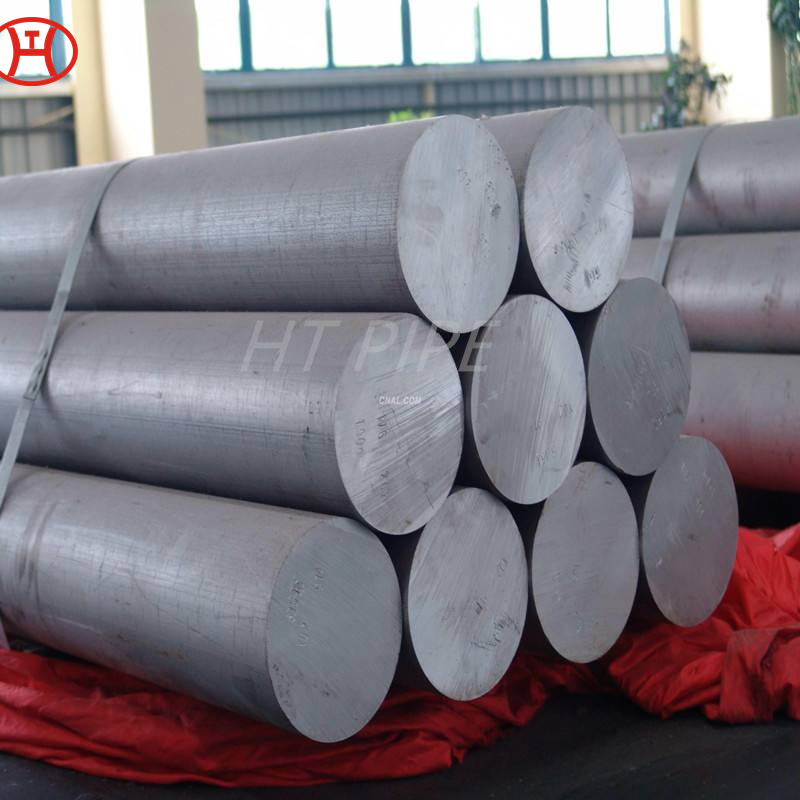
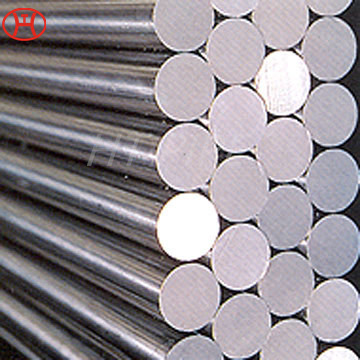
201 301 304 круглый 254smo sus904l 902l 6 дюймов 309s полый стержень из нержавеющей стали 316
Круглый пруток из нержавеющей стали 316 имеет очень широкий спектр промышленного применения благодаря своим уникальным эксплуатационным характеристикам, включая превосходную коррозионную стойкость и легкую формуемость. Нержавеющая сталь марки 316 отличается содержанием молибдена, что обеспечивает ее превосходную стойкость к окислению. Марка 316L представляет собой версию стандартной марки 316 с пониженным содержанием углерода и рекомендуется для применений, требующих устойчивости к аллергиям.
