Завртка со шестоаголна глава од нерѓосувачки челик 310S ISO4017 ISO4014
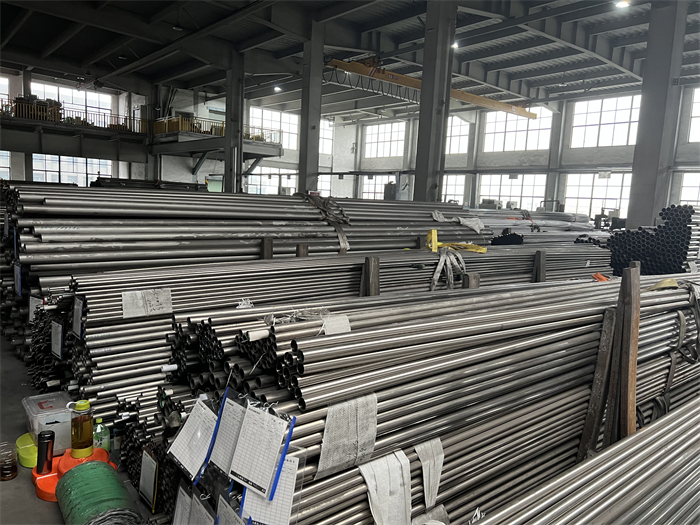
A276 спецификација 310S шипки за производство на завртки, навртки, завртки, столпчиња, навојни шипки, други сврзувачки елементи и склопови од шипки 310S од не'рѓосувачки челик за општи инженерски цели. Секој од приближно 20-те елементи на шестоаголната завртка од нерѓосувачки челик 310S има значително влијание врз микроструктурата, како и врз температурата, времето на задржување и брзината на ладење на промената на микроструктурата.
Степенот 316 и степенот 304 може да претрпат пукнатини од корозија на стрес во раствори што содржат хлоридни јони на температури над околу 60¡ãC. Треба да се земе предвид пукањето од корозија при стрес за сите услуги за корозија каде што корозивната течност може да содржи хлорид.
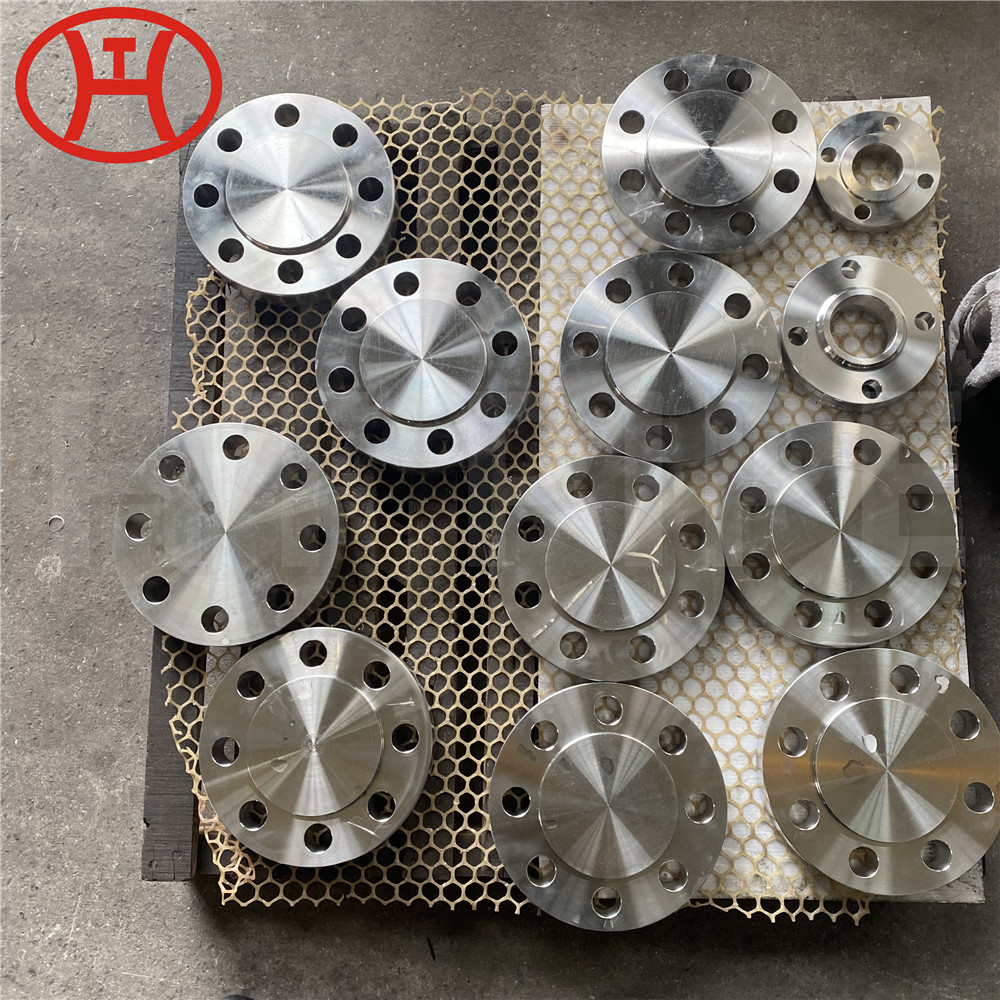
Фитинзите се обликуваат и потоа се загреваат на висока температура по брзото ладење поблиску до ладењето на мирен воздух. Ова брзо ладење ја зголемува силата на фитинзите за цевки од нерѓосувачки челик 310 и ги прави многу посилни. SS 310S Fitting се користи во индустрии како преработка на морска вода, постројки за производство на топлинска енергија и многу домашни цевководи. 310S SS Weld Fittings се користат во различни класи на притисок за да се справат и со барањата за задржување притисок на апликацијата.
