Aliazhi 904L tejkalon çeliqet e tjera inox austenitike për shkak të shkallës më të lartë të lidhjes së nikelit dhe molibdenit.
Kur zgjidhni çelik inox që duhet t'i rezistojnë mjediseve korrozive, shpesh përdoren çeliqet inox austenitikë.
Çelik inox 304 ka një dobësi: është i ndjeshëm ndaj korrozionit nga solucionet e klorurit ose mjediset e kripura, si p.sh. bregdeti.
tuba ss me pajisje tubash, Zhengzhou Huitong Pipeline Equipment Co., Ltd., tuba ss me pajisje tubash
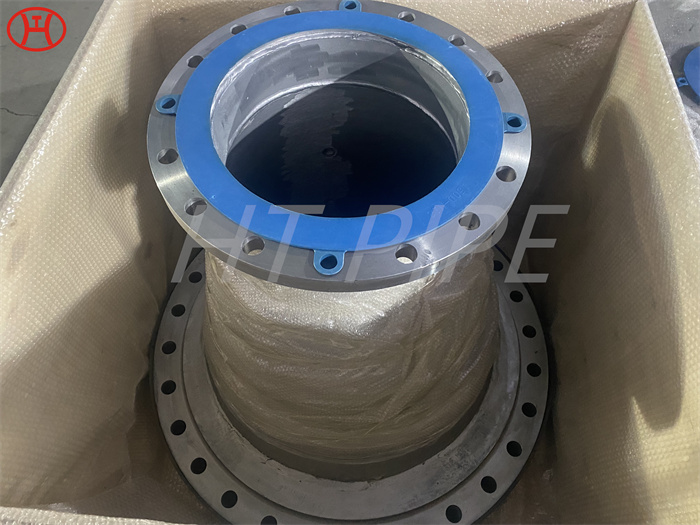
Bobinat e tubave janë të parafabrikuara për të ulur kostot e instalimit në terren dhe për të ofruar cilësi më të lartë në produkte. Në përgjithësi ato janë fllanxha për të siguruar lidhjen me bobina të tjera. Fabrikimi i bobinës zakonisht kryhet nga kompani të veçanta që kanë infrastrukturën e nevojshme.
Për furnizimin me ujë dhe gazra të ndezshëm, tubat prej çeliku janë tubat më të dobishëm. Ato përdoren në shumë shtëpi dhe biznese për të transferuar gaz natyror ose karburant propan. Ato përdoren gjithashtu për sisteme spërkatës zjarri për shkak të rezistencës së tyre të lartë ndaj nxehtësisë.
Aliazhi ka rezistencë të mirë oksidimi dhe forcë zvarritëse deri në 1500¡ãF (816¡ãC). Gjithashtu posedon rezistencë të mirë në temperaturë të ulët.
316 çelik inox ka më shumë karbon në të se 316L. Kjo është e lehtë për t'u mbajtur mend, pasi L qëndron për "të ulët".
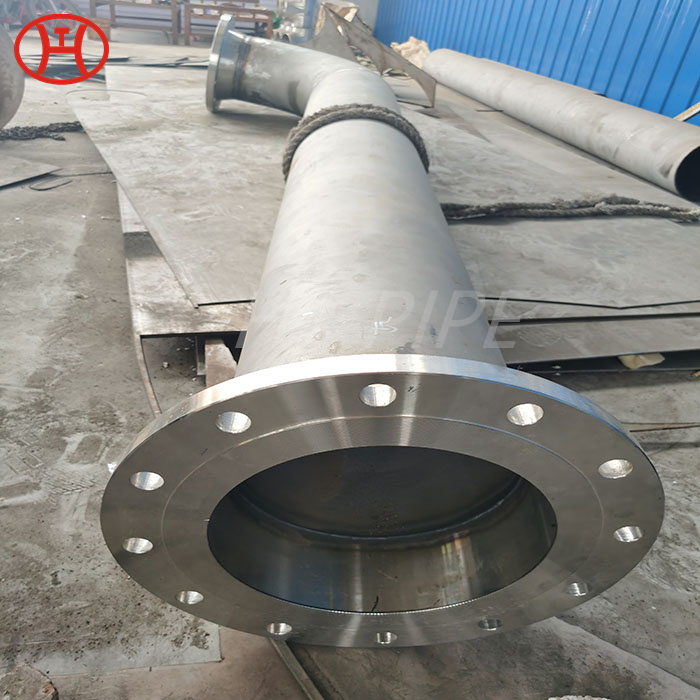
Parafabrikim tubi austenit inox 904L
Sasitë e larta të nikelit dhe kromit në çelik inox austenit ofrojnë veti të shkëlqyera mekanike, si dhe rezistencë të shkëlqyer ndaj korrozionit.
