Korroziv mühitlərə tab gətirməli olan paslanmayan çelikləri seçərkən, Austenitic paslanmayan çeliklər tez-tez istifadə olunur.
316 paslanmayan poladdan 316L-dən daha çox karbon var. L, l "aşağı" üçün dayandığı kimi xatırlamaq asandır.
Alaşımda yaxşı oksidləşmə müqaviməti və sürünmə gücü 1500¡ə (816¡ãc). Həm də yaxşı temperatur sərtliyə malikdir.
304-cü sinif paslanmayan polad ümumiyyətlə ən çox yayılmış austenitik paslanmayan poladdan hesab olunur.
Boru makaronları sistemləri, əsasən elektrik stansiyalarında və intensiv boru kəmərini tələb edən neft zavodlarında istifadə olunur. Bu sistemlərə maye və qazın daşınması və daşınması və bu nəqliyyat sistemlərinə çox sayda əlaqə hissəsinə ehtiyacı var. Bu sistemlərdə səhvlər üçün yer yoxdur.
Su və yanan qazların tədarükü üçün polad borular ən faydalı borulardır. Onlar bir çox evdə və müəssisələrdə təbii qaz və ya propan yanacağını ötürmək üçün istifadə olunur. Yüksək istilik müqavimətlərinə görə yanğın çiləyici sistemləri üçün də istifadə etdilər.
Yüksək xrom məzmunu bir çox aşındırıcı mühitdə materialı qoruyan passiv bir filmi təbliğ edir və saxlayır.
ALLOY 347H (UnS S3409) Paslanmayan polad boşqab, ərintinin daha yüksək karbon (0.04 ¨10 0.10) versiyasıdır.
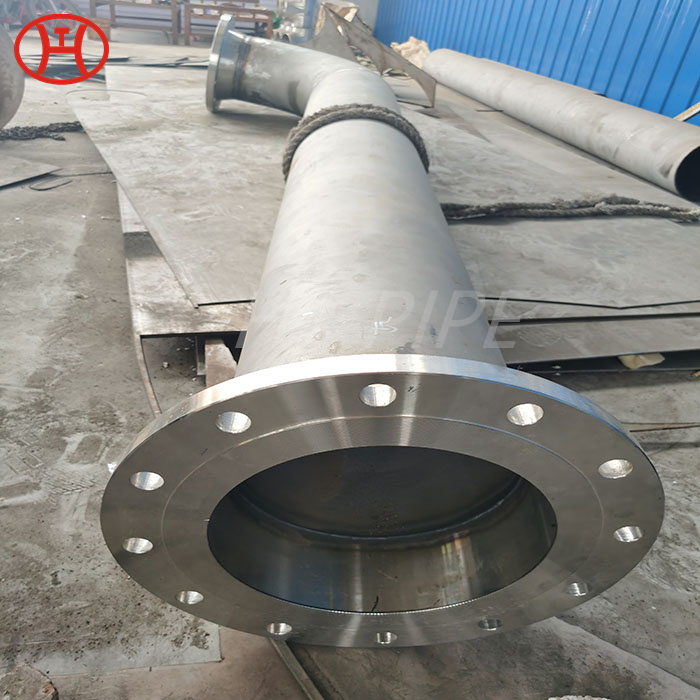
Böyük diametrli boruların pakuajı butt qaynaq flanşları
316L, həmçinin yüksək temperatur, yüksək korroziya istifadəsi üçün əla paslanmayan bir poladdır, buna görə tikinti və dəniz layihələrində istifadə üçün çox populyardır.
Paslanmayan polad borular 304 304L flanşları ilə
Austenit paslanmayan çeliklərdə yüksək miqdarda nikel və xromu əla mexaniki xüsusiyyətlər, eləcə də əla korroziyaya qarşı müqavimət göstərir.
Boru makaraları xam boruların və boru parçaları istifadəsi ilə istehsal olunur. Xam boruların kəsmə prosesi, boru armaturları və digər komponentlər üçün uyğun olan presifikləşdirilmiş ölçülər ilə aparılır.
Alaşım 347 (Uns S34700), ümumi korroziya müqaviməti və güclü oksidləşən şərtlərdə bir qədər daha yaxşı müqavimət göstərən kolumyum sabitləşdirilmiş və 321 (un s32100).
Boru makaraları sahə qurğusu xərclərini azaltmaq və məhsullarda daha yüksək keyfiyyət təmin etmək üçün əvvəlcədən hazırlanmışdır. Onlar ümumiyyətlə digər makaralarla əlaqəni əldə etmək üçün flağlanır. Makiyaj uydurması, adətən tələb olunan infrastrukturu olan xüsusi şirkətlər tərəfindən həyata keçirilir.
316L, 316-dan 316-dan daha çox qaynaq üçün daha həssas olduğu üçün bir çox qaynaq tələb edən bir layihə üçün daha yaxşı bir seçimdir.