Нашиот прирабник од типот 2 Ti, јаглероден челик A694 F60 F65 заварување со заварување, ASTM A182 S32750 завртки за обетка се нови во технологијата и разумни по структура. Добро се продаваат дома и во странство и се добредојдени од мнозинството корисници. Преку акумулирање на добри дела, се надеваме дека ќе придонесеме за одржлив раст на новата развојна шема на одржување на животната средина, придонесувајќи за општеството и важноста на силен човечки ресурси. Во моментов, правиме повеќе напори да се интегрираме во новото нормално, надевајќи се дека ќе изградиме нов модел на развој на компанијата во нова насока. Иако ја разбира основната продуктивност на технологијата, компанијата посветува поголемо внимание на обезбедување на клиентите со подобри производи и услуги. Напредна опрема, професионален дизајн, одлична технологија на производство, совршен систем за обезбедување квалитет и навремена услуга по продажбата се нашите ветувања за секој клиент.
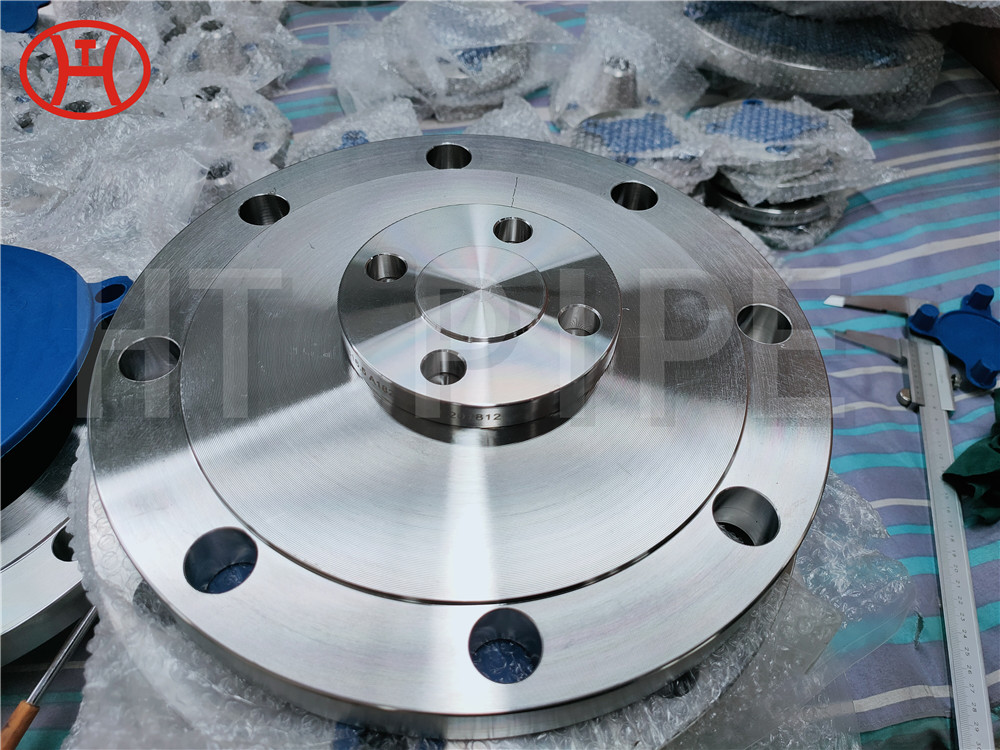
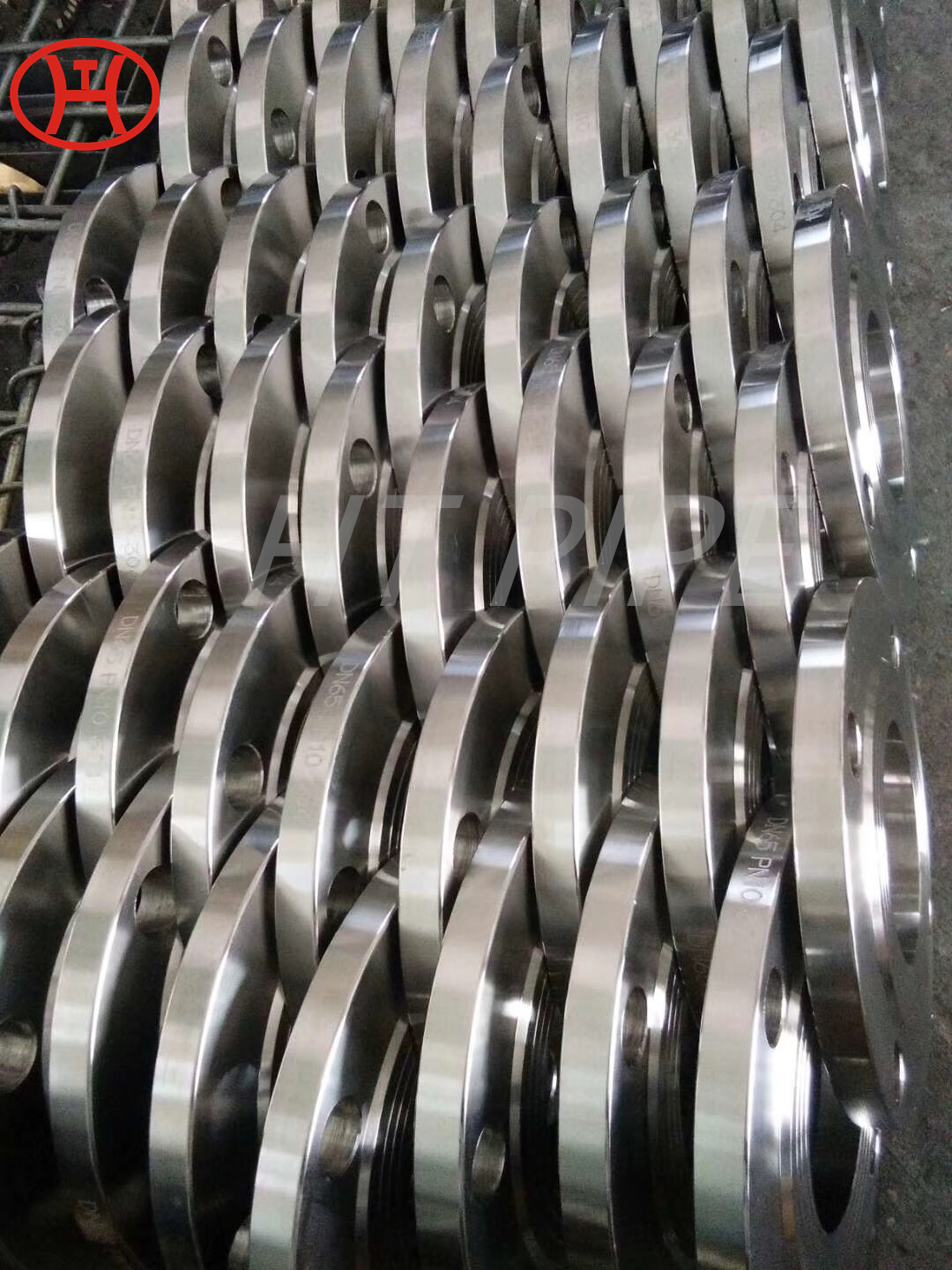
Прирабнички спој е составен од три посебни и независни, иако меѓусебно поврзани компоненти; прирабниците, дихтунзите и завртките; кои се собрани од уште едно влијание, монтерот. Потребни се посебни контроли при изборот и примената на сите елементи за да се постигне спој, кој има прифатлива непропустливост.
