ASTM A403 rörspolar, SS -rörspolar, rostfritt stålrörspolar, WP -klass SS 304 rörspolar, DIN2617 SS -rörspolen, DIN2616 SS -rörspolen i Kina.
Tillverkning av rörspolen är mycket viktig eftersom byggandet av fartyget och andra marina industrier kräver intensiva rörledningar. Rörspolar skapar stora fördelar eftersom de minskar utrymmet på plats på plats.
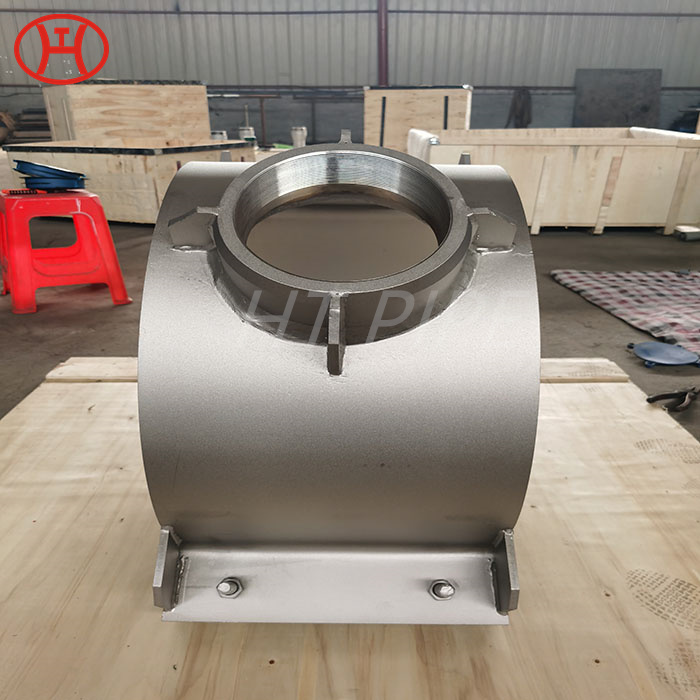
Rörspolar är förbyggnadsdelarna i ett rörsystem. Rör, flänsar och beslag kallas rörspolar och de produceras innan de används i rörsystemet.
Blindflänsar är den sista uppdelningen av flänsklassificeringen. De används som ändkluskare för rörventilerna eller pumpar. Eftersom blinda flänsar används som hinder mot vätskeflödet är de de högsta stressade delarna av flänsens system.
Stålens hållbarhet är en av de bästa fördelarna med rörledningssystemen. Det är starkt och det kan tåla tryck, temperaturer, tunga stötar och vibrationer. Den har också unik flexibilitet som ger en enkel förlängning.
Dessa specialiserade tillverkare producerar systemet under den angivna uppsättningen av kvalitet och noggrannhet för att få korrekt passform på platsen och för att upprätthålla nödvändiga tekniska egenskaper som definieras av klienten.
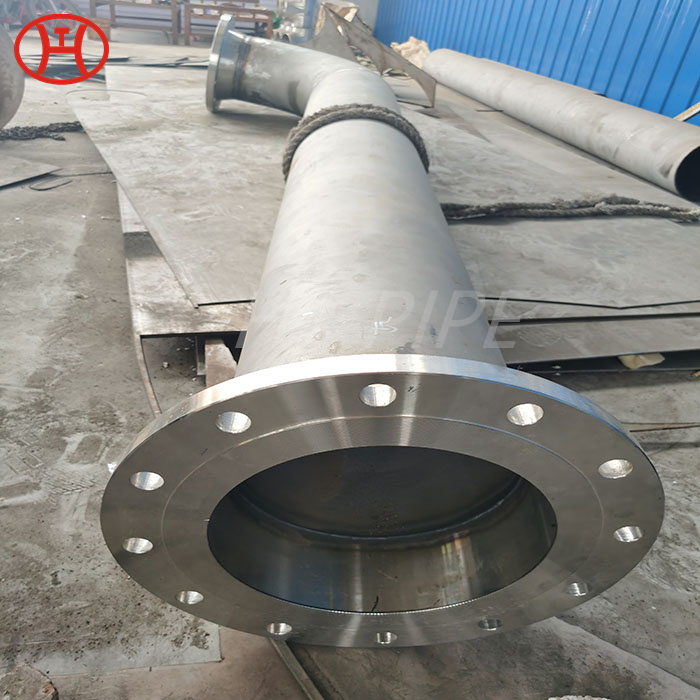
Rörspolar är förformade för att underlätta montering med lyftanordningar, mätare och andra verktyg för att gå med i delarna. Rörspolar förenar långa rör med flänsar från slutet av de långa rören så att de kan bultas med varandra med matchande flänsar.
