Сплав 904L превъзхожда другите аустенитни неръждаеми стомани поради по-високата степен на легиране на никел и молибден.
316 неръждаема стомана има повече въглерод в нея от 316L. Това е лесно за запомняне, тъй като L означава „ниско“.
Високите количества никел и хром в аустенитните неръждаеми стомани осигуряват отлични механични свойства, както и отлична устойчивост на корозия.
Неръждаемата стомана клас 304 обикновено се счита за най-разпространената аустенитна неръждаема стомана.
Двата най-често срещани класа неръждаема стомана са 304 и 316. Основната разлика е добавянето на молибден, сплав, която значително подобрява устойчивостта на корозия, особено в среда с повече излагане на сол или хлорид.
Неръждаемата стомана 304 е най-често срещаната форма на неръждаема стомана в света поради отличната си устойчивост на корозия и стойност. Съдържа 16% до 24% хром и до 35% никел, както и малки количества въглерод и манган.
Неръждаемата стомана 304 има една слабост: тя е податлива на корозия от хлоридни разтвори или солени среди като крайбрежието.
Плочата от неръждаема стомана Alloy 347H (UNS S3409) е версията на сплавта с по-високо съдържание на въглерод (0,04 ¨C 0,10).
316L е много подобен на 316 в почти всички отношения.?
316L обаче е по-добър избор за проект, който изисква много заваряване, тъй като 316 е по-податлив на разпадане на заваръчния шев от 316L (корозия в заваръчния шев).
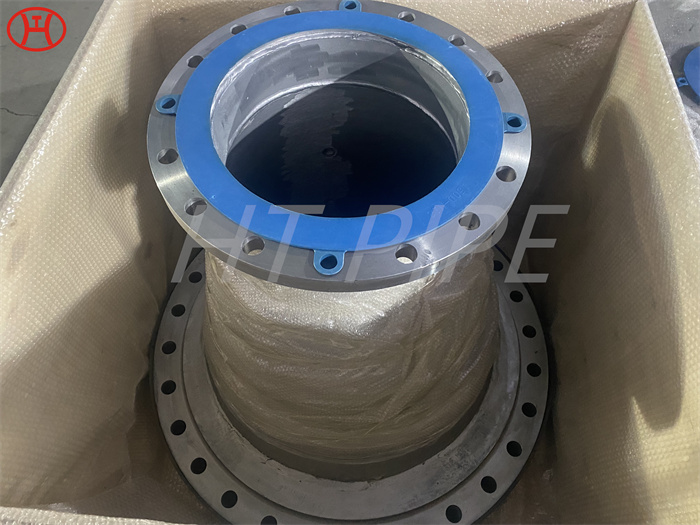
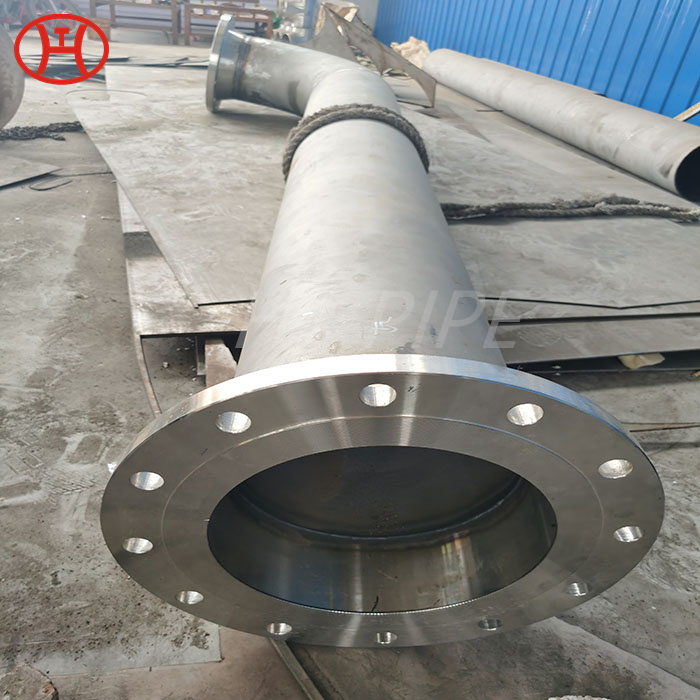
тръби от неръждаема стомана 904L с фланци
316L също е страхотна неръждаема стомана за употреба при високи температури и висока корозия, поради което е толкова популярна за използване в строителство и морски проекти.