Меѓународен метод за означување од не'рѓосувачки челик Американскиот институт за железо и челик користи три цифри за означување на различни стандардни оценки на фалсификуван нерѓосувачки челик. Меѓу нив: ¢ÙАустенитните нерѓосувачки челици се означени со броеви од сериите 200 и 300. На пример, некои од почестите аустенитни нерѓосувачки челици се означени со 302, 304, 316 и 310, ¢Ú Се користат феритни и мартензитни нерѓосувачки челици. ¢Û феритичниот нерѓосувачки челик е означен со 430 и 446, мартензитниот нерѓосувачки челик е означен со 410, 420 и 440C, дуплекс (аустенит-ферит), ¢Ü нерѓосувачки челик, нерѓосувачки челик за стврднување при врнежи и ниска содржина на железо обично се помалку од 50% зголемени
Hot Tags: 309 лим калем од нерѓосувачки челик, Кина, производители, фабрика, цена, приспособено, ASME B16 5 WN прирабница, свиткана UNS S31254 шипка, бв маичка, A53 GR B цевка, 2507 дуплекс плоча, дуплекс челик S32750 Electronic-
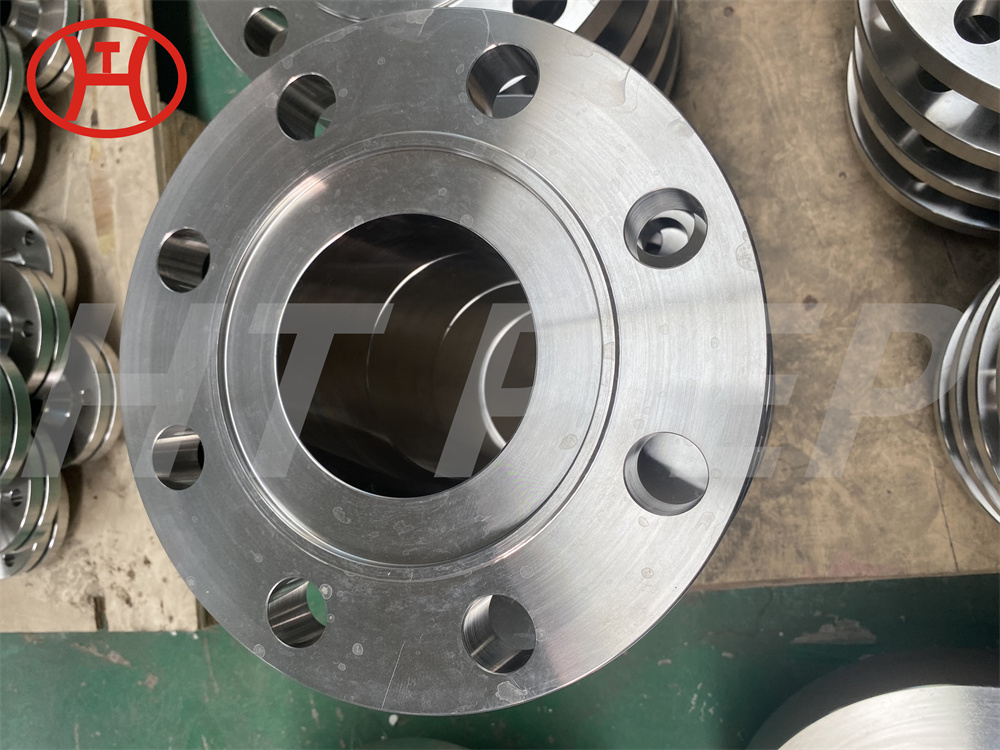
Одликувајќи се со нерѓосувачки челик 304 за многу добра отпорност на корозија, оваа прирабница со врат за заварување ОДОБРЕНА ГРАИНГЕР може да се прицврсти на системот преку периферен завар на вратот. Заварената област може лесно да се испита со радиографија. Соодветниот отвор на цевката и прирабницата ги намалува турбуленциите и ерозијата во внатрешноста на цевководот. Прирабницата е одлична за употреба во вашите критични апликации и е идеална за употреба со воздух, вода, масло, природен гас и пареа.
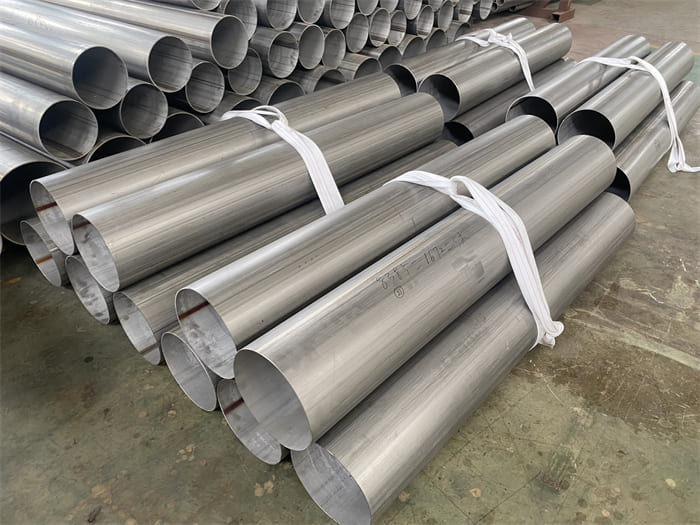
Заварените цевки се произведуваат со тркалање ленти од нерѓосувачки челик во цевка и потоа заварување по целата должина. По заварувањето, спојот на заварот, или зрното, може да се рафинира со методи на ладно валање и ковање или да се остави како што е.