De korroderar i allmänhet lätt på grund av de element de exponerar; Vatten och naturliga elektrolyter. Acceptabel skyddande övervakning måste göras vid applicering av rörspolsystem.
Rörspolar är förkastade för att minska fältinstallationskostnaderna och ge högre kvalitet i produkterna. De är i allmänhet flänsade för att få anslutningen till andra spolar. Spolstillverkningen utförs normalt av specialföretag som har den nödvändiga infrastrukturen.
Stålrörspolar kallas också prefabricerade komponenter i ett rörsystem som rör, flänsar och rörbeslag, och de är monterade under utvecklingen innan de skickar dem till tillverkningen.
Således måste rörledningssystemet utformas och produceras på ett sätt som kan hantera de inducerade spänningarna under transport av vätska eller gasformiga ämnen. Vissa anläggningar (kraftverk, petroleums raffinaderier etc.) kräver långa och komplicerade rörledningssystem. Dessutom hanterar dessa typer av anläggningar problem på grund av det begränsade arbetsutrymmet.
De kombinerade delarna värmer värmebehandling med syftet att minska de inducerade inre spänningarna. Värmebehandlingsförfarandet utförs enligt ASME B31.3 -standarder. Därefter måste rörspolarna målas för att skydda ytorna från alla korrosionsrisker.
Svetsade uttaget är tillverkade på grund av ASTM ASME B16.11 -standarder. Dessa standarder optimerar och bestämmer rätt tryck och temperaturklassificering, radier och nödvändigt material för produktion av tees. Dessutom är B16.11 -standarderna endast tillåtna för kol- och legeringsstål. Svetsade uttags svetsade tees kan produceras i tre tryckkategorier som är; Klass 3000, klass 6000 och klass 9000.
Dessa anslutningar är inbäddade inuti betongväggar före hällningen av betong. Detta system måste anpassas ordentligt innan betong häller eftersom det måste tåla strukturens vikt och kraft.
Ytkanterna på komponenterna måste vara jämna och ytförorenden måste tas bort. En avfasningsprocess implementeras för kanterna på delarna. En slipmaskin används för avfasningsprocessen. Typen av slipmaskiner för avfasning skiljer sig åt för rostfritt stålkomponenter och kolstålskomponenter.
För tillförsel av vatten och brandfarliga gaser är stålrör de mest användbara rören. De används i många hem och företag för att överföra naturgas eller propanbränsle. De använde också för brandsprinklersystem på grund av deras höga värmebeständighet.
