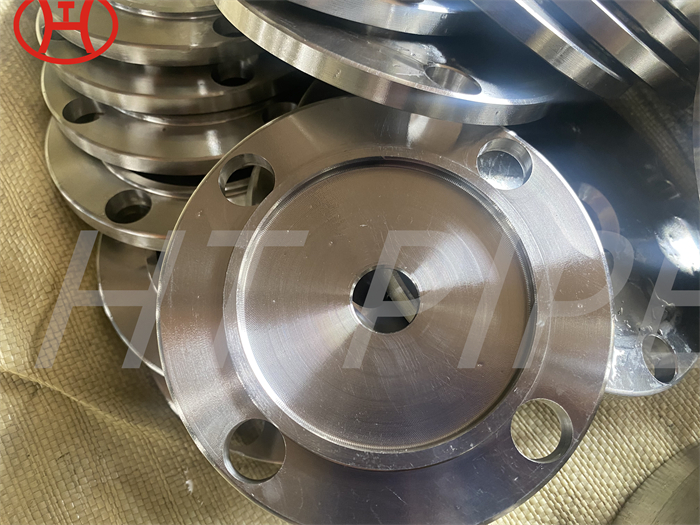
6 سوراخ A182 F5 اتصالات لوله فلنج فلنج
مولیبدن استحکام کلی، مقاومت، کشش، سخت شدن و کیفیت کلی را افزایش می دهد، moly اطمینان می دهد که لوله A335 P91 در برابر نرم شدن مقاوم تر است، رشد دانه ها را مهار می کند و احتمال تردی را کاهش می دهد. لوله A335 P91 تنها افزودنی است که مسئول افزایش مقاومت در برابر دمای بالا (به 540-750 درجه سانتیگراد) است و همچنین مقاومت در برابر خوردگی فولاد را بهبود می بخشد.
علامت درجه شامل نماد درجه "2H" و علامت شناسایی سازنده است.
سندی
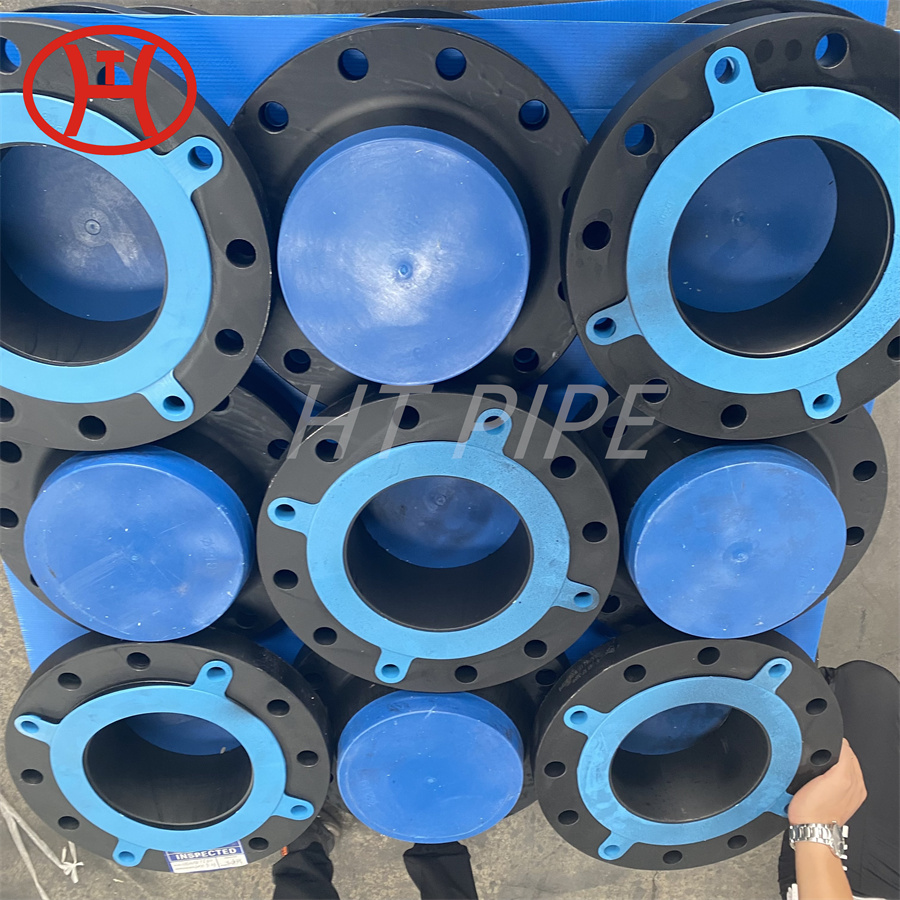
فلنج های فولادی آلیاژیلوله و لوله فولادی آلیاژیدر چین، خواص آن از مخلوط 1% مولیبدن و 9% کروم تشکیل شده است. در نتیجه وجود مولیبدن، مقاومت خزشی ماده ASME SA335 P91 افزایش یافته و به دلیل وجود کروم، مقاومت اکسیداسیون آن افزایش یافته و همچنین استحکام دمایی بالا و محدودیت دمایی Astm A335 P91 افزایش مییابد. مقدار کمی منگنز و نیکل در آن وجود دارد. ترکیب شیمیایی لوله بدون درز A335 P91 منگنز 0.30 - 0.60، سیلیکون (حداکثر) 0.50، کروم 4.00-6.00، کربن (حداکثر) 0.08 - 0.12، فسفر (حداکثر) 0.5-0.5 و مولیوم 0.5-0.5 است.
سندی
لوله P5c درجه A335 یک فولاد کم آلیاژ کربن (Cr-Mo) خودخاموش کننده در هوا است که در آن سختی بالا و تنش پسماند برای جوشکاری مورد نیاز است و برای استفاده مستقیم در خدماتی که نیاز به شرایط بحرانی دارند توصیه نمی شود. این وضعیت مستلزم استفاده از عملیات حرارتی پس از جوش (PWHT) است. اگر میخواهید از PWHT اجتناب کنید، میتوانید هنگام لحیم کردن لولههای P5c درجه A335 از پیش گرم کردن (120¡ãC) استفاده کنید. اگر ضخامت لوله فولادی آلیاژی ASTM A335\/ASME SA335 P5c بیشتر از 13 میلی متر باشد، PWHT مورد نیاز است.
سندی
روند تولید لوله ASME SA335 P91 با شکلدهی آن با کشش سرد و یا به پایان رسید گرم و سپس عملیات حرارتی آغاز میشود. عملیات حرارتی با فرآیند عادی سازی لوله A335 P91 در دمای 1050 درجه سانتیگراد و سپس خنک شدن توسط هوا در دمای 200 درجه سانتیگراد و سپس تمپر کردن در حدود 760 درجه سانتیگراد آغاز می شود. فرآیند تولید باعث می شود که لوله فولادی آلیاژی astm a335 P91 برای شکل دهی، خمش، فلنجینگ و جوشکاری فیوژن مناسب باشد.