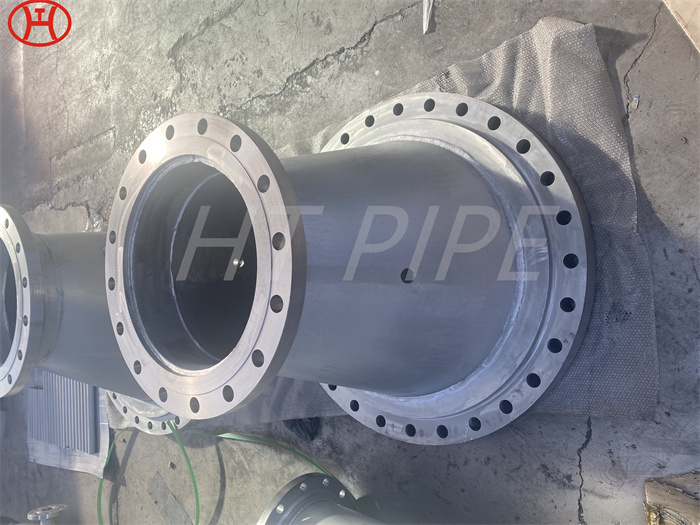
ASTM A312 TP 316L issiqlik quvurlari
Spoolda payvand choklari soni minimal hisobda bo'lishi kerak. Sterleks payvandterlar va markaz chiziqlar orasidagi naslning o'lchamlari trubaning qalinligidan yoki mos keladigan to'rt marta kattaroq bo'lmasligi kerak. Asosiy payvand choklaridan keyin, payvandchi payvandlash aniq bajarilishi kerak. Hujumlardagi barcha payvandlar payvandlash tartibi (WPS) muvofiq ravishda amalga oshirilishi kerak. Payvandlash jarayoni tugaganidan keyin komponentlarning sifatini boshqarish mutaxassislar tomonidan amalga oshiriladi.
718 2.4668 po'lat quvurning uydirmasi oksidlanishga yaxshi qarshilik
