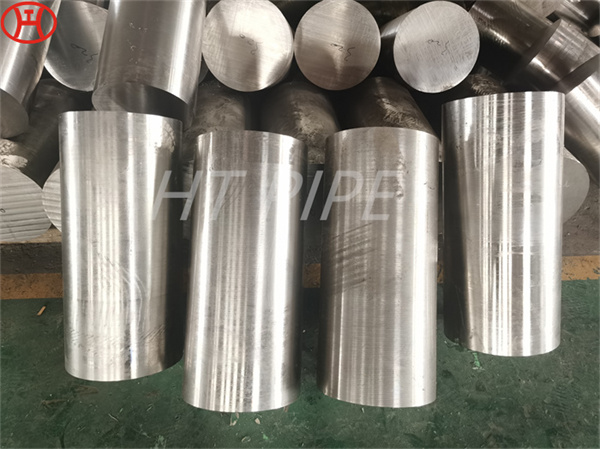
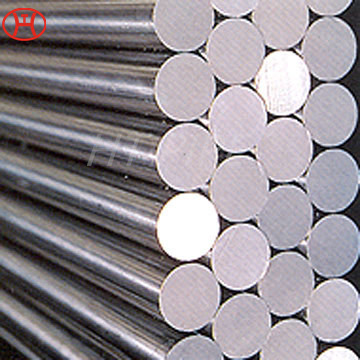
Ние предлагаме пръти и пръти с диаметри, вариращи от 3 мм до 76,2 мм, дължини до 3 м и налични в 3 вида метал.
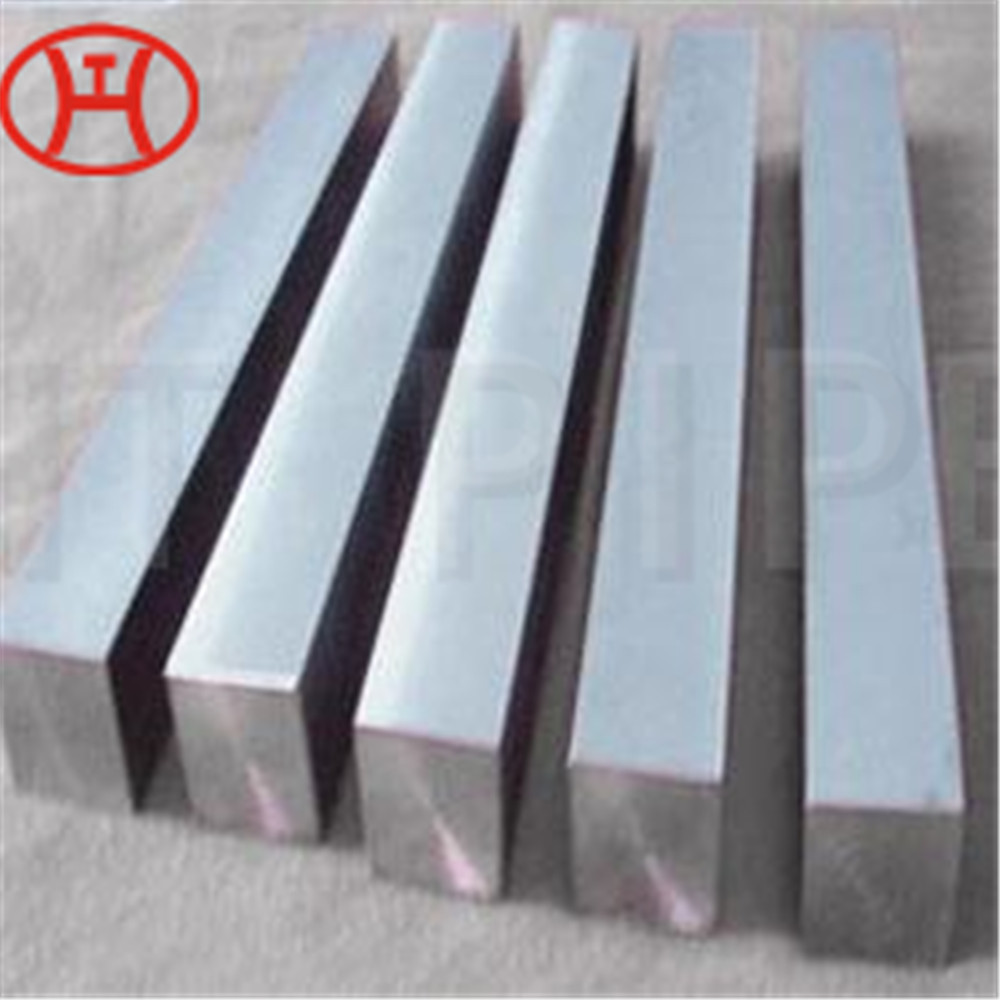
Преимуществените свойства на неръждаемата стомана могат да се видят в сравнение със стандартните обикновени въглеродни нисковъглеродни стомани, като 304, 304l, 316, 316l и 347. Въпреки че неръждаемата стомана има широк спектър от свойства, като цяло в сравнение с меката стомана, неръждаемата стомана има: по-висока устойчивост на корозия, по-висока издръжливост при ниски температури, по-висока степен на втвърдяване при работа, по-висока якост на горещо, повече Висока пластичност, по-висока якост и твърдост, повече атрактивен външен вид и ниска поддръжка.
