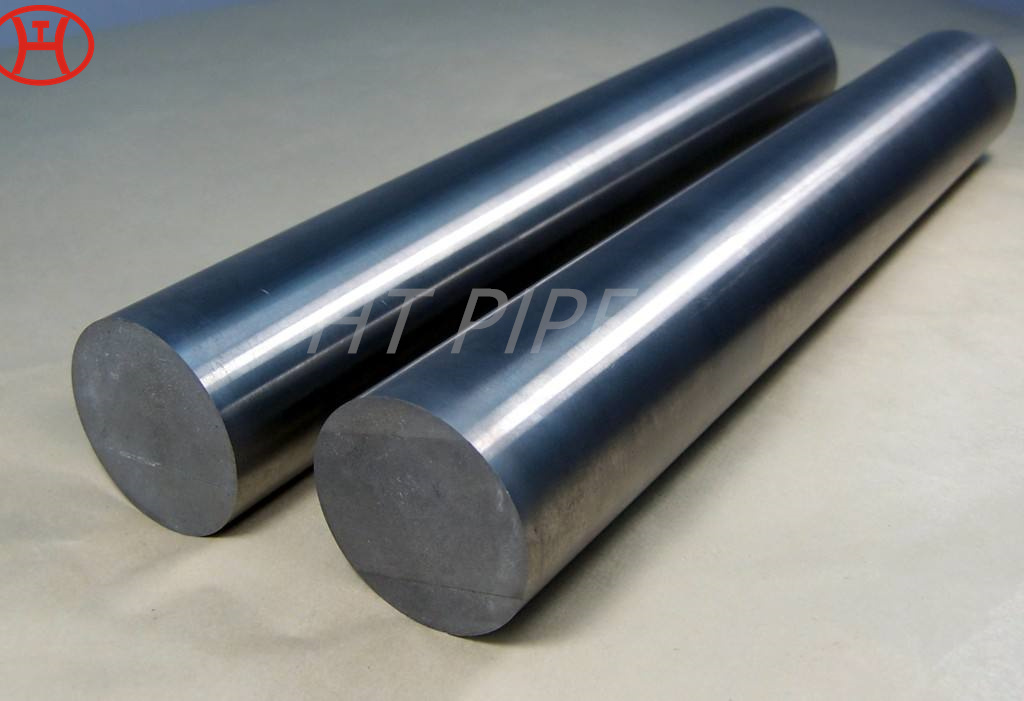
A479 304H Квадрат на пръта Ansi 316 Кръгъл 304 Първокласно качество ASTM Ss 410 430 Пръчка от неръждаема стомана 304L
Пръчките от неръждаема стомана са популярни заради своята устойчивост на корозия и се използват широко при изграждането на основи на сгради, мостове и морска среда. Кръгла неръждаема стомана 304\/304L, икономична неръждаема стомана, идеална за всички приложения, изискващи здравина и превъзходна устойчивост на корозия.
446 кръг 431 цена за kg astm a479 f904l пръти от неръждаема стомана 17-4ph
ss2324 1.4841 двустранен кръгъл прът от неръждаема стомана
347 PMI тестване с кръгла лента
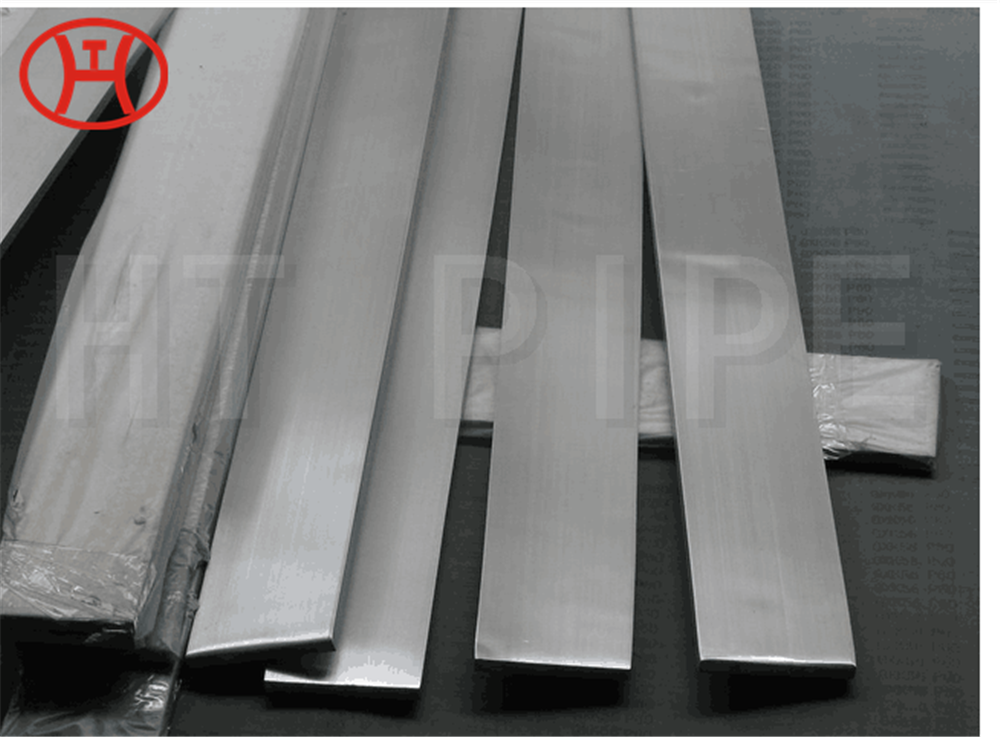
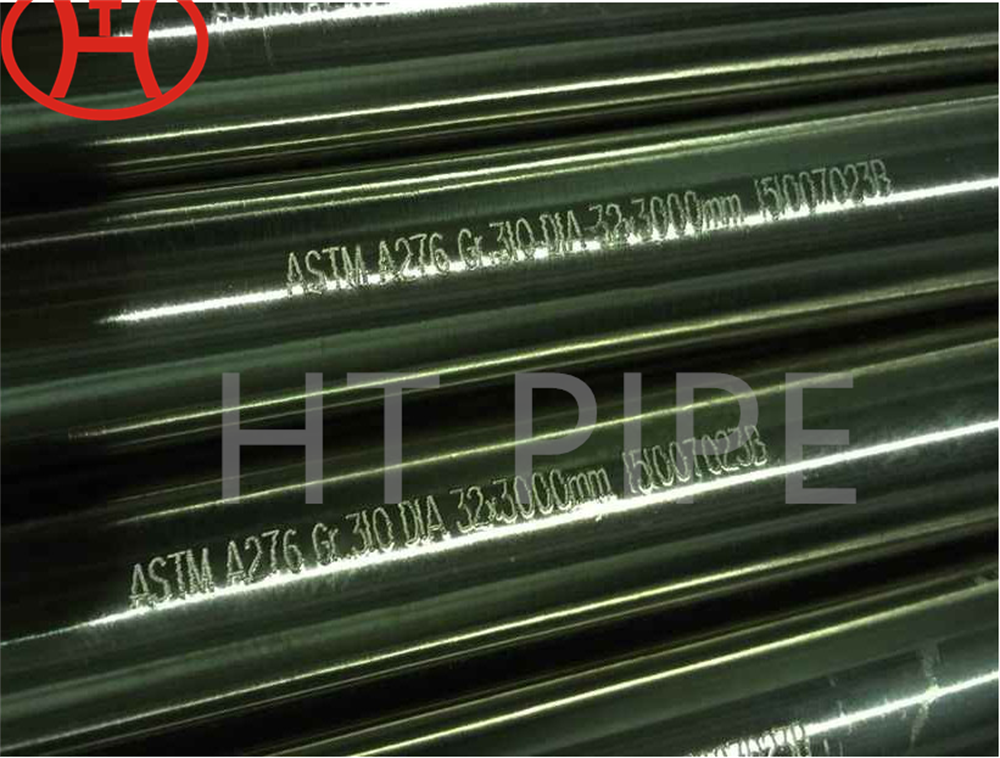
astm a276 неръждаема стомана кръгла лента квадратна лента плоска лента
www.htsteelpipe.com
Кована кръгла DIN 14541 04 ss 304 пръчка 7 mm 316 плосък прът от неръждаема стомана
Още пръчки и пръти от неръждаема стомана
Кръглият прът SMO 254 има добри механични свойства. Минималната якост на опън на тези пръти е 650Mpa, а минималната граница на провлачване е 300Mpa. Всички тези пръти могат да бъдат разтегнати с 35%. Те се използват широко в нефтохимическата промишленост, офшорното сондиране, фармацевтичната промишленост, химическата промишленост и др. Нашата агенция е водещ производител и доставчик на кръгли пръти SMO 254. Нашата цел е да произвеждаме и доставяме най-добрите продукти на разумни цени.
кръгла лента от неръждаема стомана astm a276