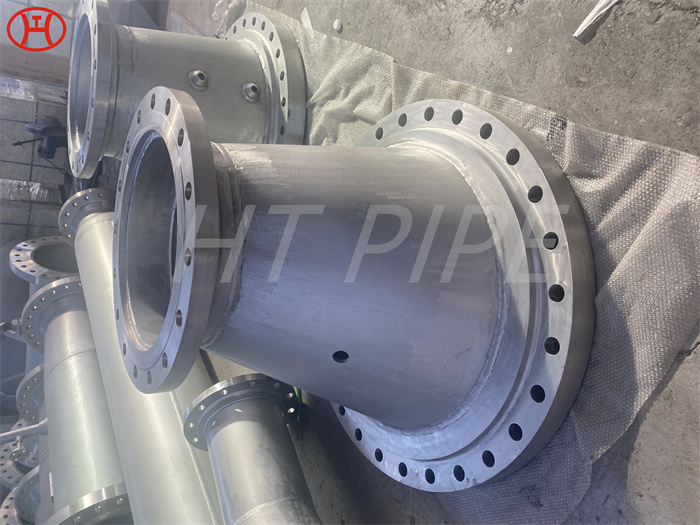
Tuba ngrohje ASTM A312 TP 316L me fllanxha
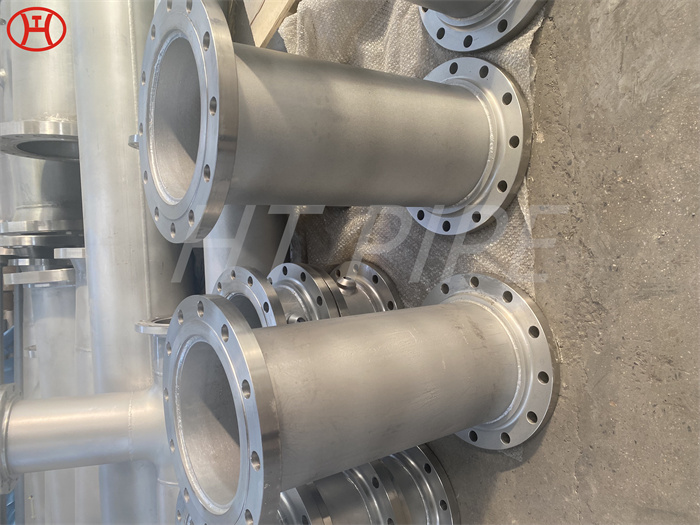
Bobina tubash ASTM A403, bobina tubash SS, bobina tubash çeliku inox, bobina tubash të klasës WP SS 304, bobina tubash SS DIN2617, bobina tubash SS DIN2616 në Kinë.
Aliazhi 347 (UNS S34700) është pllakë çeliku inox austenitike e stabilizuar me kolumbium me rezistencë të mirë të përgjithshme ndaj korrozionit dhe rezistencë disi më të mirë në kushte të forta oksidimi sesa 321 (UNS S32100).
Materiali inox 904L \/ 1.4539 mund të përdoret për të bërë fletë dhe shirita të mbështjellë të nxehtë dhe të ftohtë, produkte gjysëm të gatshme, shufra, tela të mbështjellë dhe profile, si dhe tuba pa tela dhe të salduara për aplikime nën presion.
Pjesët e kombinuara trajtohen me nxehtësi me synimin për të reduktuar sforcimet e brendshme të shkaktuara. Procedura e trajtimit termik kryhet sipas standardeve ASME B31.3. Pas kësaj, bobinat e tubave duhet të lyhen për mbrojtjen e sipërfaqeve nga çdo rrezik korrozioni.
316L është gjithashtu një çelik inox i shkëlqyeshëm për përdorime me temperaturë të lartë dhe me korrozion të lartë, kjo është arsyeja pse është kaq popullor për përdorim në projekte ndërtimi dhe detare.
Shtimi i bakrit në këtë klasë i jep asaj rezistencë më të mirë ndaj korrozionit se çeliqet e pandryshueshme konvencionale krom-nikel, veçanërisht kundër acideve sulfurik, fosforik dhe acetik. Megjithatë, përdorimi i acidit klorhidrik është i kufizuar.
Përmbajtja e lartë e kromit promovon dhe ruan një film pasiv që mbron materialin në shumë mjedise gërryese.
304 çeliku inox është forma më e zakonshme e çelikut inox në botë për shkak të rezistencës dhe vlerës së tij të shkëlqyer ndaj korrozionit. Ai përmban 16% deri në 24% krom dhe deri në 35% nikel, si dhe sasi të vogla karboni dhe mangani.
Ka rezistencë të shkëlqyer ndaj korrozionit ndërgranular pas ekspozimit ndaj temperaturave në diapazonin e reshjeve të karbitit të kromit prej 800 ¨C 1500¡ãF (427 ¨C 816¡ãC).?