Bu sinfə misin əlavə edilməsi, adi xrom-nikel paslanmayan çeliklərdən, xüsusən kükürdlü, fosfor və sirkə turşularına nisbətən daha yaxşı korroziyaya qarşı müqavimət göstərir. Ancaq hidroklor turşusunun istifadəsi məhduddur.
Yüngül lehimli 904L, nikel və molibden ərizəsinin alaşımının daha yüksək dərəcəsi səbəbindən digər austenitik paslanmayan çelsiz çelikləri oyadır.
Paslanmayan polad 904l \ / 1.4539 Material isti və soyuq yayılmış təbəqə və zolaq, yarı bitmiş məhsullar, bar, yuvarlanan tel və profillər, eləcə də təzyiq tətbiqləri üçün sorunsuz və qaynaqlanan borular etmək üçün istifadə edilə bilər.
Xrom karbid yağış çeşidindəki temperaturlara məruz qaldıqdan sonra intergranular korroziyaya qarşı əla müqavimət göstərir (427 ¨C 816¡ãc).
Parçaların kənarından sonra uyğunlaşma və qaynaq prosesi tətbiq olunmalıdır. Buna görə paslanmayan polad və karbon polad boru makaraları üçün hissələri polad bazalara və ya taxta bazalarda yerləşə bilər. Bundan əlavə, karbon polad və paslanmayan polad arasında hər hansı bir əlaqə ehtimalı minimuma endirilməlidir.
Ən çox yayılmış iki paslanmayan poladdan 304 və 316-cı, 316-cı ildir. Əsas fərq, daha çox duz və ya xlorid ifşa olunan mühitlərdə korroziya müqavimətini əhəmiyyətli dərəcədə yaxşılaşdıran ərintinin əlavə edilməsidir.
904L dərəcəli paslanmayan poladdan fərqli bir poladdan fərqli olaraq. Əlavə miqdarda xrom, molibden, nikel və mis, 904l poladdan, korroziyaya, pas və turşulara üstün bir müqavimət göstərir.
Çelikin davamlılığı boru kəməri sistemlərinin ən yaxşı üstünlüklərindən biridir. Güclüdür və təzyiqlərə, temperaturlara, ağır zərbələrə və titrəmələrə tab gətirə bilər. Ayrıca asan bir uzantı təmin edən unikal rahatlığı da var.
Bu üstünlüklə, sənayedən istifadə edən bütün boru kəmərinin hamısı boru kəməri sisteminin səmərəliliyini artırmaq və işçi qüvvəsi və vaxt ehtiyaclarını azaltmaq üçün əla fürsət var.
Markinqdən sonra aşağıdakı prosedur kəsmə addımdır. Kəsmə yolu müxtəlif materiallar üçün fərqlənir. Beləliklə, karbon çelikləri üçün alov kəsmə üsulu istifadə olunur. Üstəlik, paslanmayan polad komponentləri bir plazma qövs kəsmə maşınından istifadə etməklə kəsilə bilər. Plazma qövslü kəsicisi istifadə edilərsə müəyyən şərtlər qorunmalıdır.
Bu mütəxəssis uydurmalar, saytda düzgün uyğunlaşmaq və müştəri tərəfindən müəyyən edilmiş lazımi texniki xüsusiyyətləri qorumaq üçün göstərilən keyfiyyət və dəqiqlik dəsti altında sistem istehsal edir.
Plazma qövslü kəsicisi böyük borular üçün istifadə olunur (28 düym nominal boru ölçüsü) və onun istifadəsi də filialları kəsmək üçün faydalıdır. Mümkünsə, daxili bir iş, plazma qövs kesənləri tərəfindən yaradılan ədviyyatlardan qorumaq üçün borulara və ya fitinqlərə yerləşdirilməlidir. Kəsmədən sonra və kənar hazırlıq qorunmalıdır.
Komponentlərin səthi kənarları hətta olmalıdır və səth çirkləri çıxarılmalıdır. Parçaların kənarları üçün bir işləmə prosesi həyata keçirilir. Beveling prosesi üçün bir daşlama maşını istifadə olunur. Paslanmayan polad komponentlər və karbon polad komponentləri üçün daşlama maşınlarının növü ilə fərqlənir.
Bir makaradakı qaynaqların sayı minimum sayda saxlanılmalıdır. Ətrafdakı qaynaqlar arasındakı boşluq və mərkəz xətləri, boru və ya uyğun olan divar qalınlığının dörd qatından böyük olmamalıdır. Əsas qaynaqların ardından, dişlər qaynaqlar dəqiq şəkildə edilməlidir. Spoolsdakı bütün qaynaqlar düzgün qaynaq proseduru spesifikasiyasına (WPS) görə həyata keçirilməlidir. Qaynaq prosesi edildikdən sonra komponentlərin keyfiyyətinə nəzarət mütəxəssisləri tərəfindən həyata keçirilir.