Alloy 904L nikel va molibdenni tanlashning yuqori darajalari tufayli boshqa ayenit zanglamaydigan po'latsiz po'latdan ustun qo'yadi.
Zanglamaydigan po'latlarni tanlaganda, buzg'uniy muhitlarga bardosh berishi kerak bo'lgan, ayenit zanglamaydigan po'latlar ko'pincha ishlatiladi.
Nikel va xromning yuqori miqdori, zanglamaydigan po'latlarning ajoyib mexanik xususiyatlarini ta'minlaydi, shuningdek, a'lo korroziyaga chidamliligi.
304-sinf zanglamaydigan po'lat odatda eng keng tarqalgan ayenit zanglamaydigan po'latdan yasalgan.
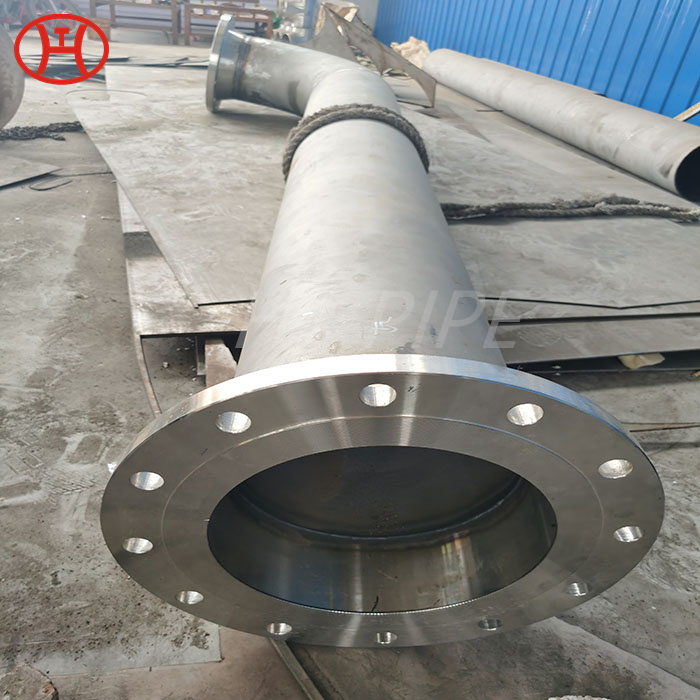
Pube-joul tizimlari asosan kuch stantsiyalarida va intensiv quvurni talab qiladigan neftni qayta ishlash zavodlarida qo'llaniladi. Ushbu tizimlar suyuqlik va gazni tashish va tashishni o'z ichiga oladi va ushbu transport tizimlari ulanish qismlariga muhtoj. Ushbu tizimlarda xatolar uchun joy yo'q.
Birlashtirilgan qismlar qo'zg'atilgan ichki stressni kamaytirish maqsadida davolanadi. Issiqlikni qayta ishlash jarayoni ASME B31.3 standartlariga muvofiq amalga oshiriladi. Keyin, quvur apoultlari yuzalarni himoya qilish uchun har qanday korroziya xavfidan himoya qilish uchun bo'yalgan bo'lishi kerak.
"Qotish" 1500ozga (816-3) sog'lom oksidlanishga chidamliligi va kreplik kuchga ega. Bu shuningdek, past haroratli qattiqlikka ega.
347h (S3409) zanglamaydigan po'lat plastinka - bu yuqori uglerod (0,04 ° C 0.10) qotish konteyneridir.
316l deyarli har jihatdan 316 ga juda o'xshash.?
Biroq, 316l, ko'p vaqt payvandlashni talab qiladigan loyiha uchun yaxshiroq tanlovdir, chunki 316 316l dan pasayib ketishi 316l dan pasayib ketishga ko'proq moyil bo'ladi.
Payvandlash parchalanishiga qarshi turish uchun 316.
Shuningdek, yuqori haroratli, yuqori haroratli, yuqori haroratli, yuqori haroratli, yuqori haroratli, yuqori haroratli yuqori darajadagi po'latdir, shuning uchun qurilish va dengiz loyihalarida foydalanish juda mashhur.
347-sonli qotishma (S34700) Kolumum 321 (S32100) ga nisbatan kuchli oksidlovchi zanglali po'lat plastinka va 321 dan (S32100) kuchli oksidlovchi sharoitlarda yaxshiroq qarshilik ko'rsatadi.
Zanglamaydigan po'lat eng zo'r korroziya va qadriyat tufayli dunyodagi zanglamaydigan po'latning eng keng tarqalgan shakli. Uning tarkibida 16% xrom va 35% nikel, shuningdek oz miqdordagi uglerod va marganets mavjud.
Pishiruv spirtlari dalalarni o'rnatish xarajatlarini kamaytirish va mahsulotlardagi yuqori sifatni ta'minlaydi. Ular odatda boshqa spoullarga ulanish uchun ular o'ynagan. Spool tayyorlash odatda zarur infratuzilmani o'z ichiga olgan maxsus kompaniyalar tomonidan amalga oshiriladi.