Плочи и листове от никелова сплав и рулони
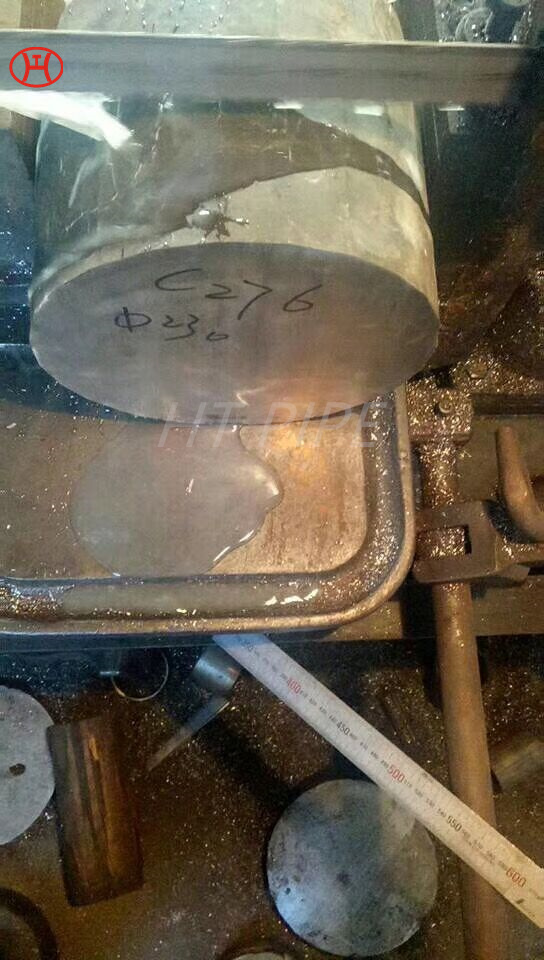
Пръти и пръти от неръждаема стомана
китайски (опростен)
Още пръчки и пръти от неръждаема стомана
Дуплексна стомана
Легирани стоманени плочи, листове и рулони
Крепежни елементи от неръждаема стомана
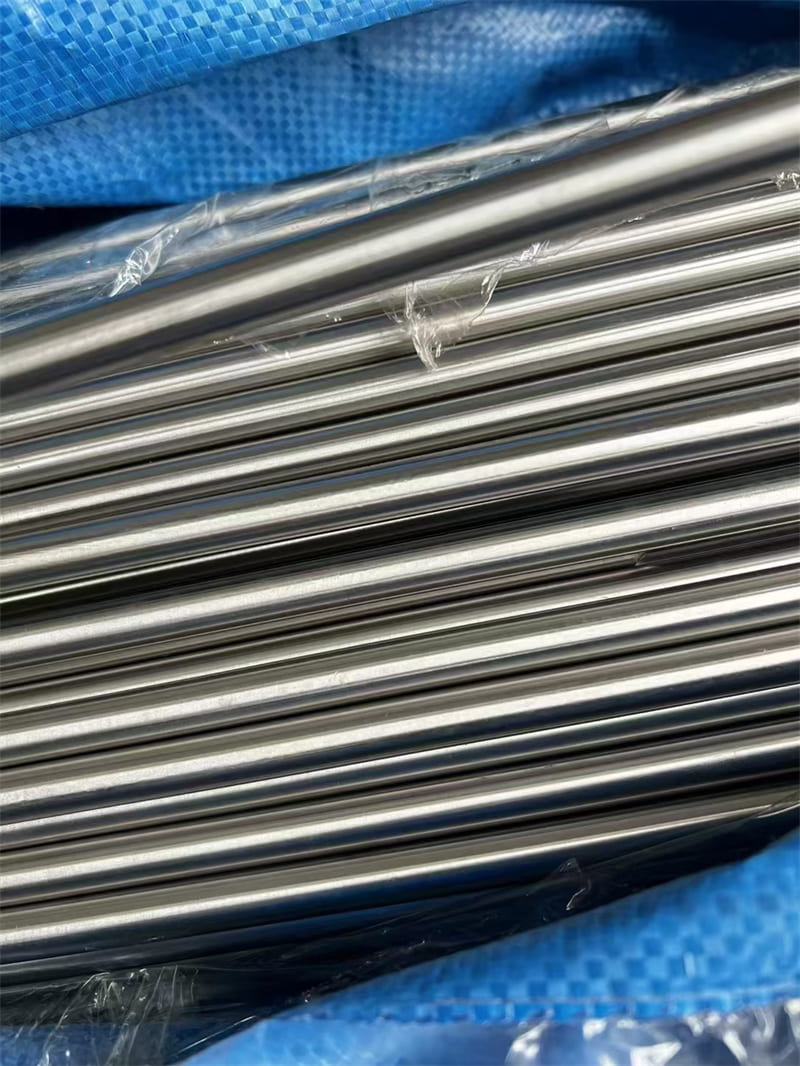
Клас 316L е нисковъглеродна версия на неръждаема стомана клас 316 с повишена устойчивост на повърхностна корозия и може да се използва в същия температурен диапазон. Също така се използва по-често в приложения, които изискват заваряване на компоненти с големи размери. Въпреки че 316\/316L широко се счита за избор по подразбиране за приложения, изискващи морски продукти, той има намалена производителност в топла солена вода.
