Pri odabiru nehrđajućih čelika koji moraju izdržati korozivno okruženje, često se koriste austenitni nehrđajući čelici.
316 u sebi nehrđajući čelik ima više ugljika od 316L. To je lako zapamtiti, jer L znači "nisko".
Legura ima dobru otpornost na oksidaciju i čvrstoću puzanja na 1500 ¡f (816¡ãc). Također posjeduje dobru žilavost niske temperature.
Stupanj 304 nehrđajući čelik obično se smatra najčešćim austenitnim nehrđajućim čelikom.
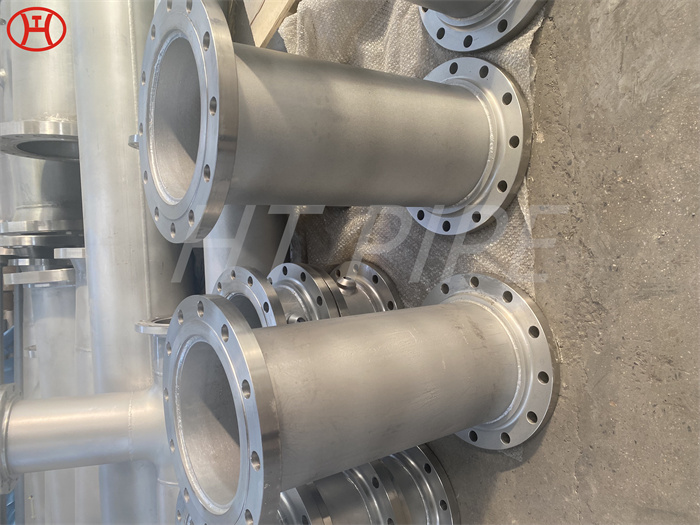
Sustavi cijevi za kalem uglavnom se koriste u elektranama i rafinerijama nafte koje zahtijevaju intenzivne cjevovode. Ovi sustavi uključuju prijevoz i transport tekućine i plina, a ovi transportni sustavi trebaju puno spojnih dijelova. U tim sustavima nema mjesta za pogreške.
Za opskrbu vodom i zapaljivim plinovima, čelične cijevi su najkorisnije cijevi. Koriste se u mnogim domovima i tvrtkama za prijenos prirodnog plina ili goriva propana. Također su koristili za sustave za požar za prskanje zbog velike otpornosti na toplinu.
Visoki sadržaj kroma promovira i održava pasivni film koji štiti materijal u mnogim korozivnim okruženjima.
Legura 347H (UNS S3409) ploča od nehrđajućeg čelika je veća verzija legure (0,04 ¨c 0,10).
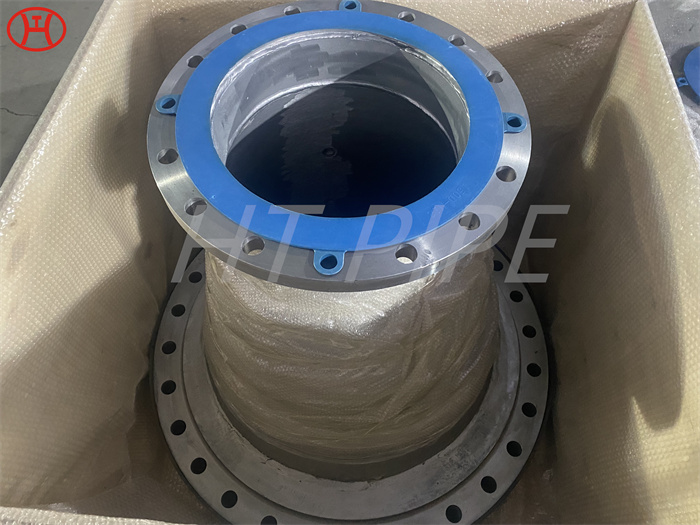
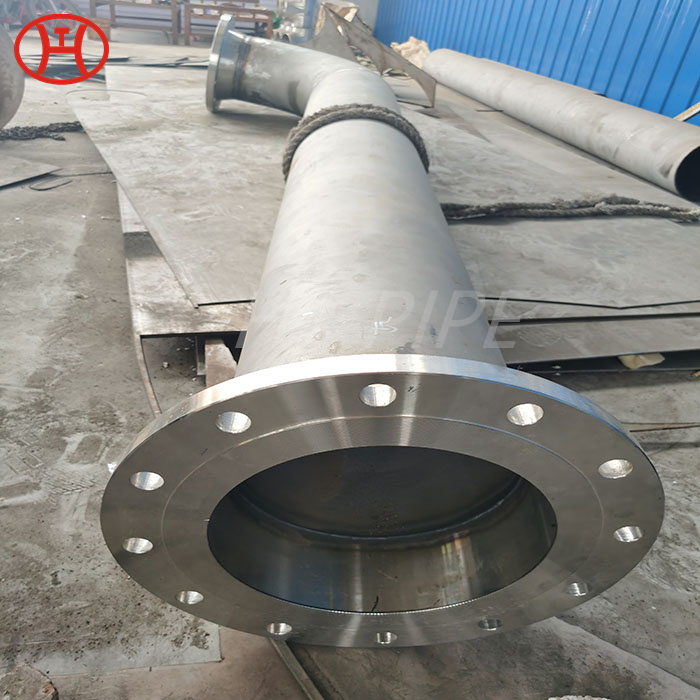
Pakage prirubnica za zavarivanje cijevi velikog promjera
316L je također odličan nehrđajući čelik za visokotemperaturne, visoke korozije, zbog čega je toliko popularan za upotrebu u građevinskim i morskim projektima.