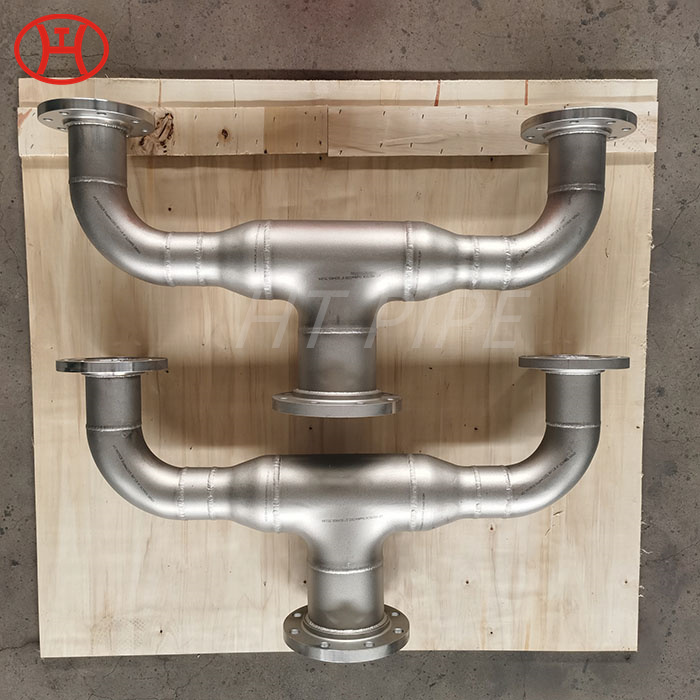
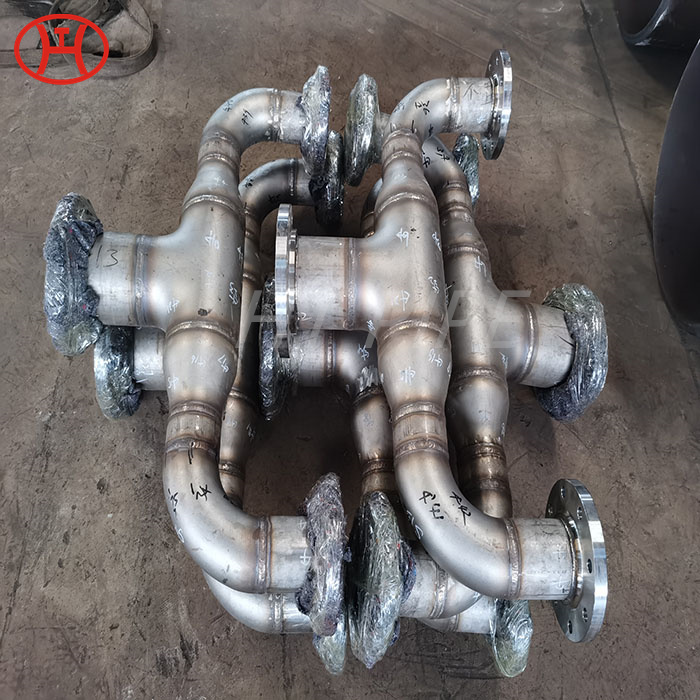
Teesna används också för förändring av flödesvinkeln och distributionen av det strömmande materialet antingen till en eller flera kanaler. Tees kan delas upp i två huvudgrupper som är rumpsvetsade tees och uttagets svetsade tees. Stångens svetsade tees används för att utföra en vinkelrätt fördelning av flödet. De gör 90s grenar med kopplingen mellan rörledningen och distribuerar den kommande frågan från huvudlinjen.
Svetsade uttags svetsade tees gör också en vinkelrätt vinkel mellan de anslutna linjerna. De använde för högtrycksapplikationer. I motsats till rumpens svetsade tees används uttagets svetsade tees i applikationer där rörens radie i allmänhet är mindre. Svetsade uttagets tees kräver inte avfasningsprocessen före svetsning. Därför är dessa typer av tees gynnsamma i vissa applikationer där grenändarna måste hållas i samma form före och efter svetsningen.
Därför kan den valda radien för armbågen vara mycket viktig. Den andra typen av armbågar minskar armbågarna. I denna typ av armbågar är dimensionen på mittlinjenadie lika med halvan av den nominella storleken på den större änden. Minska armbågarna, återigen, upprätthålla en 90 ¡le flödesförändring i rörledningssystemet. Dessutom kan en 180 ¡ãflow -förändring också upprätthållas genom att använda en specifik typ av reducerande armbåge som kallas ¡® returnböjningar.
Stångens svetsade tees kan upprätthålla ett rakt flöde eller minska flödet som beror på det ordnade rörledningssystemet. De reducerande grenarna (reducerande tees) gör en vinkelrätt anslutning till huvudlinjen. Radierna på tees är vanligtvis mindre än huvudflödeslinjen. Radierna för de raka teesna produceras på ett sätt som har liknande radier med huvudflödeslinjen.
