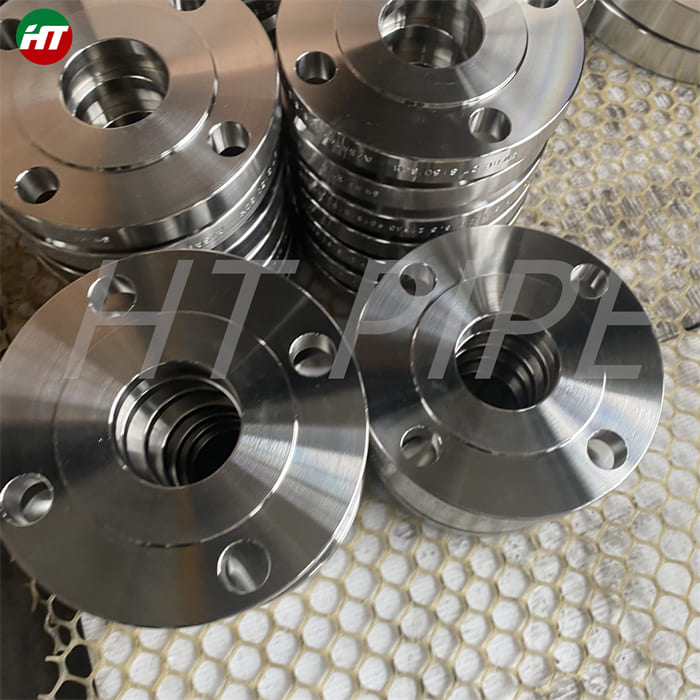
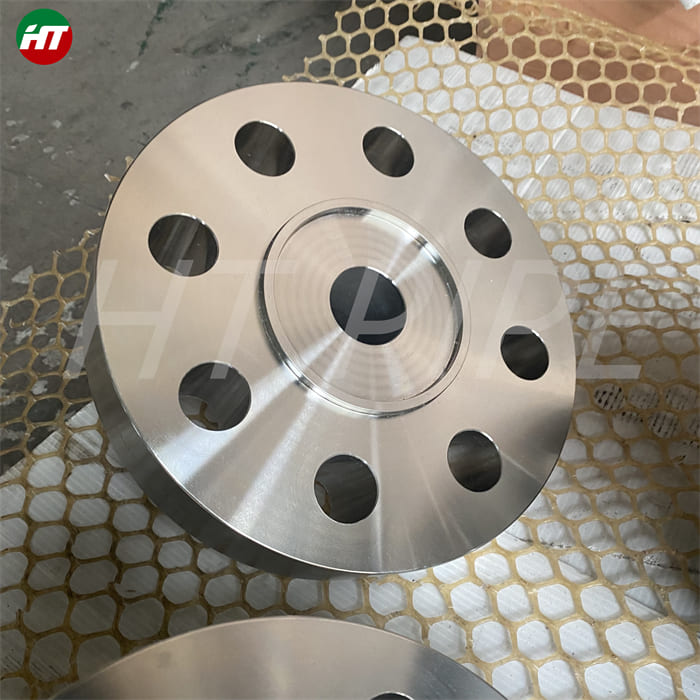
ASME 16.11 鍛造パイプ継手 ASTM A182 304 ステンレス鋼鍛造継手
HASTELLOY C-276 合金は、塩化第二鉄や塩化銅などの強力な酸化剤、高温の汚れ媒体 (有機および無機)、塩素、ギ酸および酢酸、無水酢酸、海水および塩水溶液など、さまざまな化学プロセス環境に対して優れた耐性を備えています。ほとんどのスクラバーの硫黄化合物や塩化物イオンに対する優れた耐性により、排ガス脱硫システムで使用できます。
HT PIPEはあなたにとって最良の選択です。当社は、包括的な製品ポートフォリオと応答性の高い顧客フレンドリーなチームを通じて、優れた顧客体験を提供します。当社は最大限の品質維持を保証します。当社は、以下の製品の製造、供給、輸出を行っています。