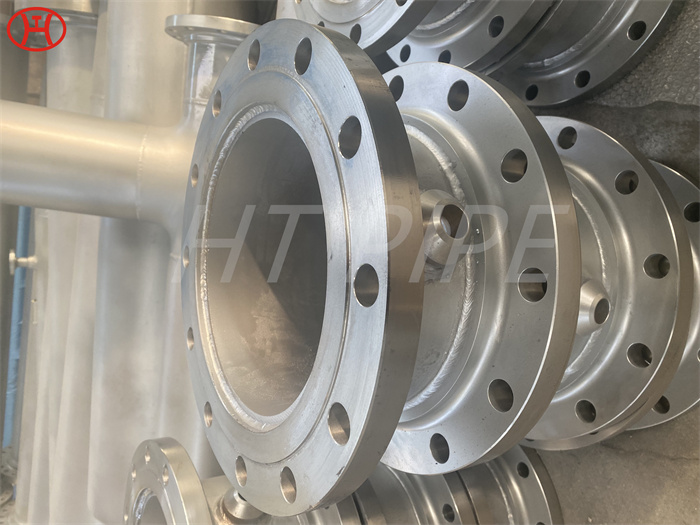
Cijevi od nehrđajućeg čelika 304 304L s prirubnicama
Visoke količine nikla i kroma u austenitskim nehrđajućim čelicima pružaju izvrsna mehanička svojstva, kao i izvrsnu otpornost na koroziju.
Cijene kalema proizvode se upotrebom sirovih cijevi i cijevi. Proces rezanja sirovih cijevi vrši se s unaprijed određenim veličinama koje su prikladne za cijevi i druge komponente.
Legura 347 (UNS S34700) je kolumbij stabilizirana austenitna ploča od nehrđajućeg čelika s dobrom općom otpornošću na koroziju i nešto boljom otpornošću u jakim oksidirajućim uvjetima od 321 (UNS S32100).
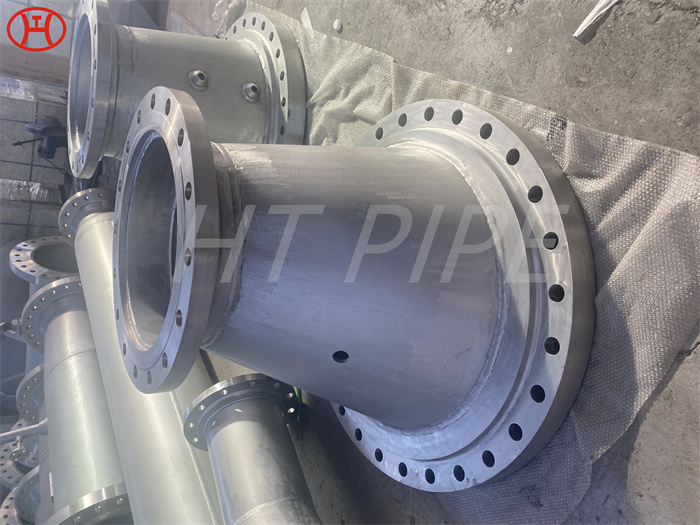
Spool za cijevi unaprijed su izraženi kako bi se smanjili troškovi instalacije na terenu i pružali veću kvalitetu u proizvodima. Obično su prirubljeni da bi se povezala s drugim kalemima. Izradu kalema obično obavljaju posebne tvrtke koje imaju potrebnu infrastrukturu.
