ASTM A403 pypspoele, SS pypspoele, vlekvrye staal pypspoele, WP Graad SS 304 pypspoele, DIN2617 SS pypspoel, DIN2616 SS pypspoel in China.
Die duursaamheid van staal is een van die beste voordele van die pypleidingstelsels. Dit is sterk en dit kan die druk, temperature, swaar skokke en vibrasies weerstaan. Dit het ook unieke buigsaamheid wat 'n maklike verlenging bied.
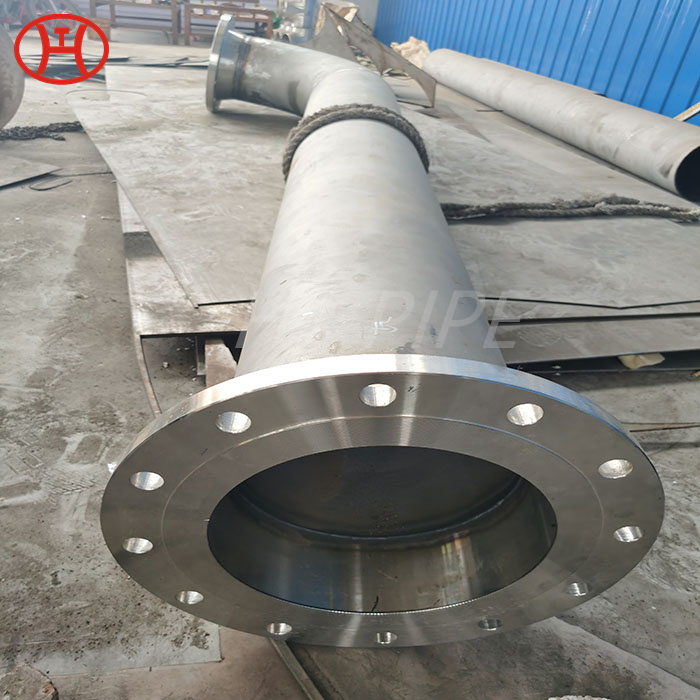
Pypspoele is die voorafgeboude dele van 'n pypstelsel. Pype, flense en toebehore word pypspoele genoem en hulle word vervaardig voordat dit in die pypstelsel gebruik word.
Die gekombineerde dele word hitte behandel met die doel om die geïnduseerde innerlike spanning te verminder. Die hittebehandelingsprosedure word volgens ASME B31.3-standaarde uitgevoer. Daarna moet die pypspoele geverf word om die oppervlaktes teen enige korrosierisiko te beskerm.
Vir die voorsiening van water en vlambare gasse is staalpype die nuttigste pype. Hulle word in baie huise en besighede gebruik om aardgas of propaanbrandstof oor te dra. Hulle word ook gebruik vir brandsprinkelstelsels as gevolg van hul hoë hittebestandheid.
Pypspoele word vervaardig deur die gebruik van rou pype en pyptoebehore. Die snyproses van die rou pype word gedoen met voorafbepaalde groottes wat geskik is vir die pyptoebehore en ander komponente.
Blinde flense is die finale afdeling van die flensklassifikasie. Hulle word gebruik as eindsluiters vir die pype se kleppe of pompe. Aangesien blinde flense as hindernisse teen die vloeistofvloei gebruik word, is dit die dele van die flensstelsels wat die hoogste spanning het.
Met hierdie voordeel het al die pyplyn-gebruikende nywerhede 'n wonderlike geleentheid om hul pypleidingstelseldoeltreffendheid te verhoog en hul behoefte aan arbeidsmag en tyd te verminder.
'n Pas- en sweisproses moet toegepas word na die randafwerking van die dele. Daarom, vir vlekvrye staal en koolstofstaal pypspoele, kan onderdele op staalbasisse of houtbasisse geplaas word. Verder moet enige kontakmoontlikheid tussen koolstofstaal en vlekvrye staal tot die minimum beperk word.
Hierdie spesialisvervaardigers vervaardig die stelsel onder die gespesifiseerde stel kwaliteit en akkuraatheid om behoorlike passing by die terrein te verkry en om die nodige tegniese eienskappe wat deur die kliënt gedefinieer is, te handhaaf.
Die volgende prosedure na die merk is die snystap. Die manier van sny verskil vir verskeie materiale. Dus, vir koolstofstaal word die vlamsnymetode gebruik. Verder kan vlekvrye staal komponente gesny word met 'n plasmaboogsnymasjien. As die plasmaboogsnyer gebruik word, moet sekere toestande gehandhaaf word.
