Der hohe Chromgehalt fördert und erhält einen passiven Film, der das Material in vielen korrosiven Umgebungen schützt.
Alloy 904L übertrifft andere austenitische Edelstähle aufgrund des höheren Legierungsgrads von Nickel und Molybdän.
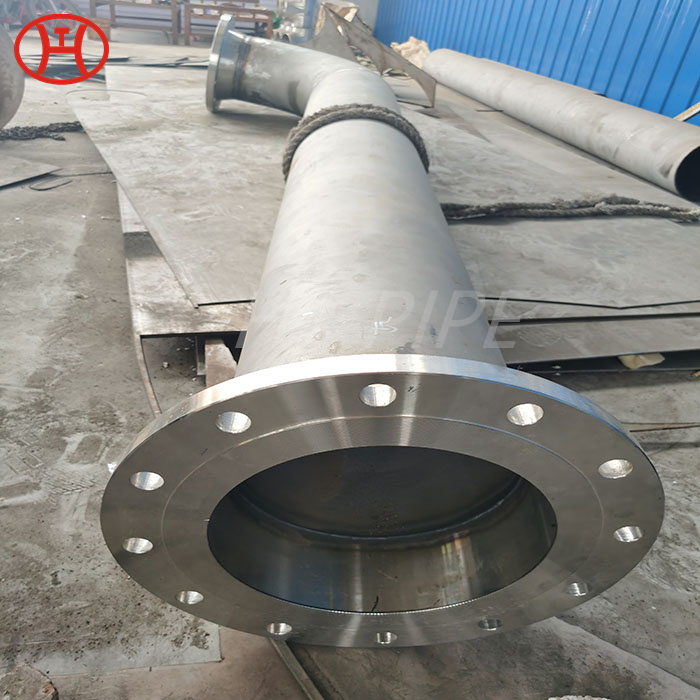
ASTM A403-Rohrspulen, SS-Rohrspulen, Edelstahl-Rohrspulen, WP-Rohrspulen SS 304, DIN2617 SS-Rohrspule, DIN2616 SS-Rohrspule in China.
SS-Rohre mit Rohrverbindungsstücken, Zhengzhou Huitong Pipeline Equipment Co., Ltd., SS-Rohre mit Rohrverbindungsstücken
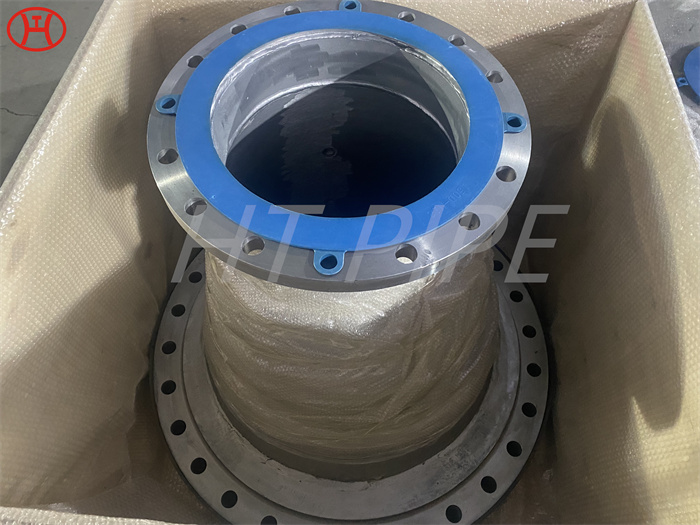
Rohrspulen werden vorgefertigt, um die Installationskosten vor Ort zu senken und eine höhere Qualität der Produkte zu gewährleisten. Sie werden in der Regel geflanscht, um die Verbindung zu anderen Spulen herzustellen. Die Spulenfertigung wird in der Regel von Spezialfirmen durchgeführt, die über die erforderliche Infrastruktur verfügen.
Für die Versorgung mit Wasser und brennbaren Gasen sind Stahlrohre die am besten geeigneten Rohre. Sie werden in vielen Haushalten und Unternehmen zur Übertragung von Erdgas oder Propan verwendet. Aufgrund ihrer hohen Hitzebeständigkeit werden sie auch für Sprinkleranlagen verwendet.
Edelstahl 304 hat eine Schwäche: Er ist anfällig für Korrosion durch Chloridlösungen oder salzhaltige Umgebungen wie die Küste.
Bei der Auswahl von Edelstählen, die korrosiven Umgebungen standhalten müssen, werden häufig austenitische Edelstähle verwendet.
316L-Fertigrohre sind bei erhöhten Temperaturen stärker
316L ist außerdem ein hervorragender Edelstahl für Hochtemperatur- und Korrosionsanwendungen, weshalb er für den Einsatz in Bau- und Schifffahrtsprojekten so beliebt ist.