Неръждаемата стомана клас 904L не прилича на никоя друга стомана. Благодарение на допълнителните си количества хром, молибден, никел и мед, стоманата 904L се характеризира с превъзходна устойчивост на корозия, ръжда и киселини.
Тези специализирани производители произвеждат системата при определен набор от качество и точност, за да се постигне подходящо прилягане на обекта и да се поддържат необходимите технически свойства, определени от клиента.
Добавянето на мед към този клас му дава по-добра устойчивост на корозия в сравнение с конвенционалните хром-никелови неръждаеми стомани, особено срещу сярна, фосфорна и оцетна киселина. Използването на солна киселина обаче е ограничено.
Има отлична устойчивост на междукристална корозия след излагане на температури в диапазона на утаяване от хромов карбид от 800 ¨C 1500¡ãF (427 ¨C 816¡ãC).?
Материалът от неръждаема стомана 904L \/ 1.4539 може да се използва за производство на горещо и студено валцувани листове и ленти, полуготови продукти, пръти, валцована тел и профили, както и безшевни и заварени тръби за приложения под налягане.
Сплавта има добра устойчивост на окисление и якост на пълзене до 1500¡ãF (816¡ãC). Освен това притежава добра издръжливост при ниски температури.
Сплав 347 (UNS S34700) е стабилизирана с колумбий аустенитна плоча от неръждаема стомана с добра обща устойчивост на корозия и малко по-добра устойчивост при силни окислителни условия от 321 (UNS S32100).
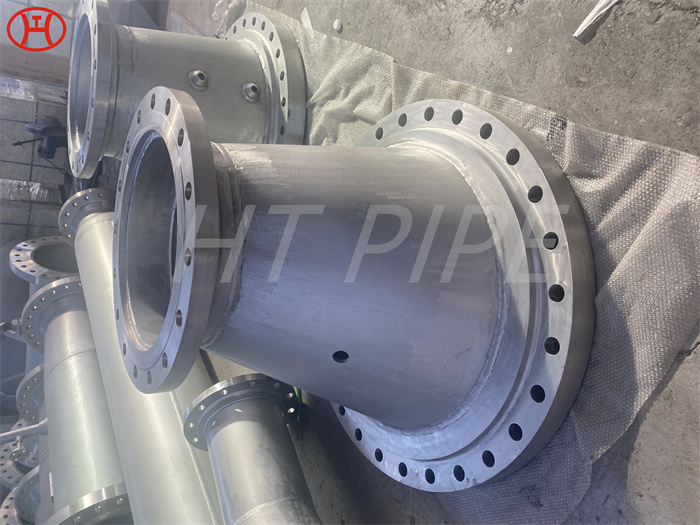
Тръбните макари са предварително изградените части на тръбопроводната система. Тръбите, фланците и фитингите се наричат макари за тръби и се произвеждат преди да бъдат използвани в тръбопроводната система.
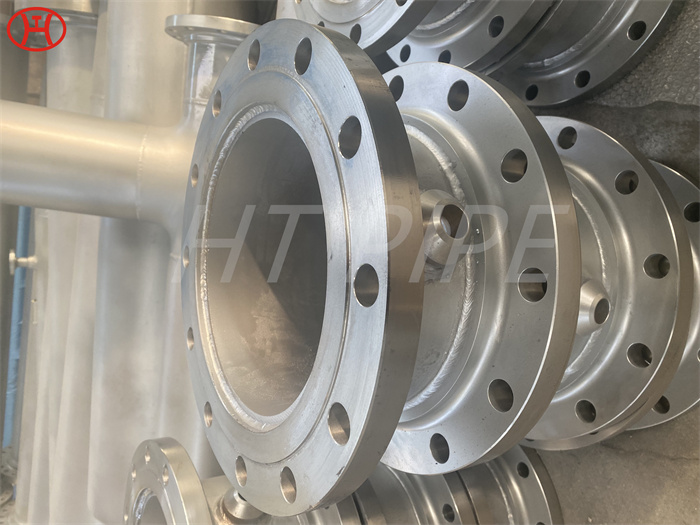
Тръбните макари са предварително оформени, за да се улесни сглобяването с помощта на подемници, измервателни уреди и други инструменти за съединяване на частите. Макарите за тръби обединяват дълги тръби с фланци от края на дългите тръби, така че да могат да бъдат завинтени една към друга със съответстващи фланци.