Një proces montimi dhe saldimi duhet të zbatohet pas përfundimit të skajit të pjesëve. Prandaj, për bobinat e tubave prej çeliku inox dhe çeliku të karbonit, pjesët mund të vendosen në bazamente çeliku ose bazamente prej druri. Për më tepër, çdo mundësi kontakti midis çelikut të karbonit dhe çelikut inox duhet të minimizohet.
Dy klasat më të zakonshme të çelikut inox janë 304 dhe 316. Dallimi kryesor është shtimi i molibdenit, një aliazh që përmirëson ndjeshëm rezistencën ndaj korrozionit, veçanërisht në mjedise me më shumë ekspozim kripe ose klorur.
Këta fabrikues specialistë prodhojnë sistemin sipas grupit të specifikuar të cilësisë dhe saktësisë për të marrë përshtatjen e duhur në kantier dhe për të ruajtur karakteristikat e nevojshme teknike të përcaktuara nga klienti.
Qëndrueshmëria e çelikut është një nga avantazhet më të mira të sistemeve të tubacioneve. Është i fortë dhe mund të përballojë presionet, temperaturat, goditjet e rënda dhe dridhjet. Ai gjithashtu ka fleksibilitet unik i cili siguron një zgjatje të lehtë.
Çeliku i pandryshkshëm 904L është ndryshe nga çdo çelik tjetër. Për shkak të sasive të tij shtesë të kromit, molibdenit, nikelit dhe bakrit, çeliku 904L ka rezistencë superiore ndaj korrozionit, ndryshkut dhe acideve.
Procedura e mëposhtme pas shënimit është hapi i prerjes. Mënyra e prerjes ndryshon për materiale të ndryshme. Kështu, për çeliqet e karbonit, përdoret metoda e prerjes me flakë. Për më tepër, përbërësit prej çeliku inox mund të priten duke përdorur një makinë prerëse me hark plazmatik. Nëse përdoret prerësi i harkut të plazmës duhet të mbahen disa kushte.
Bobinat e tubave të çelikut referohen gjithashtu si përbërës të parafabrikuar të një sistemi tubacionesh si tubat, fllanxhat dhe pajisjet e tubave, dhe ato montohen gjatë zhvillimit përpara se t'i dërgojnë në prodhim.
Prerësi i harkut të plazmës përdoret për tubacione të mëdha (mbi 28 inç të madhësisë nominale të tubit) dhe përdorimi i tij është gjithashtu i dobishëm për prerjen e degëve. Nëse është e mundur, një kasë e brendshme duhet të vendoset në tuba ose pajisje, për t'i mbrojtur ato nga spërkatjet që krijohen nga prerësi i harkut plazmatik. Pas prerjes, duhet të ruhet përgatitja e skajeve.
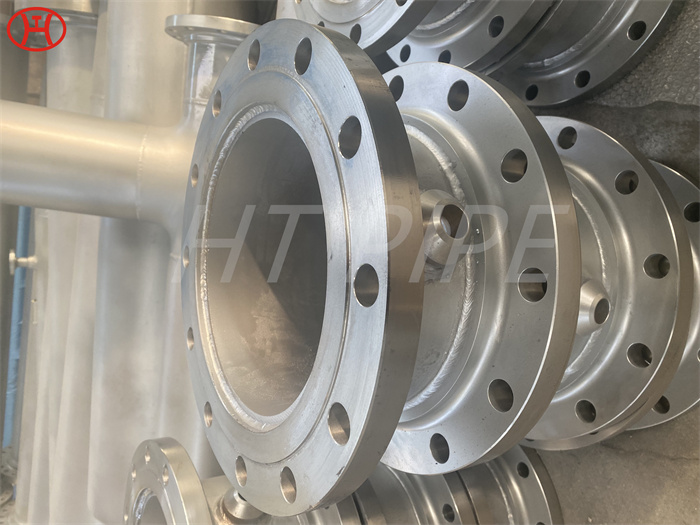
Skajet sipërfaqësore të komponentëve duhet të jenë të njëtrajtshme dhe papastërtitë e sipërfaqes duhet të hiqen. Për skajet e pjesëve zbatohet një proces i pjerrët. Për procesin e pjerrësisë përdoret një makinë bluarëse. Lloji i makinerive bluarëse për pjerrësi ndryshon për komponentët e çelikut të pandryshkshëm dhe komponentët e çelikut të karbonit.
Numri i saldimeve në një bobinë duhet të mbahet në një numër minimal. Dimensioni i hapësirës ndërmjet saldimeve rrethore dhe vijave qendrore nuk duhet të jetë më i madh se katërfishi i trashësisë së murit të tubit ose montimit. Pas saldimeve kryesore, saldimet me ngjitje duhet të bëhen me saktësi. Të gjitha saldimet në bobina duhet të zbatohen sipas Specifikimit të duhur të Procedurës së Saldimit (WPS). Pas përfundimit të procesit të saldimit, kontrolli i cilësisë së komponentëve kryhet nga specialistët.