ASTM A312 TP 316L Wärmerohre mit Flanschen
Die hohen Anteile an Nickel und Chrom in austenitischen Edelstählen sorgen für hervorragende mechanische Eigenschaften sowie eine hervorragende Korrosionsbeständigkeit.
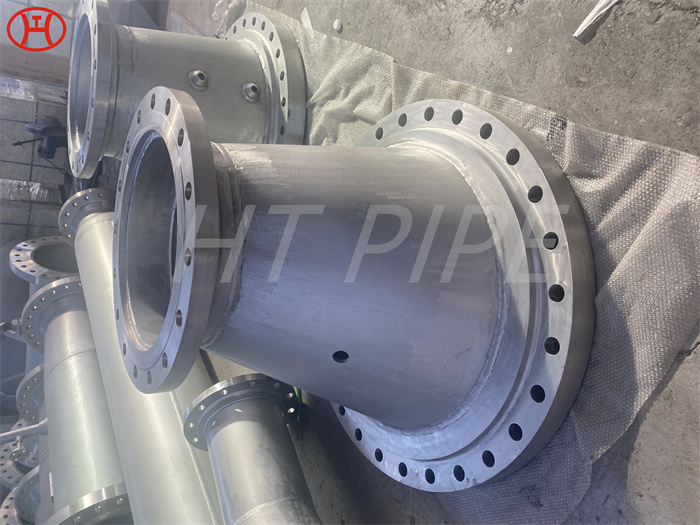
Diese spezialisierten Hersteller fertigen das System mit der angegebenen Qualität und Genauigkeit, um eine ordnungsgemäße Passform vor Ort zu gewährleisten und die vom Kunden definierten erforderlichen technischen Eigenschaften beizubehalten.
Das Material Edelstahl 904L \/ 1.4539 kann zur Herstellung von warm- und kaltgewalzten Blechen und Bändern, Halbzeugen, Stangen, gewalztem Draht und Profilen sowie nahtlosen und geschweißten Rohren für Druckanwendungen verwendet werden.
Die verbundenen Teile werden wärmebehandelt mit dem Ziel, die induzierten inneren Spannungen zu reduzieren. Das Wärmebehandlungsverfahren wird gemäß den ASME B31.3-Standards durchgeführt. Anschließend müssen die Rohrspulen lackiert werden, um die Oberflächen vor Korrosionsrisiken zu schützen.
316L ist jedoch eine bessere Wahl für ein Projekt, das viele Schweißarbeiten erfordert, da 316 anfälliger für Schweißverfall ist als 316L (Korrosion innerhalb der Schweißnaht).
Der Zusatz von Kupfer zu dieser Sorte verleiht ihr eine bessere Korrosionsbeständigkeit als herkömmliche Chrom-Nickel-Edelstähle, insbesondere gegenüber Schwefel-, Phosphor- und Essigsäure. Der Einsatz von Salzsäure ist jedoch begrenzt.
Die Legierung weist eine gute Oxidationsbeständigkeit und Kriechfestigkeit bis 816 °C (1500 °F) auf. Es verfügt außerdem über eine gute Tieftemperaturzähigkeit.
Edelstahl 304 ist aufgrund seiner hervorragenden Korrosionsbeständigkeit und seines Wertes die weltweit am häufigsten vorkommende Form von Edelstahl. Es enthält 16 bis 24 % Chrom und bis zu 35 % Nickel sowie geringe Mengen Kohlenstoff und Mangan.
Es weist eine ausgezeichnete Beständigkeit gegen interkristalline Korrosion auf, nachdem es Temperaturen im Chromkarbid-Ausscheidungsbereich von 800 °C bis 1500 °F (427 °C bis 816 °C) ausgesetzt wurde.
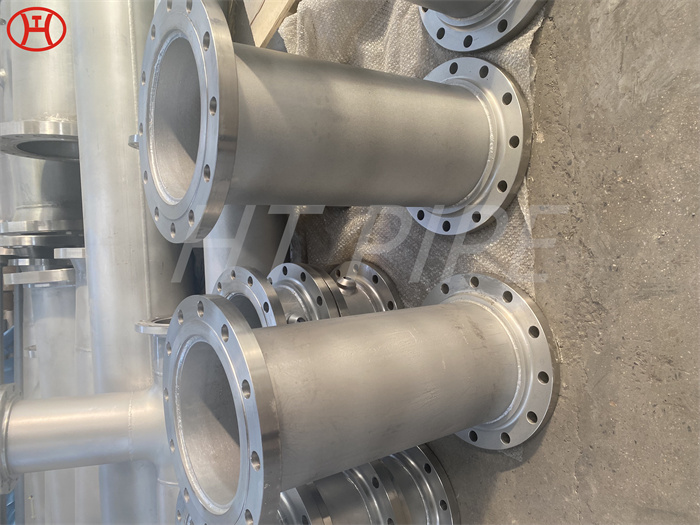
Nach der Kantenbearbeitung der Teile muss ein Montage- und Schweißprozess durchgeführt werden. Daher können die Teile von Rohrspulen aus Edelstahl und Kohlenstoffstahl auf Stahl- oder Holzsockeln angebracht werden. Darüber hinaus muss jegliche Kontaktmöglichkeit zwischen Kohlenstoffstahl und Edelstahl minimiert werden.