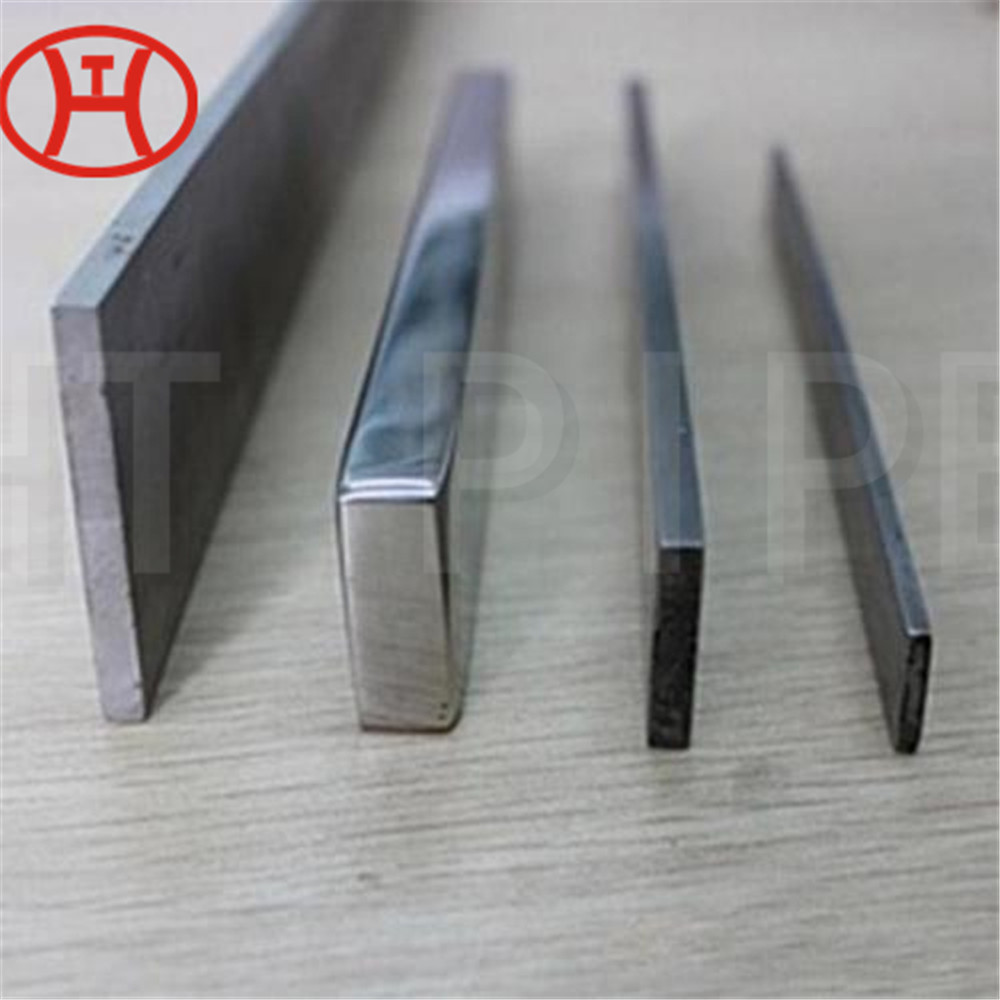
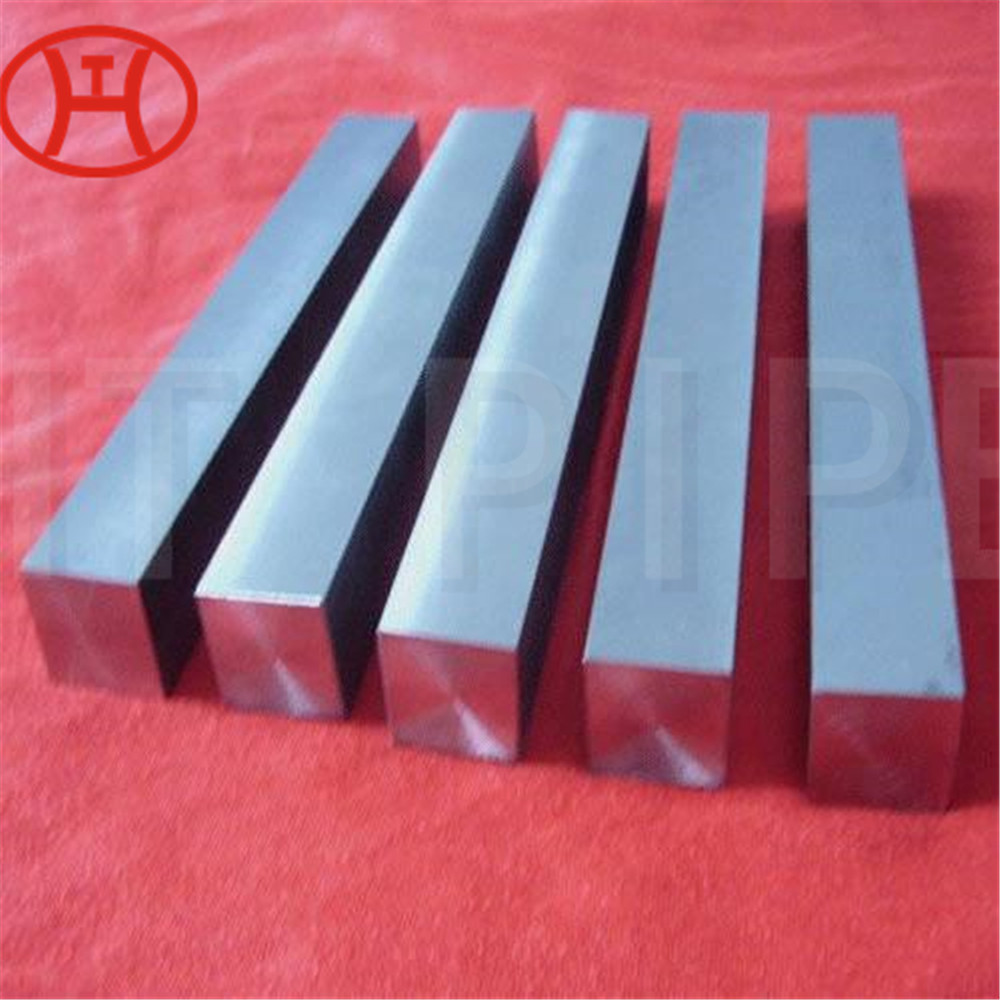
стержни обычно имеют такие формы, как плоская, круглая, шестиугольная,
Упрочняющие свойства нержавеющей стали
Дуплексный стальной крепеж
Технология производства: горячая прокатка, холодное волочение.