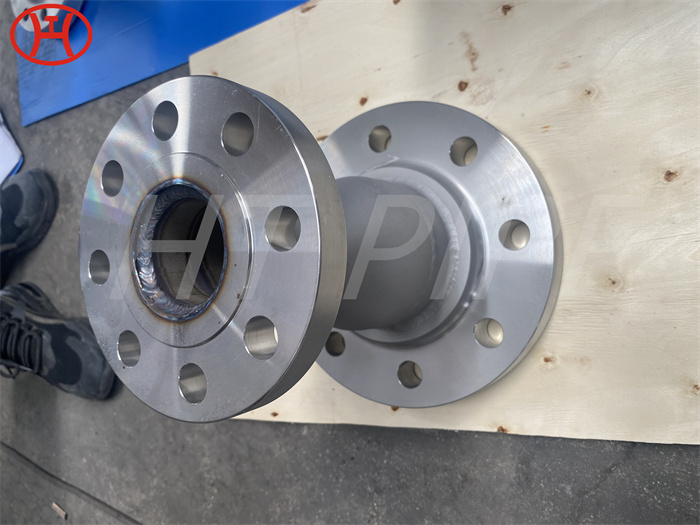
XT bu spazlarni tayyorlaydi va har birida to'liq paket sifatida beriladi
Nikel qotishuv quvuri va naycha
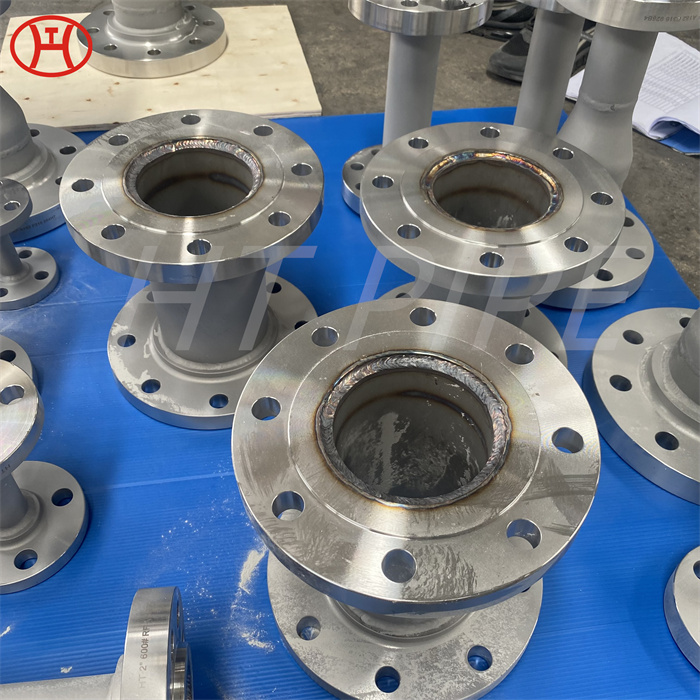
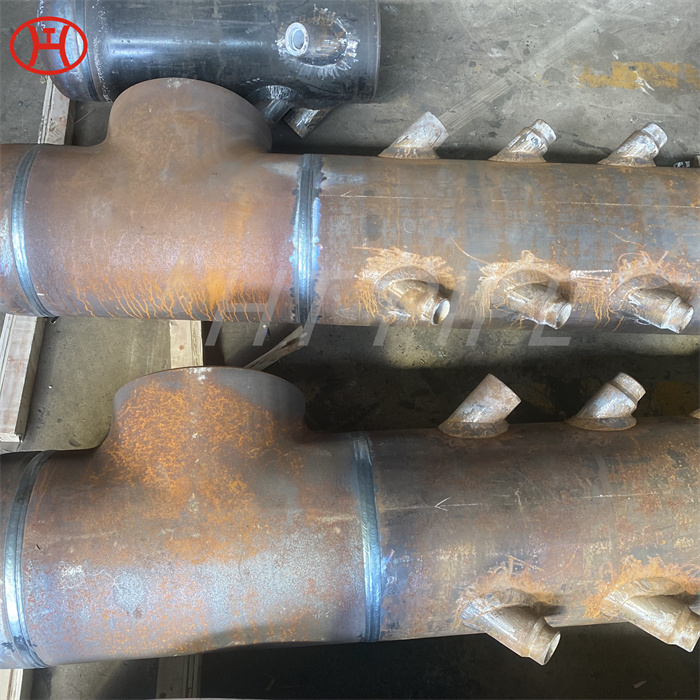
Monel K500 N05500 Yog'ingarchilikni oldini olish uchun quvurli spool tayyorlash
Takriylashtirilgan po'lat tezlikni yoki erni erektsiya qilish va echimning bashorat qilinishini yaxshilash uchun offsiting prefotrikidan foydalanmoqda.
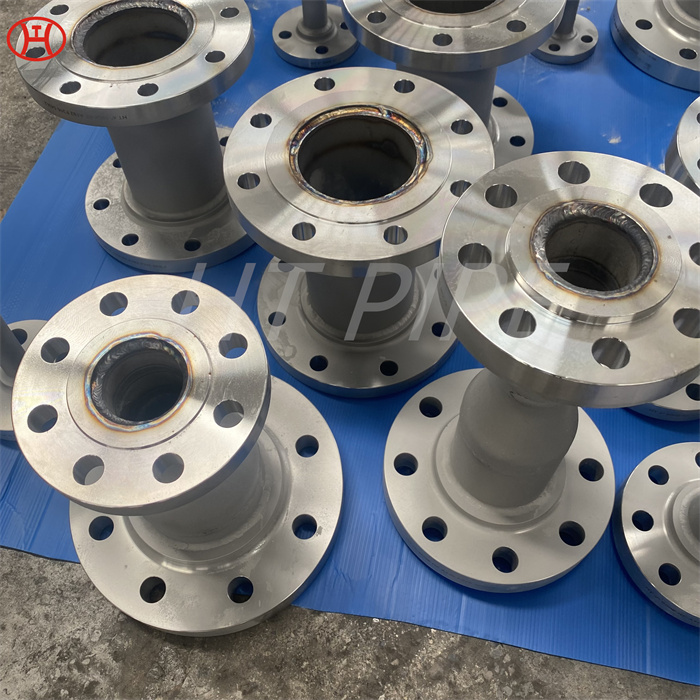
Hasteloy b3 prefotrikasi fleydlar bilan aralashtiradigan quvurlar
Quvur tayyorlash bizning asosiy imkoniyatlarimizdan biridir.