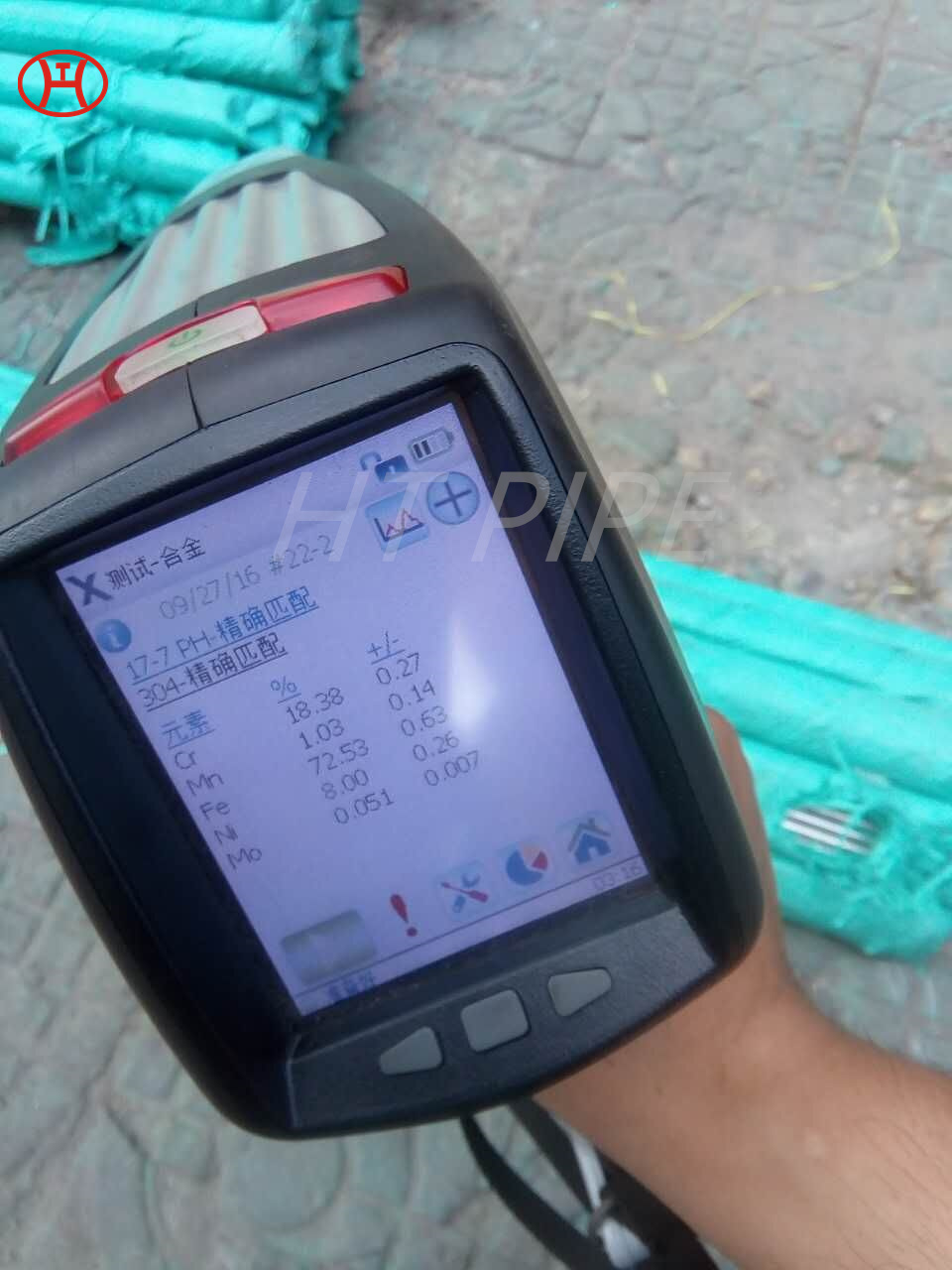
347 PMI тестване с кръгла лента