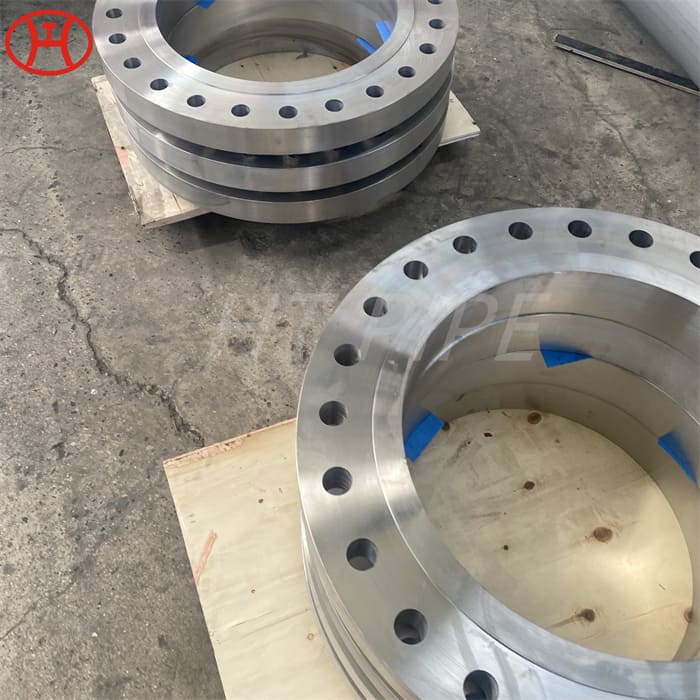
タイプ 316 は、他のクロム - ニッケル タイプよりも硫酸溶液に対する耐性がはるかに優れています。タイプ 316 は、最大 120 °F (49 °C) の温度で最大 5% の酸濃度に耐性があります。このタイプは、100 °F (38 °C) 未満の温度での高濃度に対する優れた耐性を備えています。S31635 フランジ、ステンレス鋼フランジハステロイ C2000 パイプ ASME SB626 ハステロイ C2000 溶接チューブ

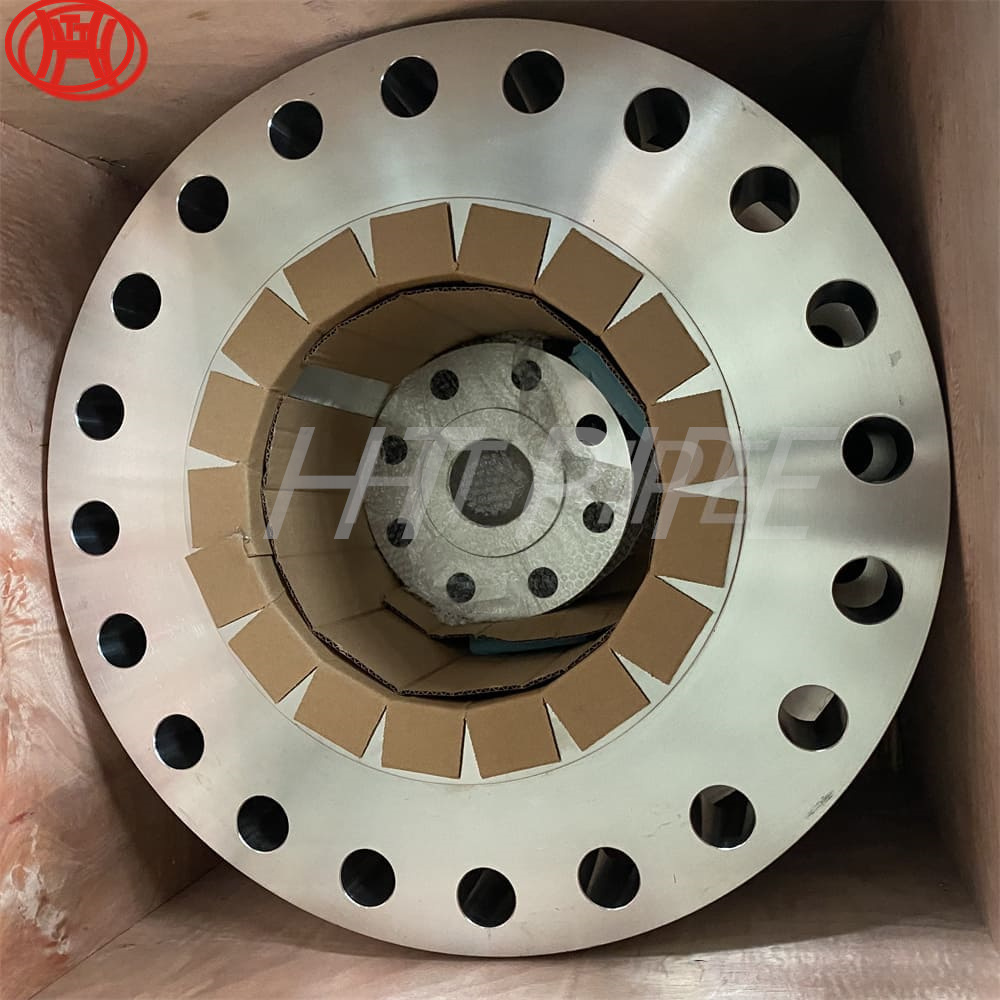
安定化元素としてチタンが SS 316Ti フランジに添加されており、粒界付近でのクロム炭化物の形成を減少させ、炭化物の析出を防ぎます。