Pypspoelstelsels word meestal in kragsentrales en petroleumraffinaderye gebruik wat intensiewe pypleiding benodig. Hierdie stelsels sluit die vervoer en vervoer van vloeistof en gas in en hierdie vervoerstelsels benodig baie verbindingsonderdele. In hierdie stelsels is daar geen plek vir foute nie.
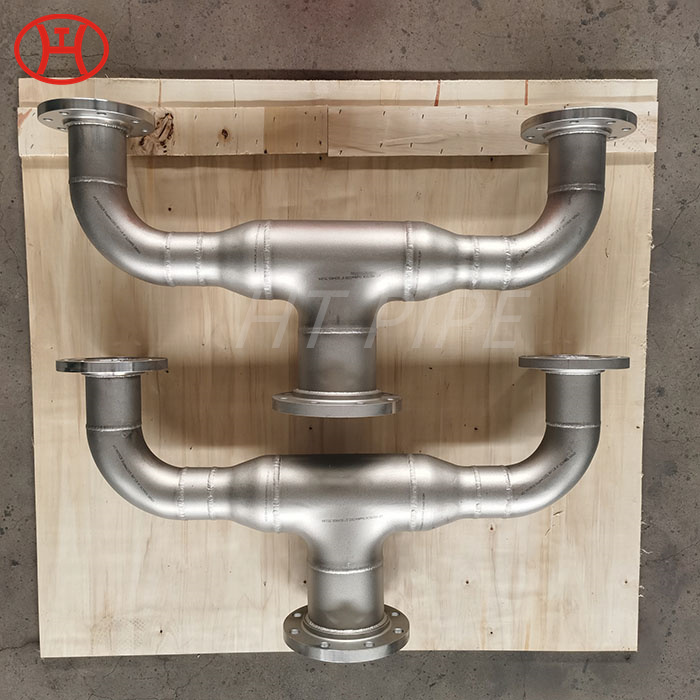
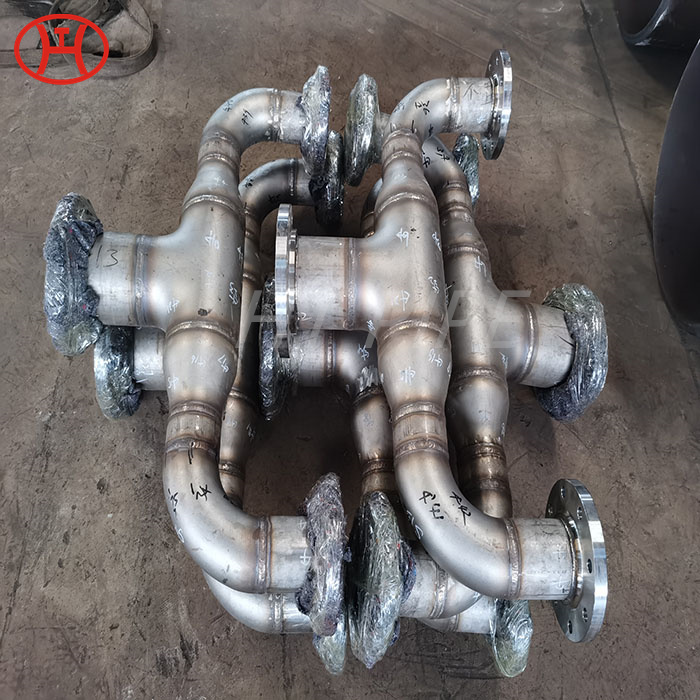
Elmboë word oor die algemeen gebruik vir 'n verandering in die rigting van die vloei. Algemene elmboogstelsels kan die hoek van die vloei teen 180¡ã, 90¡ã of 45¡ã verander. Die 180¡ã-elmboogstelsel word ook 'n ¡®terugbuiging¡¯ genoem. Die elmboogstelsels kan in twee groepe geklassifiseer word wat stuiksweis-elmboë en verminderende elmboë is. Stompgelaste elmboë is die mees algemene en gewenste komponente.
Staalpypspoele word ook na verwys as voorafvervaardigde komponente van 'n pypstelsel soos pype, flense en pyptoebehore, en hulle word tydens die ontwikkeling gemonteer voordat dit na die vervaardiging gestuur word.
