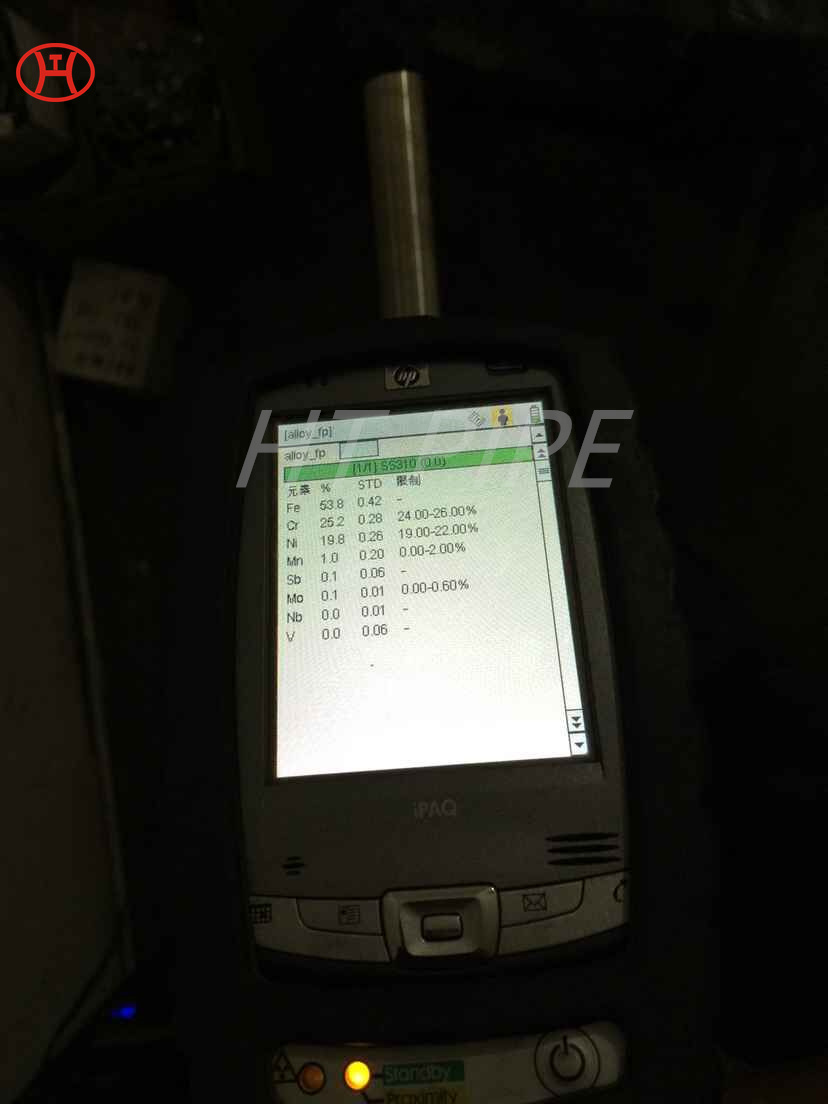
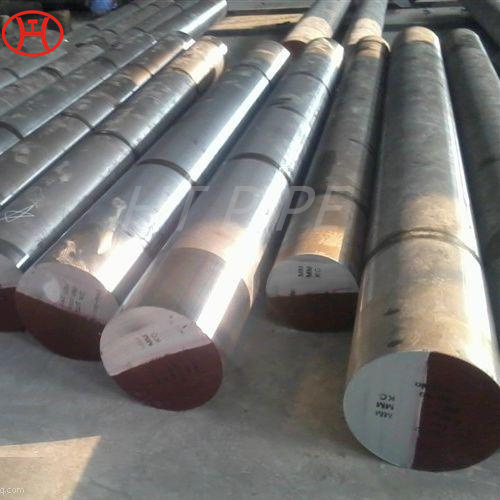
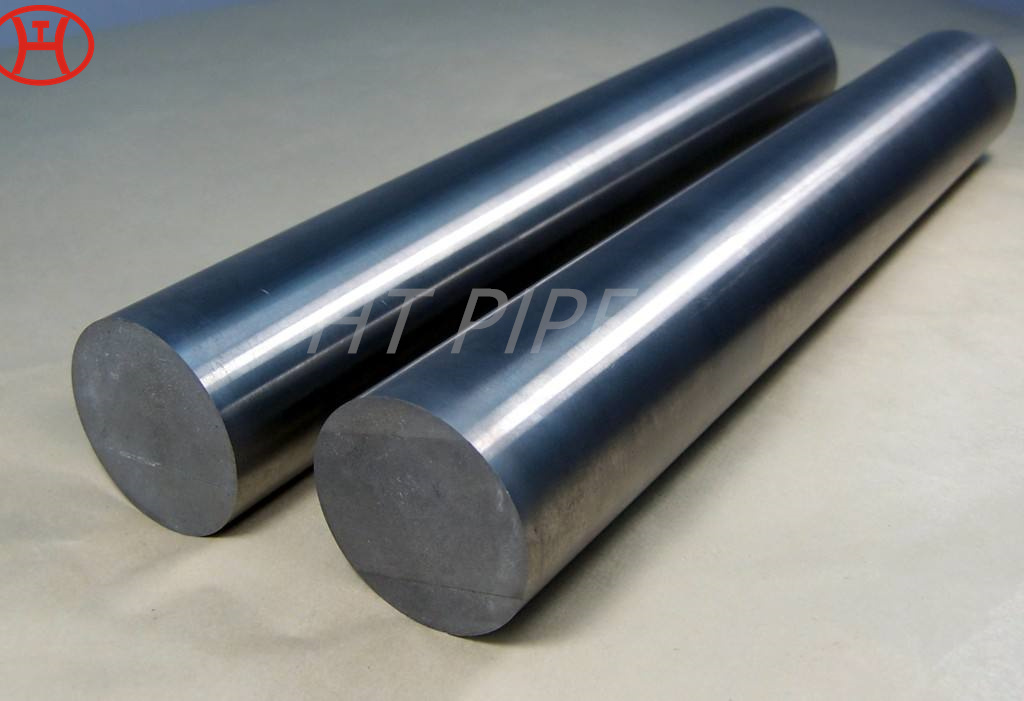
Astm A276 304L S30403 Hex S32760 6Mm 316L од нерѓосувачки челик тркалезна шипка Цена по кг
Потребна е остра алатка, а точната брзина и внесување се многу важни - неопходна е грижа за сечењето да биде доволно длабоко за да се расчисти површината, бидејќи прекумерниот контакт може да го зацврсти материјалот.
Светло лице 316L од нерѓосувачки челик Шестоаголна челична шипка
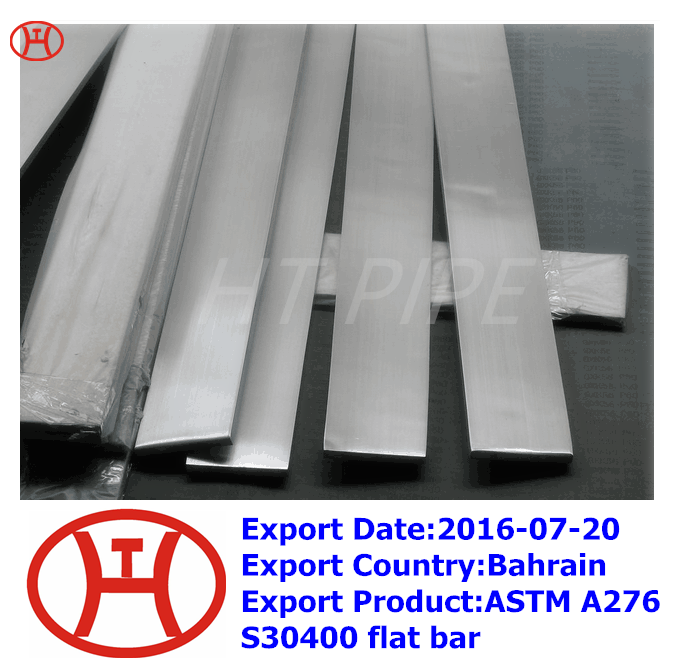
Тежина на рамна шипка од нерѓосувачки челик 316
Сврзувачки елементи од легиран челик
Плочи и лимови и калеми од легиран челик
Ковани прирабници
Плочи и лимови и калеми од не'рѓосувачки челик
квадратна шипка од не'рѓосувачки челик
Тркалезни шипки од нерѓосувачки челик 3mm до 90mm ладно исцртани и полирани, со поголем дијаметар излупени и полирани. Кружните шипки од нерѓосувачки челик се нарачани според ISO H9 (H толеранцијата е негативна). Кружни шипки од нерѓосувачки челик од европски челик се достапни во следните класи 303, 304, 316, 431 EN 57, 904L Други оценки достапни на барање. Должината е случајна и варира помеѓу 4 и 6 метри. Ние нудиме целосна услуга за сечење за да можеме да ја обезбедиме точната големина и должина што ви треба.
Цевки и цевки од легура на никел