Bu xromlararo korroziyaga xoriumlar karbidining harorati 800 € 1500¡
Po'latning mustahkamligi quvur tizimining eng yaxshi afzalliklaridan biridir. Bu kuchli va u bosimlarga, haroratlar, og'ir zarba va tebranishlarga bardosh berishi mumkin. Shuningdek, u osonroq kengaytmani ta'minlaydigan noyob moslashuvchanlikka ega.
Yuqori xrom tarkibi ko'p korroziy muhitda materialni himoya qiladigan passiv filmni targ'ib qiladi va saqlaydi.
Eng keng tarqalgan po'latdan yasalgan po'latdan yasalgan navlar 304 va 316 ni tashkil qiladi. Asosiy farq - bu korroziyaga chidamlilikning qarshiligini sezilarli darajada yaxshilaydigan molibdenning qo'shilishi.
904L sinfda zanglamaydigan po'lat boshqa po'latdan farqli o'laroq. Qo'shimcha miqdordagi xrom, molibden, nikel va mis, 904l po'lat korroziya, zang va kislotalarga ustunlik qiladi.
Tarkibi va payvandlash jarayoni qismlarning chetidan keyin qo'llanilishi kerak. Shuning uchun, zanglamaydigan po'latdan va uglerod po'latdan tayyorlangan naychalar uchun ehtiyot qismlar po'lat asoslari yoki yog'och bazalarida joylashgan bo'lishi mumkin. Bundan tashqari, uglerod po'lat va zanglamaydigan po'latdan yasalgan har qanday aloqani minimallashtirish kerak.
Ushbu sinf uchun mis qo'shilishi an'anaviy xrom-nikel zanglamaydigan po'latdan, ayniqsa oltingugurt, fosfor va sirli kislotalarga qaraganda yaxshiroq korroziyani yaxshilaydi. Biroq, xlorid kislotasidan foydalanish cheklangan.
Ushbu mutaxassis uy tayyorlash moslamalari belgilangan sifat va aniqlik asosida saytga to'g'ri keladigan va mijoz tomonidan belgilangan zarur texnik xususiyatlarni saqlab qolish tizimini ishlab chiqaradi.
Suv va yonadigan gazlarni etkazib berish uchun po'lat quvurlar eng foydali quvurlardir. Ular ko'p uylarda va korxonalarda tabiiy gaz yoki propanni topshirish uchun ishlatiladi. Shuningdek, ular yuqori issiqlikka chidamliligi tufayli o't o'chirish uchun ishlatiladi.
Quvnoqli spoullar xom quvurlar va trubkaning armaturalaridan foydalanish orqali ishlab chiqariladi. Xom quvurlarning kesish jarayoni quvurni yig'ish va boshqa tarkibiy qismlarga mos keladigan belgilangan o'lchovlar bilan amalga oshiriladi.
Belgilashdan keyin quyidagi tartib kesish bosqichidir. Kesish uslubi turli materiallar uchun farq qiladi. Shunday qilib, uglerod po'latlari uchun olovni kesish usuli ishlatilgan. Bundan tashqari, zanglamaydigan po'latdan yasalgan tarkibiy qismlar plazma yassi kesish mashinasi yordamida kesilishi mumkin. Agar plazma yassi kemasi ishlatilsa, ba'zi bir holatlar saqlanishi kerak.
Zaynamsiz po'latdan 904l \ / 1.4539 Materiallar, tazyiqlar uchun issiq va simlar, panjara, sim va profillar, shuningdek bosimli va payvandlangan idishlar, shuningdek changlar uchun changsiz va payvandlangan quvurlarni tayyorlash uchun ishlatilishi mumkin.
Plazma arcni to'sarlar katta quvurlar uchun ishlatilgan (28 dyuym nominal naychaning yuqori qismidan yuqori) va undan foydalanish filiallarni kesish uchun foydali hisoblanadi. Iloji bo'lsa, ichki ish ularni plazma yassi bilan yaratilgan plazma qirg'og'ida yaratilgan qalpoqchalardan himoya qilish uchun joylashtirilgan bo'lishi kerak. Kesish va chekka tayyorlash kerak.
Komponentlarning sirt qirralari hatto bo'lishi kerak va sirtsiz aralashmalar olib tashlanishi kerak. Bo'limning qismlari uchun uzaytirish jarayoni amalga oshiriladi. BeVeling jarayonida silliqlash mashinasi ish bilan ta'minlangan. Bevanting uchun silliqlash mashinalarining turi zanglamaydigan po'latdan yasalgan tarkibiy qismlar va uglerod po'lat qismlari uchun farq qiladi.
Spoolda payvand choklari soni minimal hisobda bo'lishi kerak. Sterleks payvandterlar va markaz chiziqlar orasidagi naslning o'lchamlari trubaning qalinligidan yoki mos keladigan to'rt marta kattaroq bo'lmasligi kerak. Asosiy payvand choklaridan keyin, payvandchi payvandlash aniq bajarilishi kerak. Hujumlardagi barcha payvandlar payvandlash tartibi (WPS) muvofiq ravishda amalga oshirilishi kerak. Payvandlash jarayoni tugaganidan keyin komponentlarning sifatini boshqarish mutaxassislar tomonidan amalga oshiriladi.