Die skootgewrigflense het byna dieselfde vorm as die sok-sweisflense, behalwe vir die sweisgaping. Die gebruik daarvan in toepassings wat korrosie kan veroorsaak, is dus voordelig. Nog 'n tipe flens is die skroefdraadflense. Die skroefdraadflense is baie nuttig in spesifieke toepassings aangesien hulle nie sweiswerk vir fiksasie benodig nie.
Die produksieproses van die pypspoele het verskeie stadiums. Alle stadiums word vir spesifieke doelwitte geïmplementeer en die skikking tussen die stadiums is lywig. Daarom kan die vervaardigingstappe verdeel word in merk, sny, pasmaak, sweis en verf.
Die silindriese bult vergemaklik die gebruik van flens in uiterste toestande soos; verhoogde temperature of hoë druk atmosfeer. Hierdie flense word aan pype of toebehore gesweis deur gebruik te maak van stompsweiswerk wat 'n totale fiksasie van die liggaam moontlik maak. Slip-on flense is ook baie algemeen in gebruik as gevolg van hul lae koste. Hulle benodig nie oormatige oppervlakafwerking as sweisnekflense nie.
Daarom kan die gekose radius van die elmboog baie belangrik wees. Die ander tipe elmboë is om elmboë te verminder. In hierdie tipe elmboë is die afmeting van die middellynradius gelyk aan die helfte van die nominale grootte van die groter punt. Die vermindering van elmboë handhaaf weer 'n vloeiverandering van 90¡ã in die pyplynstelsel. Boonop kan 'n 180¡ã-vloeiverandering ook gehandhaaf word deur 'n spesifieke tipe verminderende elmboog te gebruik wat ¡®return-buigings genoem word.
As 'n begin van die vervaardiging, moet alle komponente gemerk word om die monitering van die materiaal te verhoog. Die nasienwerk kan geïmplementeer word as gevolg van die onderskeie aantal komponente. Verder moet alle afmetings van die pypspoele op hulself gemerk word. Die spore op die komponente moet nie die materiaal besoedel nie, anders kan spore met die materiaal reageer en dit kan nadelige probleme veroorsaak.
Die pypleidingstelsel moet dus ontwerp en vervaardig word op 'n manier wat die geïnduseerde spanning tydens die vervoer van vloeibare of gasvormige stowwe kan hanteer. Sommige fasiliteite (kragsentrales, petroleumraffinaderye, ens.) vereis lang en ingewikkelde pypleidingstelsels. Boonop hanteer hierdie tipe fasiliteite probleme as gevolg van die beperkte werkspasie.
Daarom is die bevestiging van die aansteekflense makliker. Die sterkte van die aanglyflense is egter twee-derde van die sweisnekflense, onder interne spanning as gevolg van vloei. Nog 'n nadeel van die aansteekflense is dat dit onmoontlik is om 'n flens aan die elmboog vas te maak of 'n flens aan die T-stuk vas te maak omdat die eindoppervlak van die aansteektoebehore nie reguit is nie. Die derde flensgroep is die sok-sweisflense. Hierdie flense word gebruik vir klein pypies wat hoë druk moet lewer. Die sterkte van die sok-sweisflense teen interne spanning is gelyk aan aanglipflense.
Die oppervlakrande van die komponente moet gelyk wees en die oppervlak onsuiwerhede moet verwyder word. 'n Skuinsproses word geïmplementeer vir die rande van die dele. 'n Slypmasjien word gebruik vir die skuinsproses. Die tipe slypmasjiene vir afskuining verskil vir vlekvrye staalkomponente en koolstofstaalkomponente.