Кованые фланцы
astm a276 316 S31600 круглый стержень из нержавеющей стали, плоский стержень
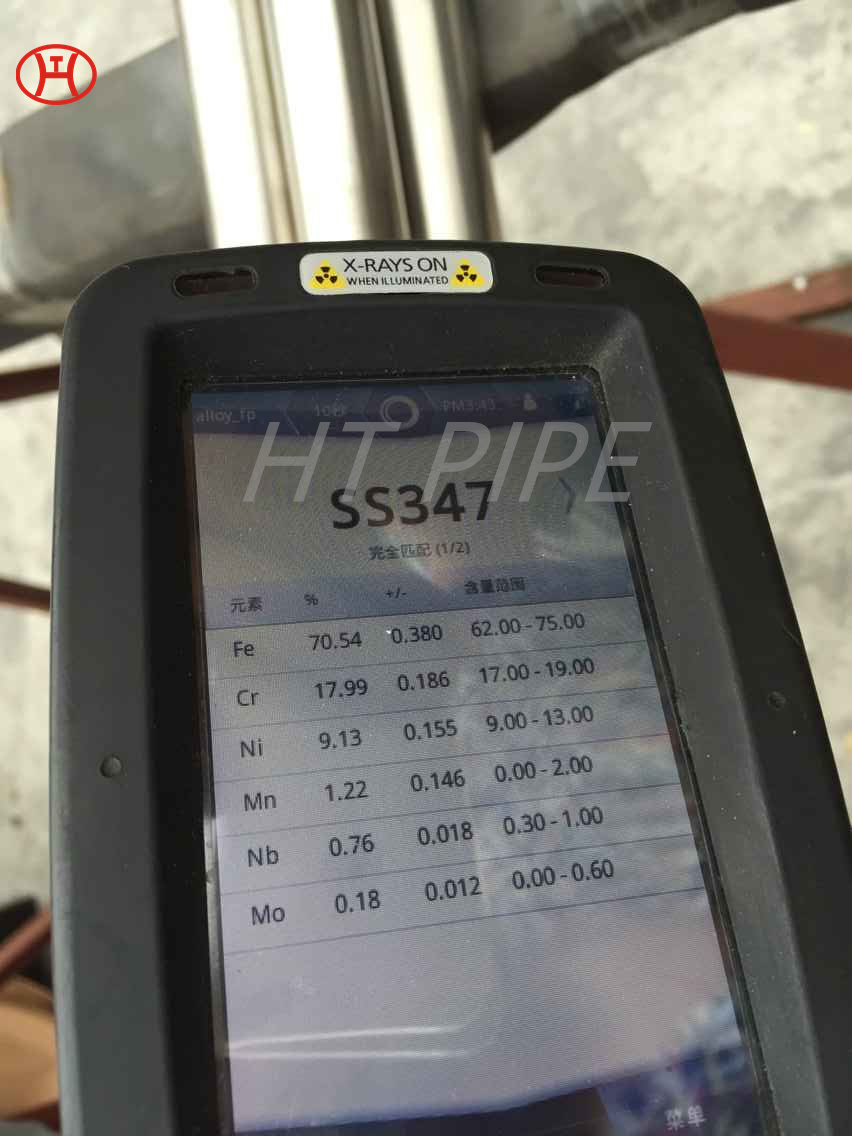
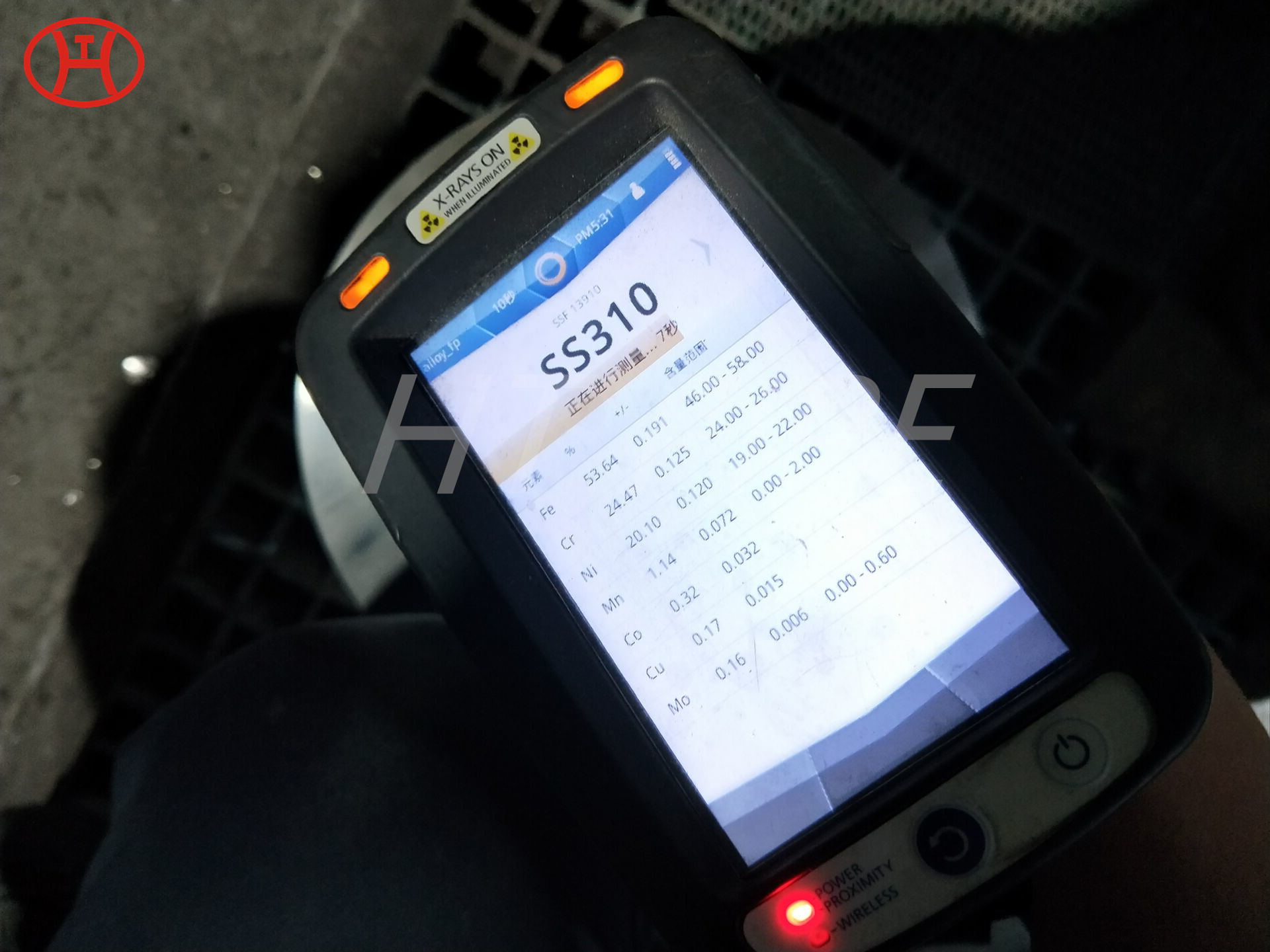
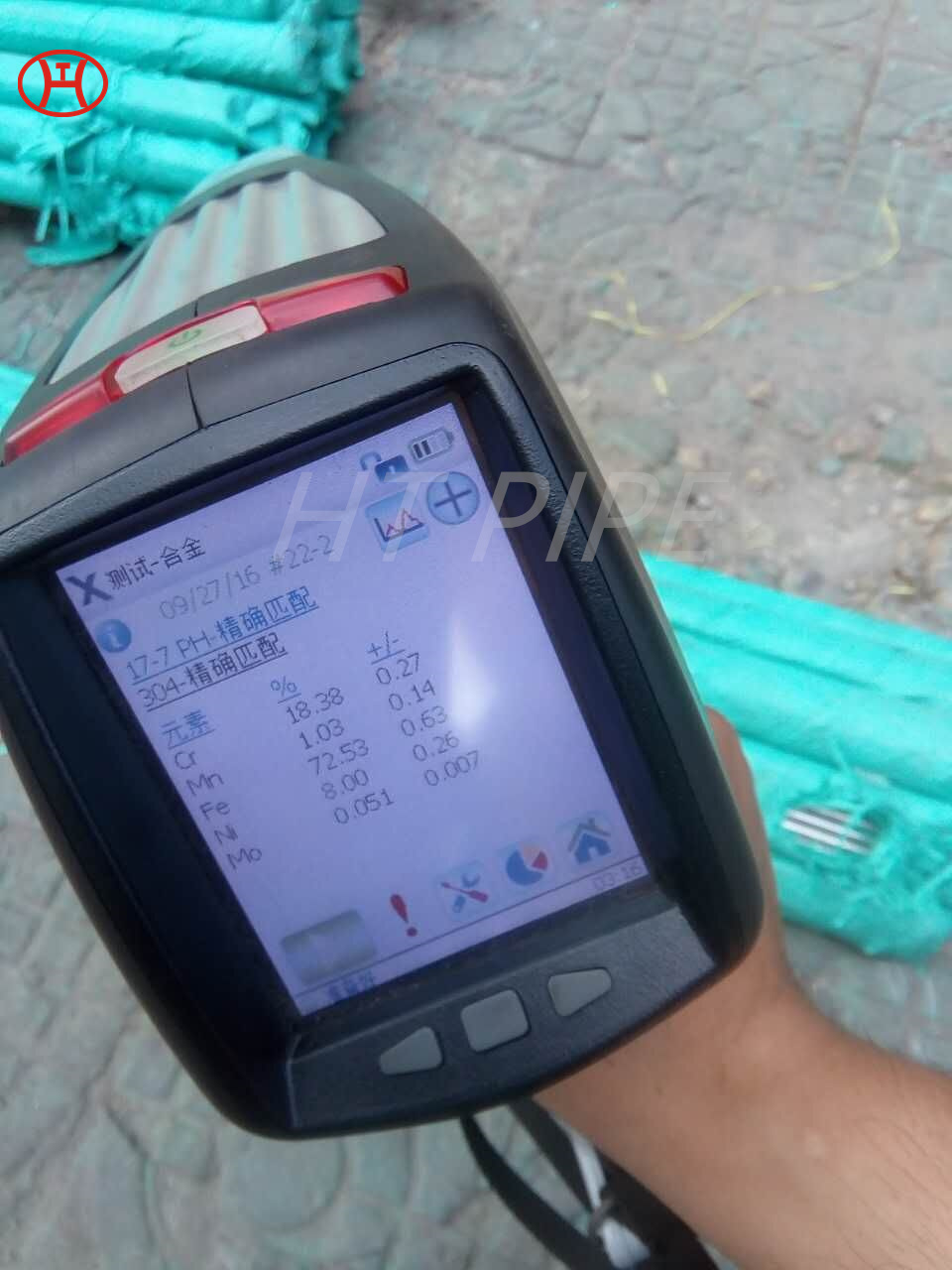
Испытание PMI круглого стержня A276 SS310
Круглые стержни из нержавеющей стали 316 идеально подходят для большинства методов обработки, а также для применения внутри и снаружи помещений. Нержавеющая сталь AISI 316 — немагнитный, высокопрочный материал с превосходной коррозионной стойкостью. 316 немного прочнее нержавеющей стали 303 и 304. Это делает его идеальным для пищевой и фармацевтической промышленности, а также в областях, связанных с морской средой, аэрокосмической промышленностью, технологическим оборудованием, химикатами или другими агрессивными веществами.
Круглый стержень из нержавеющей стали 254smo