当社の UNS 1.4571 SS ブラインド フランジは、汽水域や海水での使用に耐え、銅ニッケル含有量が激しい磨耗による腐食から保護する役割を果たすため、「海洋グレード フランジ」とみなされます。 SS BS 320S31 プレート フランジは、従来の溶接および製造プロセスを通じて行うことができる溶接性と製造性を備えており、耐熱性があり、高温での機械的強度が向上しています。また、SS 316 スリップオン フランジ、SS 316 ウェルドネック フランジ、SS 316 ソケット ウェルド フランジ、SS 316 ブラインド フランジ、SS 316 オリフィス フランジ、SS 316 メガネ ブラインド フランジ、SS 316 ねじ込み \/ ねじ込みフランジ、SS などのステンレス鋼 ASTM A182 316Ti フランジも幅広く提供しています。 316異径フランジ、SS 316リング形ジョイントフランジ(RTJ)など
合金鋼板・シート・コイル
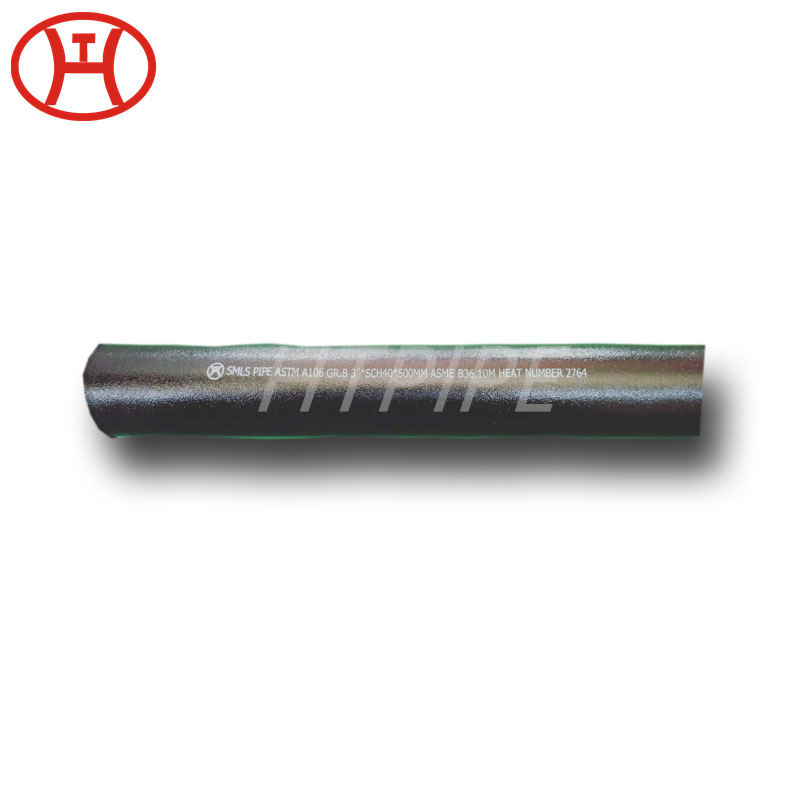
厚さ:SCH5〜SCHXXS
| スペイン語 | ||
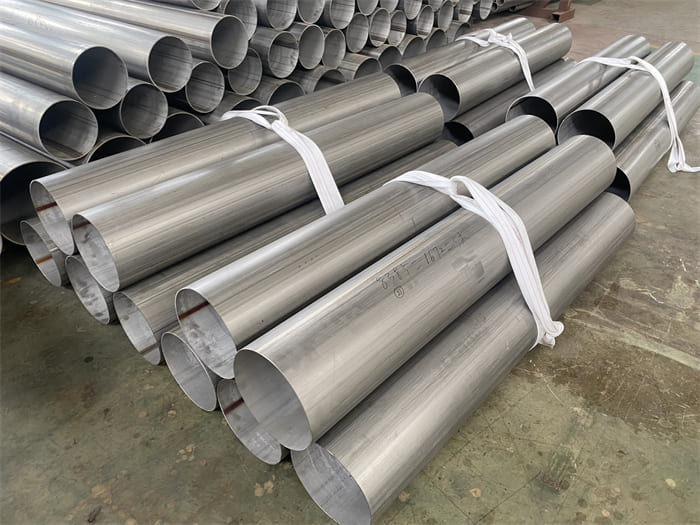
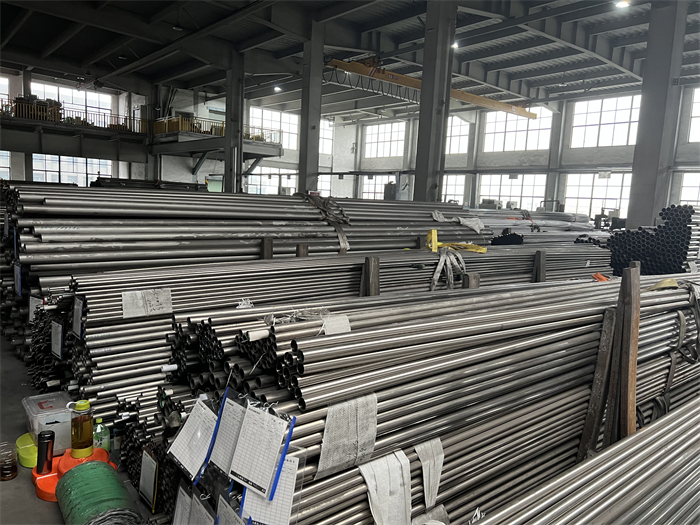
| ベベルエンド、プレーンエンド」 | ステンレス鋼管 | 中国語(簡体字) 鋼管・チューブ |
| ASME B36.19M ステンレス鋼管 | ASTM A182 SS 316Ti オリフィス フランジ | |
| 棒鋼 A350 LF3 棒鋼 | ステンレス鋼の棒および棒 | |
| https:\/\/www.htpipe.com\/スチールパイプ | 合金鋼管 | |
| ニッケル合金パイプ&チューブ | 炭素鋼棒および棒 | |
| 鋼板・シート・コイル | ニッケル合金棒および棒 | |