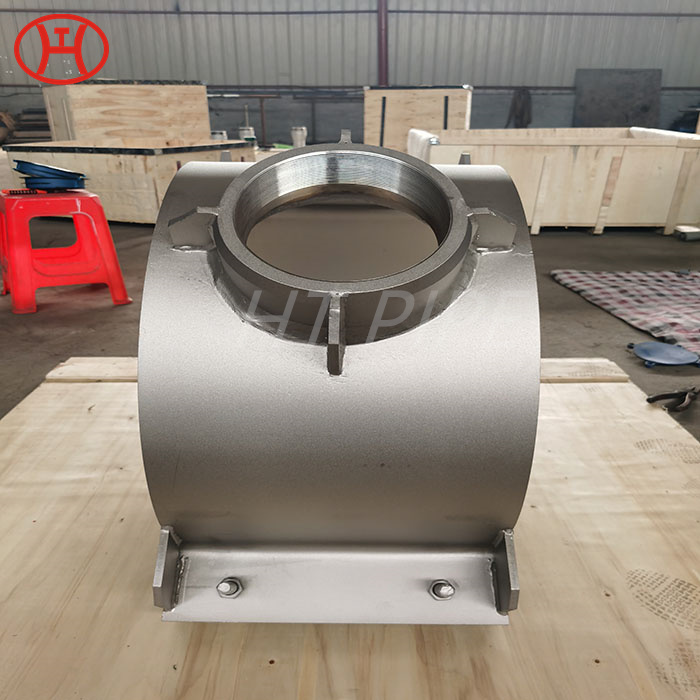
Die tee word ook gebruik vir die verandering van die vloeihoek en verspreiding van die vloeiende materiaal óf in een óf meer kanale. T-stukke kan in twee hoofgroepe verdeel word, wat die stompgelaste T-stukke en die sok-gelaste T-stukke is. Die stompgelaste T-stukke word gebruik om 'n loodregte verspreiding van die vloei uit te voer. Hulle maak 90¡ã takke met die verbinding van die pyplyn en versprei die komende saak vanaf die hooflyn.
Die pypleidingstelsel moet vervaardig en weg van die fasiliteitsterrein gemonteer word. Hierdie komplekse fasiliteite gebruik pypspoele met verskillende afmetings en verskeie komponente. Pypspoele is die voorafvervaardigde segmente wat pype, flense en toebehore insluit. Pyptoebehore is die komponente wat die komplekse pypnetwerk verbind. Boonop verander pyptoebehore die pypstelsels óf groottes óf afmetings. Daar is verskeie tipes paskomponente, maar hulle kan kortliks in drie groepe verdeel word wat elmboë-tee en flense is.
Hul vermoeidheidssterkte is egter hoër as die aansteekflense. 'n Groot probleem van die sok-sweisflense is die korrosierisiko. 'n Spasie tussen die flens en passtuk of pyp moet gehandhaaf word voor die sweiswerk. Korrosiewe vloeistowwe of humiditeit kan in hierdie skuilings voorkom. Dus kan hierdie vastestof-vloeistof-koppelvlak korrosie op die liggaam veroorsaak.
Die hele stuiksweisstelsel moet met die skuinspunte vervaardig word. Die 90¡ã-stompsweis-elmboë word vervaardig om 'n loodregte hoek in elke rigting te maak. Hulle kan as kort- en langradiuse verskaf word. Die verlangde fiksasie en die korrekte sentrering tussen die komponente kan gehandhaaf word deur 'n werklik berekende radius te gebruik.
In vandag se wêreld is pypleidings baie algemeen vir byna elke toepassing wat enige vloeibare of gasvormige stof vervoer. Hierdie vloeibare of gasvormige stowwe vloei in die pypstelsel met verskillende drukke en temperature. Daarom word pypleidingstelsels gely onder oormatige spanning wat deur druk en temperatuur geproduseer word.
Die plasmaboogsnyer word gebruik vir groot pype (bo 28 duim van nominale pypgrootte) en die gebruik daarvan is ook voordelig om takke af te sny. Indien moontlik, moet 'n interne omhulsel in pype of toebehore geplaas word om dit te beskerm teen die spatsels wat deur die plasmaboogsnyer geskep word. Na die sny, en rand voorbereiding moet gehandhaaf word.
Pypspoele is voorafvervaardig om veldinstallasiekoste te verminder en hoër gehalte in die produkte te verskaf. Hulle is oor die algemeen geflens om die verbinding met ander spoele te verkry. Die vervaardiging van die spoel word gewoonlik uitgevoer deur spesiale maatskappye wat die nodige infrastruktuur het.
Die aantal sweislasse op 'n spoel moet in 'n minimum telling gehou word. Die afmeting van die spasiëring tussen omtreksweislasse en die middellyne moet nie groter wees as die vier keer die wanddikte van die pyp of passtuk nie. Na die hoofsweislasse moet kleefsweislasse presies gedoen word. Alle sweislasse in die spoele moet volgens behoorlike sweisprosedurespesifikasie (WPS) geïmplementeer word. Nadat die sweisproses gedoen is, word gehaltebeheer van die komponente deur die spesialiste uitgevoer.