Kontren skapas genom att bultar två flänsar till varandra och förseglar dem genom att använda olika packningar. Flänsar är vanligtvis tillverkade av aluminium, brons, mässing eller kolstål. Det mest föredragna materialet för allmänna flänsapplikationer är det smidda kolstålet. Dessutom kan flänsar skiktas internt med olika typer av foder. Vanligtvis väljs flänsmaterial som samma material med rörmaterialet. Detta materialval genomförs för att förhindra möjliga galvaniska korrosionsrisker. Det korrekta materialvalet för flänsar bestäms enligt ASTM A-182-standarder.
En passning och svetsprocess måste appliceras efter kanten av delar. Därför kan delar för rostfritt stål och kolstålrörspolar placeras på stålbaser eller träbaser. Dessutom måste varje kontaktmöjlighet mellan kolstål och rostfritt stål minimeras.
Som en början på tillverkningen måste alla komponenter markeras för att öka materialets övervakningsbarhet. Markeringsarbetet kan implementeras på grund av respektive antal komponenter. Dessutom måste alla dimensioner på rörspolarna markeras till sig själva. Spåren på komponenterna får inte förorena materialet som annars spår kan reagera med materialet och detta kan orsaka skadliga problem.
Rörledningssystemet måste produceras och monteras bort från anläggningsplatsen. Dessa komplexa anläggningar använder rörspolar med olika mätningar och olika komponenter. Rörspolar är de prefabricerade segmenten som inkluderar rör, flänsar och beslag. Rörbeslag är komponenterna som ansluter det komplexa rörnätverket. Dessutom ändrar rörbeslag rörsystemen ¡¯ antingen storlekar eller dimensioner. Det finns olika typer av passande komponenter men de kan kort delas upp i tre grupper som är armbågar tees och flänsar.
Plasmbågskäraren används för stora rör (över 28 tum nominell rörstorlek) och dess användning är också fördelaktigt för att skära av grenar. Om möjligt måste ett internt fodral vara beläget i rör eller beslag för att skydda dem från sprutarna som skapas av plasmbågskäraren. Efter skärningen och kantberedningen måste hållas.
Flänsar är de komponenter som fungerar som en anslutning mellan huvudrör, ventiler eller pumpar. Den mest framträdande fördelen med flänsanvändningen lätt lätt att rengöra och inspektionen av området som är anslutet med flänsarna. Flänsar produceras vanligtvis genom att använda svets- eller skruvmetoder. Flänssystem gör en fog mellan olika komponenter.
Hela rumpsvetssystemet måste produceras med de avfasade ändarna. De 90 ¡av streckade armbågarna produceras för att göra en vinkelrätt vinkel i alla riktningar. De kan levereras som korta och långa radie. Den önskade fixeringen och rätt centrering mellan komponenterna kan upprätthållas med hjälp av en verkligt beräknad radie.
Armbågar används vanligtvis för en förändring i flödesriktningen. Vanliga armbågsystem kan ändra flödets vinkel vid 180 ¡, 90 ¡le eller 45 ¡land. 180 oo -armbågsystemet kallas också en ¡® return bend¡¯. Armbågsystemen kan klassificeras i två grupper som är rumpa svetsarmbågar och reducerar armbågarna. Buttsvetsade armbågar är de vanligaste och önskade komponenterna.
Produktionsprocessen för rörspolarna har flera steg. Alla steg implementeras för särskilda mål och matrisen mellan stegen är omfattande. Därför kan tillverkningsstegen delas upp i markering, skärning, passning, svetsning och målning.
Antalet svetsar på en spole måste hållas i ett minimumantal. Dimensionen av avståndet mellan omkretssvetsar och mittlinjerna får inte vara större än de fyra gånger väggtjockleken på röret eller montering. Efter de viktigaste svetsarna måste klibbsvetsar göras exakt. Alla svetsar i spolarna måste implementeras enligt korrekt svetsprocedurspecifikation (WPS). När svetsprocessen är klar utförs kvalitetskontroll av komponenterna av specialisterna.