316L je, međutim, bolji izbor za projekt koji zahtijeva puno zavarivanja, jer je 316 osjetljiviji na propadanje zavara od 316L (korozija unutar zavara).
Dodavanje bakra u ovaj stupanj daje mu bolju otpornost na koroziju od konvencionalnih nehrđajućih čelika kroma-nickel, posebno protiv sumporne, fosforne i octene kiseline. Međutim, upotreba klorovodične kiseline je ograničena.
Legura 904L nadmašuje ostale austenitne nehrđajuće čelike zbog većeg stupnja legiranja nikla i molibdena.
Nehrđajući čelik 904L \ / 1.4539 Materijal se može koristiti za izradu toplih i hladno valjanih lima i traka, polu-citiranih proizvoda, šipki, valjane žice i profila, kao i bešavne i zavarene cijevi za primjenu tlaka.
Ima izvrsnu otpornost na intergranularnu koroziju nakon izlaganja temperaturama u rasponu oborina kroma karbida od 800 ¨c 1500 ãf (427 ¨c 816¡ãc).?
Postupak uklapanja i zavarivanja mora se primijeniti nakon završetka ruba dijelova. Stoga se, za kaleme od nehrđajućeg čelika i karbonskog čelika, dijelovi mogu smjestiti na čelične baze ili drvene baze. Nadalje, svaka mogućnost kontakta između ugljičnog čelika i nehrđajućeg čelika mora se minimizirati.
Dvije najčešće ocjene od nehrđajućeg čelika su 304 i 316. Glavna razlika je dodavanje molibdena, legure koja značajno poboljšava otpornost na koroziju, posebno u okruženjima s više izloženosti soli ili kloridu.
904L nehrđajući čelik je za razliku od bilo kojeg drugog čelika. Zbog dodatnih količina kroma, molibdena, nikla i bakra, čelik od 904L ima superiornu otpornost na koroziju, hrđu i kiseline.
Trajnost čelika jedna je od najboljih prednosti cjevovodnih sustava. Snažan je i može izdržati pritiske, temperature, teške udarce i vibracije. Također ima jedinstvenu fleksibilnost koja pruža lako proširenje.
S ovom prednosti, sav cjevovod koji koristi industrije ima sjajnu priliku povećati učinkovitost sustava cjevovoda i smanjiti potrebu za radnom snagom i vremenom.
Sljedeći postupak nakon označavanja je korak rezanja. Način rezanja razlikuje se za razne materijale. Tako se za ugljične čelike koristi metoda rezanja plamena. Nadalje, komponente od nehrđajućeg čelika mogu se izrezati pomoću stroja za rezanje plazma luka. Ako se koristi rezač plazma luka, moraju se održavati određeni uvjeti.
Ovi specijalistički proizvođači proizvode sustav u okviru navedenog skupa kvalitete i točnosti kako bi se pravilno uklopila na mjestu i održala potrebna tehnička svojstva koju je klijent definirao.
Rezač luka u plazmi koristi se za velike cijevi (iznad 28 inča nominalne veličine cijevi), a njegova upotreba također je korisna za rezanje grana. Ako je moguće, unutarnji slučaj mora biti smješten u cijevi ili okovi, kako bi se zaštitili od prskanja koji su stvoreni rezačem plazma luka. Nakon rezanja i pripreme ruba mora se održavati.
Površinski rubovi komponenti moraju biti ujednačeni, a površinske nečistoće moraju se ukloniti. Proces zakona provodi se za rubove dijelova. Za postupak ležišta koristi se stroj za mljevenje. Vrsta strojeva za mljevenje za stavljanje razlikuje se za komponente od nehrđajućeg čelika i komponente ugljičnog čelika.
Broj zavarivanja na kalem mora se držati u minimalnom broju. Dimenzija razmaka između obodnih zavarivanja i središnjih linija ne smije biti veća od četiri puta veće od debljine stijenke cijevi ili uklapanja. Nakon glavnih zavara, zavariva se moraju izvršiti precizno. Svi zavarivači u kalemima moraju se provesti prema pravilnoj specifikaciji postupka zavarivanja (WPS). Nakon obavljenog postupka zavarivanja, stručnjaci su obavljali kontrolu kvalitete komponenti.