x5cr13 кръгъл прът квадрат a276 плосък 310s 1.4302 aisi 430 прът от неръждаема стомана 304l и 316l
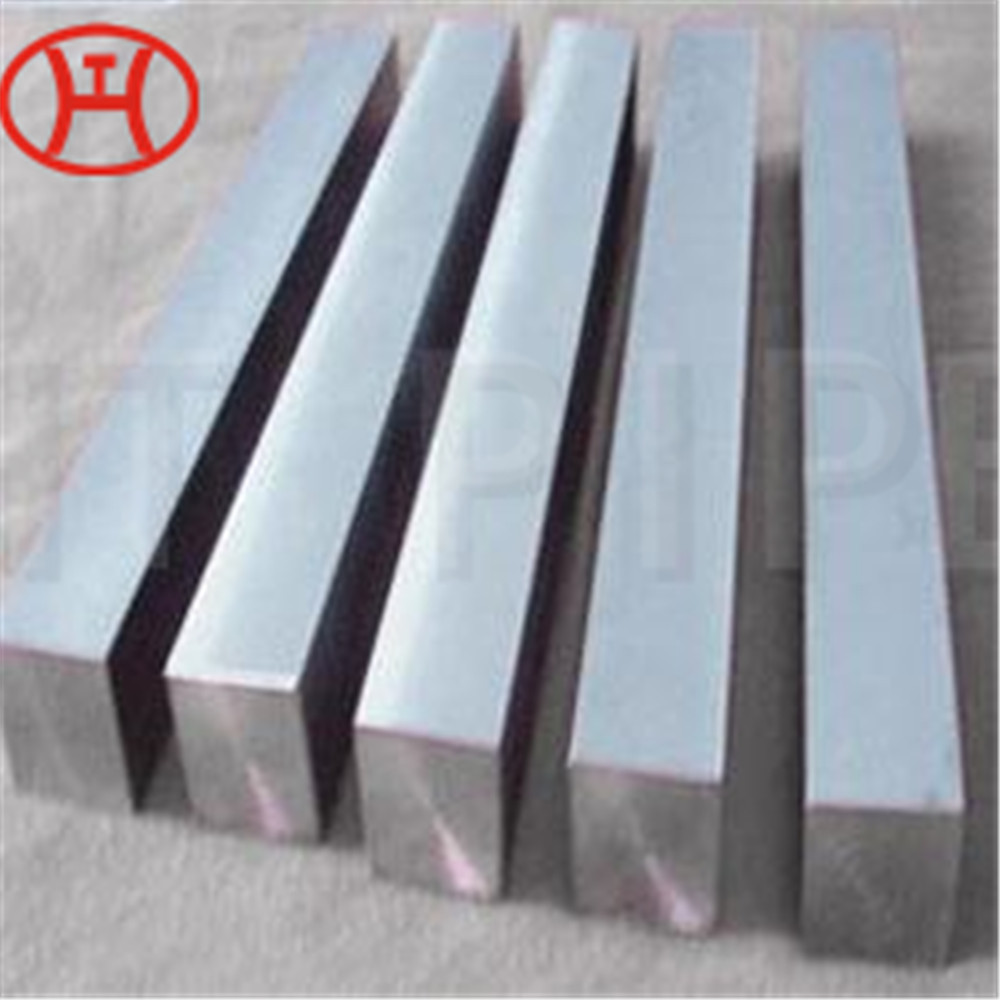
HT PIPE е добре позната компания, която произвежда и продава кръгли пръти SS 410 с добра устойчивост на корозия в среда на падане. Квадратните пръти от неръждаема стомана 410 също са много устойчиви на солна киселина при всякакви температури и концентрации. Е, тази неръждаема плоска лента 410 не трябва да се използва в температурния диапазон между 1000¡ãF и 1600¡ãF, защото сплавта ще бъде по-малко пластична. Тези резбови пръти от неръждаема стомана 410 се използват в различни приложения като химически процеси, механични компоненти в атмосфери на потапяне, вакуумни пещи и др.
неръждаема стомана 14 мм кръгла лента aisi 430 с високо качество
неръждаема стомана 14 mm кръгла лента aisi 430
Закопчалки от никелова сплав
Техника на производство Горещо валцуване, Студено изтегляне
Неръждаема стомана
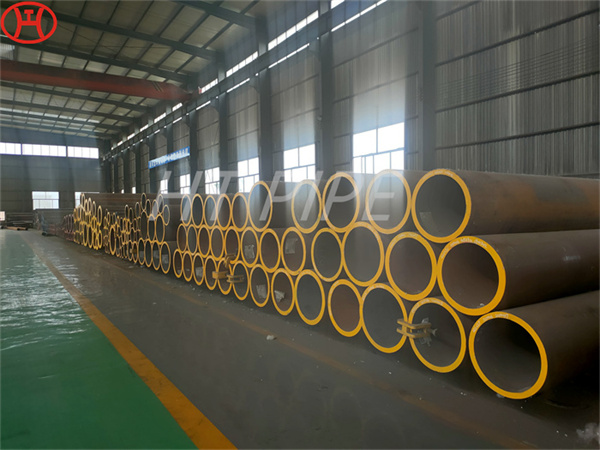
Кръгъл прът от неръждаема стомана 316 ASTM A479 Тип 316 Bar
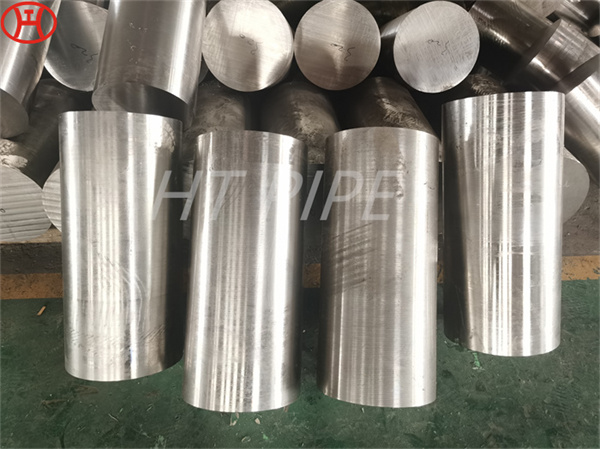
Пръти и пръти от неръждаема стомана
Тези кръгли пръти и пръти от неръждаема стомана 304 са обичайните 18\/8 в агрегатите от неръждаема стомана. Спецификациите включват отлична заваряемост и безпристрастна аустенитна структура и тези пръти от неръждаема стомана 304 се използват най-вече като част от транспортни и модерни машини. Пръчката SS 304L (UNS S30403) е стандартна „18\/8 неръждаема стомана“, която обикновено се среща в тигани и прибори за готвене.
Кръгъл прът от неръждаема стомана 316ti