Die beiden gebräuchlichsten Edelstahlsorten sind 304 und 316. Der Hauptunterschied ist der Zusatz von Molybdän, einer Legierung, die die Korrosionsbeständigkeit erheblich verbessert, insbesondere in Umgebungen mit mehr Salz- oder Chloridbelastung.
Rohrspulen werden aus Rohrohren und Rohrformstücken hergestellt. Der Zuschnitt der Rohrohre erfolgt mit vorgegebenen Größen, die für die Rohrverbindungsstücke und andere Komponenten geeignet sind.
Die Haltbarkeit von Stahl ist einer der größten Vorteile der Rohrleitungssysteme. Es ist stark und hält Druck, Temperatur, starken Stößen und Vibrationen stand. Es verfügt außerdem über eine einzigartige Flexibilität, die eine einfache Erweiterung ermöglicht.
Edelstahl der Güteklasse 904L ist anders als alle anderen Stähle. Aufgrund seiner zusätzlichen Mengen an Chrom, Molybdän, Nickel und Kupfer weist 904L-Stahl eine hervorragende Beständigkeit gegen Korrosion, Rost und Säuren auf.
Der folgende Vorgang nach der Markierung ist der Schneidschritt. Die Art des Schneidens unterscheidet sich je nach Material. Daher wird für Kohlenstoffstähle das Brennschneidverfahren eingesetzt. Darüber hinaus können Edelstahlbauteile mit einer Plasmalichtbogenschneidemaschine geschnitten werden. Beim Einsatz des Plasmalichtbogenschneiders müssen bestimmte Bedingungen eingehalten werden.
Legierung 347 (UNS S34700) ist eine mit Columbium stabilisierte austenitische Edelstahlplatte mit guter allgemeiner Korrosionsbeständigkeit und etwas besserer Beständigkeit unter stark oxidierenden Bedingungen als 321 (UNS S32100).
Der Plasmalichtbogenschneider wird für große Rohre (über 28 Zoll Rohrnenngröße) verwendet und eignet sich auch zum Abschneiden von Abzweigungen. Wenn möglich, muss in Rohren oder Formstücken eine Innenhülle angebracht werden, um diese vor den Spritzern zu schützen, die durch den Plasmalichtbogenschneider entstehen. Nach dem Schneiden muss die Kantenvorbereitung beibehalten werden.
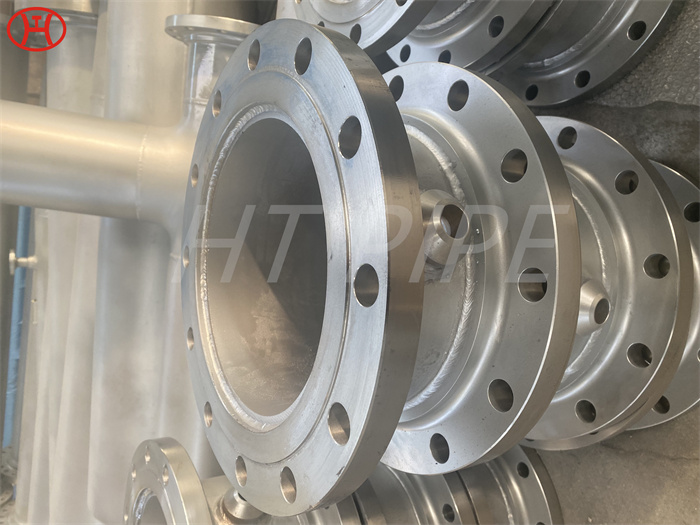
Die Oberflächenkanten der Bauteile müssen eben sein und die Oberflächenverunreinigungen müssen entfernt werden. Für die Kanten der Teile wird ein Abschrägungsprozess implementiert. Für den Anfasvorgang wird eine Schleifmaschine eingesetzt. Die Art der Schleifmaschinen zum Anfasen unterscheidet sich für Edelstahlkomponenten und Kohlenstoffstahlkomponenten.
Die Anzahl der Schweißnähte an einer Spule muss auf ein Mindestmaß beschränkt werden. Der Abstand zwischen Umfangsschweißnähten und den Mittellinien darf nicht größer sein als das Vierfache der Wandstärke des Rohres oder Formstücks. Nach den Hauptschweißungen müssen die Heftnähte präzise ausgeführt werden. Alle Schweißnähte in den Spulen müssen gemäß der ordnungsgemäßen Schweißverfahrensspezifikation (WPS) ausgeführt werden. Nach Abschluss des Schweißprozesses erfolgt die Qualitätskontrolle der Bauteile durch die Spezialisten.