304 – има добра устойчивост на корозия, подходящ за формоване и заваряване, обща обработка.
Спецификацията ASTM A479 обхваща горещо и студено обработени пръти от неръждаема стомана, включително кръгли, квадратни и шестоъгълни, както и горещо валцувани или екструдирани форми като ъгли, тройници и канали за конструкция на котли и съдове под налягане. Предлагат се четири степени на неръждаема стомана, включително аустенитна, аустенитно-феритна, феритна и мартензитна стомана. Механичните свойства, като якост на опън, граница на провлачване, удължение и твърдост, трябва да се определят за образци, подложени на нормализирани, закалени, закалени и закалени условия. Аустенитните неръждаеми стомани трябва да бъдат термично обработени и подложени на тестове за корозия.
Свойства на устойчивост на ниска температура на пръти от неръждаема стомана
на лентата, която определя нейната област на приложение
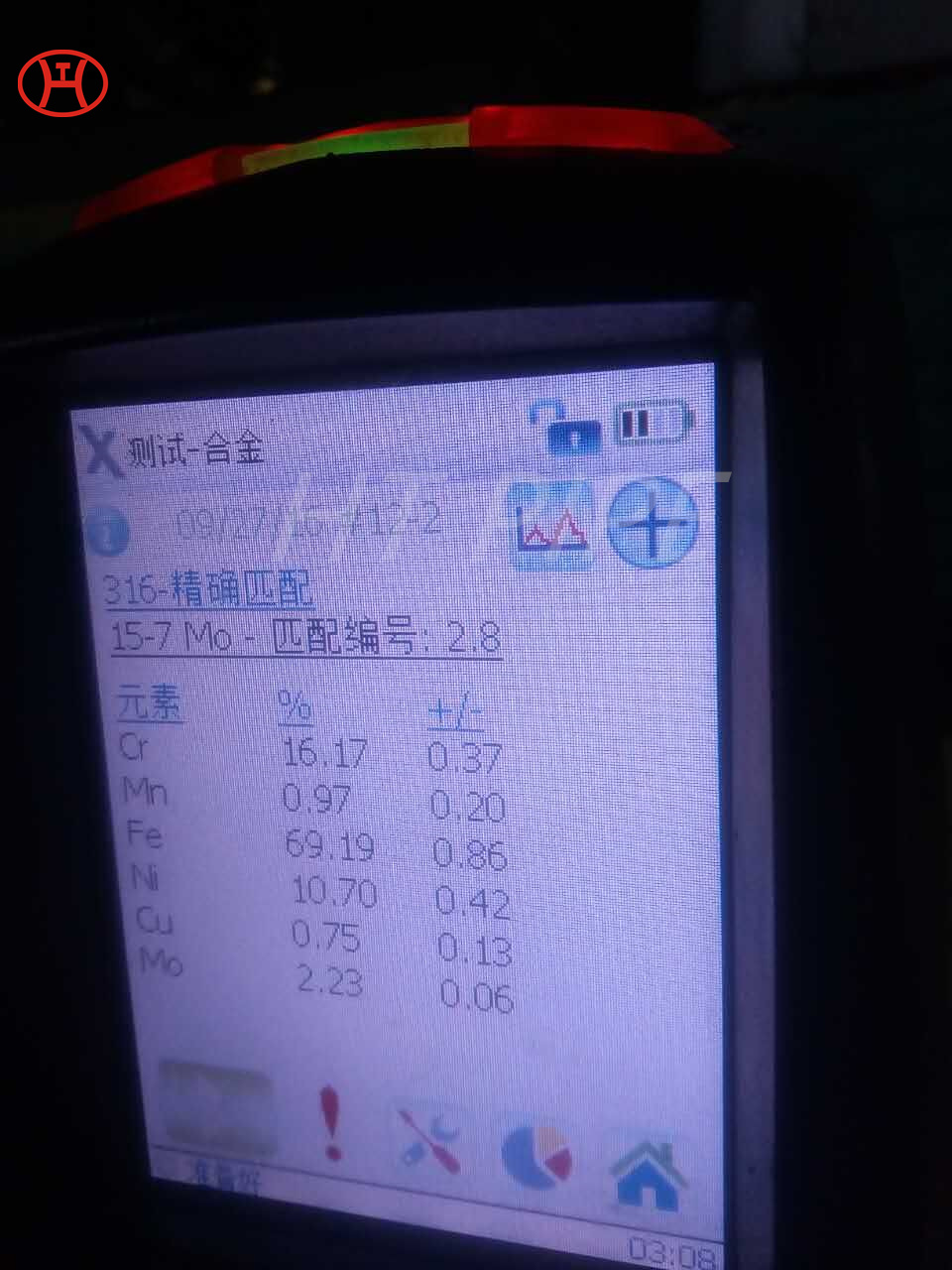
347 PMI тестване с кръгла лента
Плочи и листове от неръждаема стомана и рулони
Мианмар (бирмански)
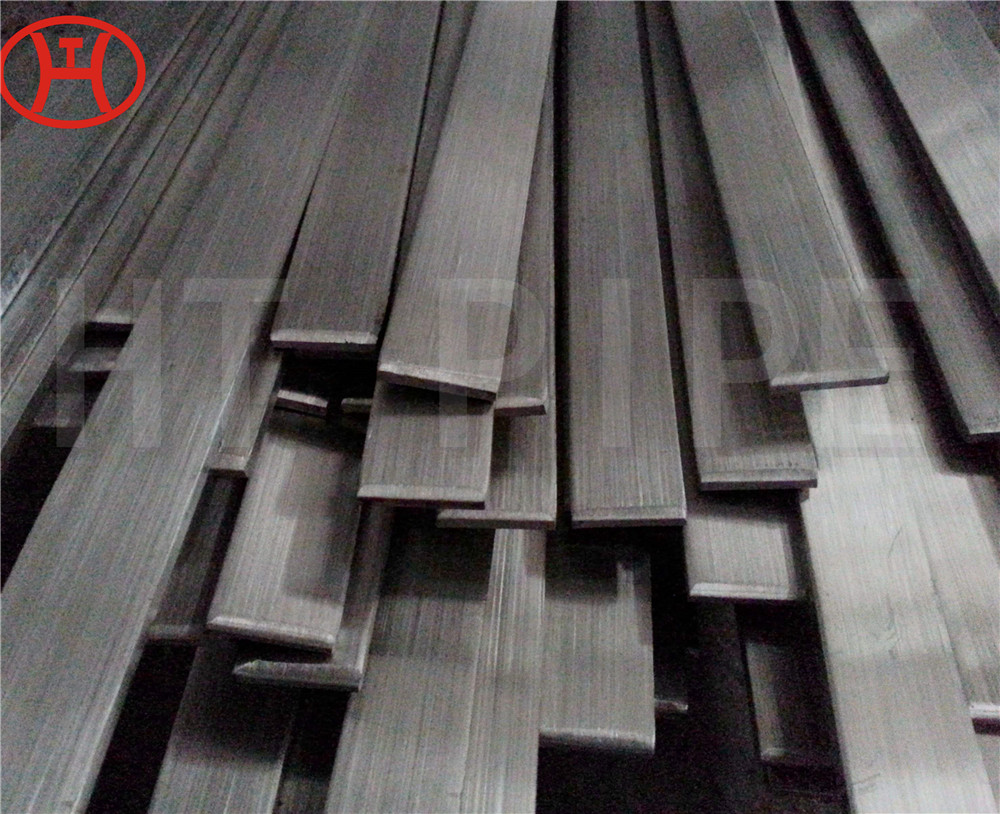
ASTM ASME SA 276 Квадратна стоманена шина от неръждаема стомана 316L
\/5
въз основа на