Тези връзки са вградени в бетонните стени преди изливането на бетона. Тази система трябва да бъде подравнена правилно преди изливането на бетон, тъй като трябва да издържи теглото и силата на конструкцията.
Те обикновено лесно корозират поради елементите, които излагат; вода и естествени електролити. Трябва да се извършва приемлив защитен мониторинг, когато се прилагат тръбни макари.
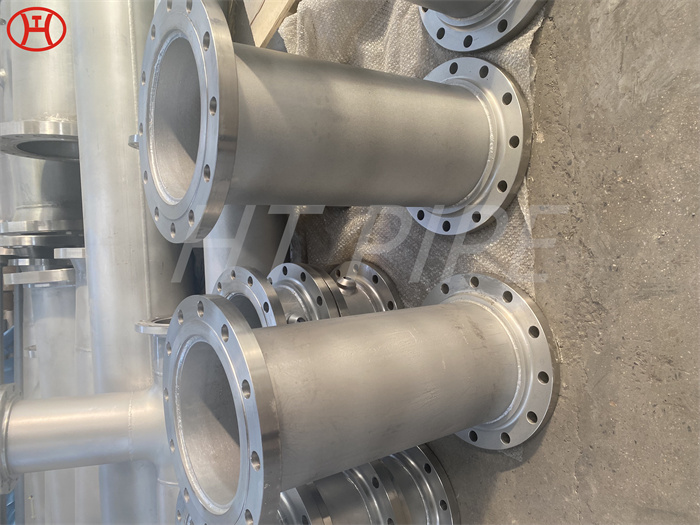
Производството на макари за тръби е много важно, тъй като конструкцията на кораба и други морски индустрии изискват интензивни тръбопроводи. Макарите за тръби създават големи предимства, защото намаляват ограниченията на пространството на обекта.
С това предимство всички индустрии, използващи тръбопроводи, имат чудесна възможност да увеличат ефективността на тръбопроводната си система и да намалят нуждата си от работна сила и време.
Системите с макари за тръби се използват най-вече в електроцентрали и петролни рафинерии, които изискват интензивни тръбопроводи. Тези системи включват превоз и транспорт на флуиди и газ и тези транспортни системи се нуждаят от много свързващи части. В тези системи няма място за грешки.
Макарите за тръби се произвеждат чрез използване на необработени тръби и тръбни фитинги. Процесът на рязане на необработените тръби се извършва с предварително зададени размери, които са подходящи за тръбните фитинги и други компоненти.
Следващата процедура след маркирането е стъпката на рязане. Начинът на рязане е различен за различните материали. По този начин за въглеродни стомани се използва методът на пламъчно рязане. Освен това компонентите от неръждаема стомана могат да се режат с помощта на машина за рязане с плазмена дъга. Ако се използва плазмено-дъгов нож, трябва да се спазват определени условия.
Макарите за тръби са предварително произведени, за да се намалят разходите за монтаж на място и да се осигури по-високо качество на продуктите. Те обикновено са с фланци, за да се получи връзка с други макари. Производството на макари обикновено се извършва от специални компании, разполагащи с необходимата инфраструктура.
Плазмено-дъговият нож се използва за големи тръби (над 28 инча номинален размер на тръбата) и използването му също е полезно за отрязване на клони. Ако е възможно, в тръбите или фитингите трябва да се постави вътрешен корпус, за да се предпазят от пръски, които се създават от плазмено-дъговия нож. След рязането и подготовката на ръбовете трябва да се поддържат.