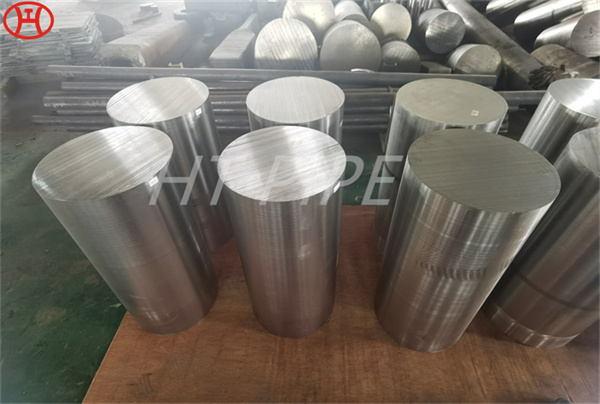
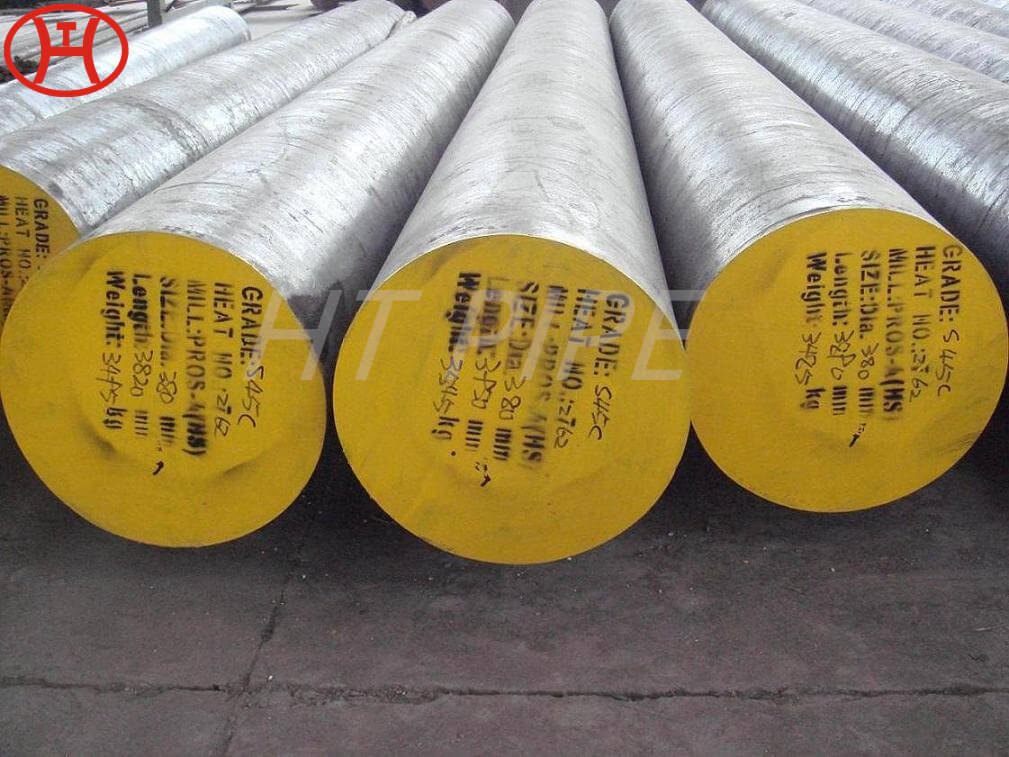
A403 WP316h A403 S31635 A403 S34709 Кръглите пръти се предлагат в 4 вида неръждаема стомана: феритна, аустенитна, мартензитна и аустенитно-феритна. Тези различни степени се използват за производството на различни видове кръгли пръти, като A403 WP321 A403 S31008 A403 S31609 A403 WP321h, които се използват във фармацевтиката, хидрометалургията, обработката на морска вода, топлообменници, храни и напитки и др. S34700 се използва и при конструирането на съдове под налягане и котли.
кръгъл прът от неръждаема стомана aisi 430