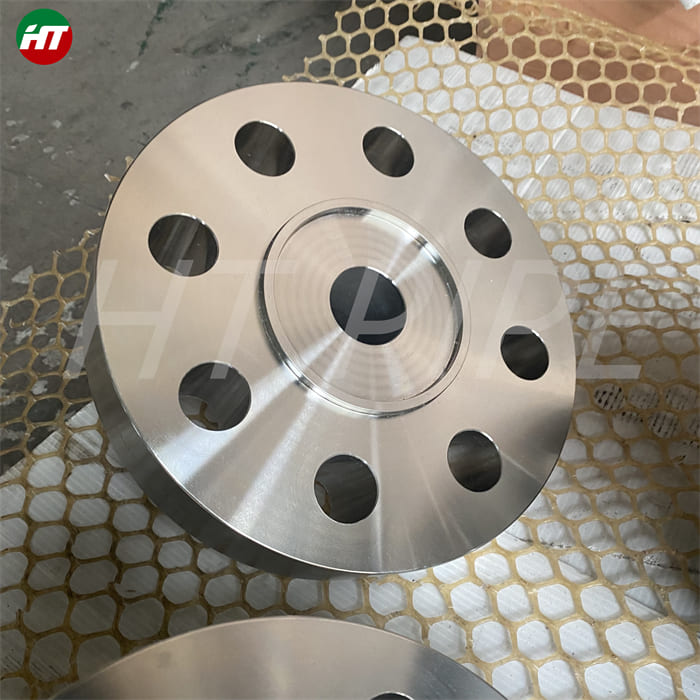
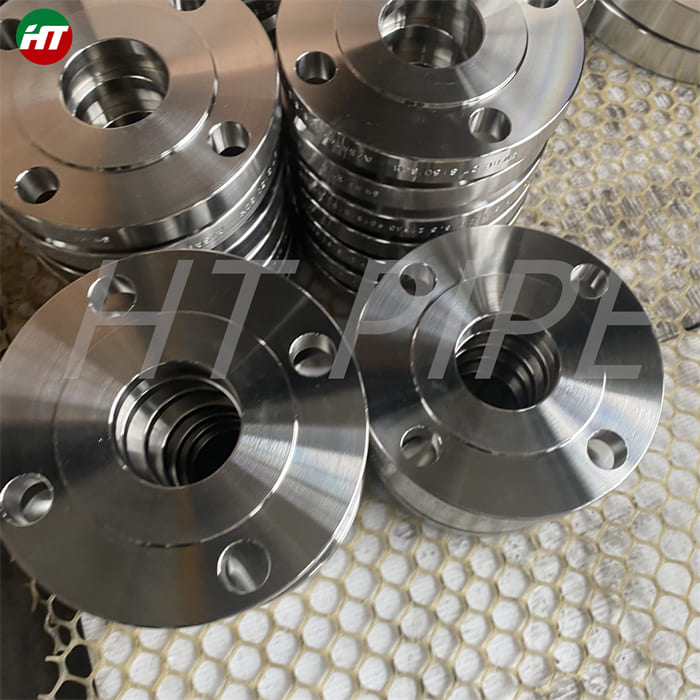
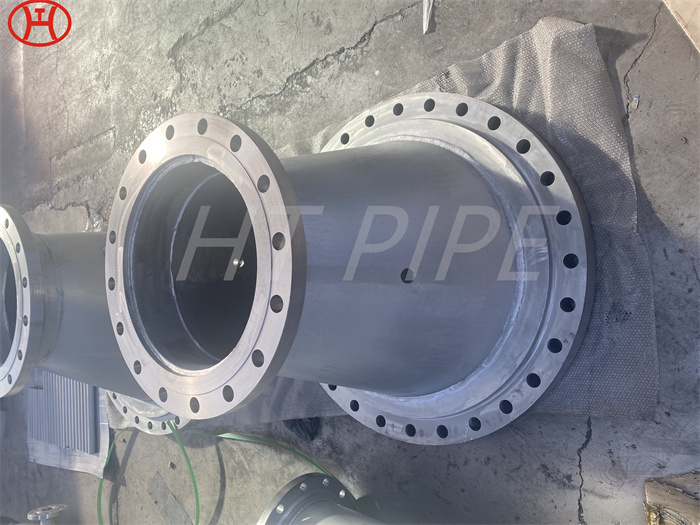
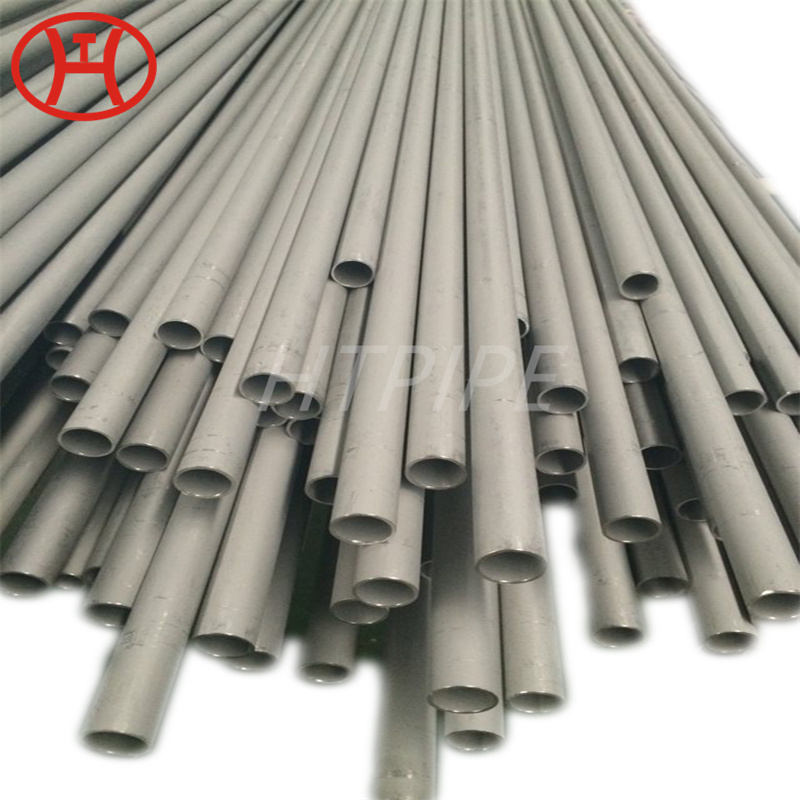
Hastelloy B2 Nippo prirubnice ASTM B564 Hastelloy B2 navojne prirubnice
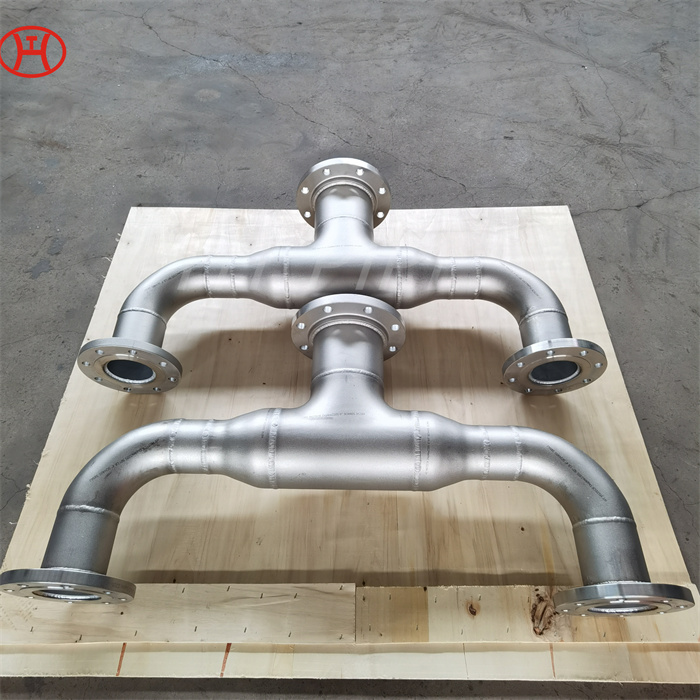
Prefabrikacija može biti različitih tipova i poduzeta u mnogo različitih razmjera, od proizvodnje malih komponenti i podsklopova do velikih zavarenih i vijčanih sklopova koji zahtijevaju značajan logistički izazov za transport do gradilišta
(engleski)
Prethodno:
Monel
Upit
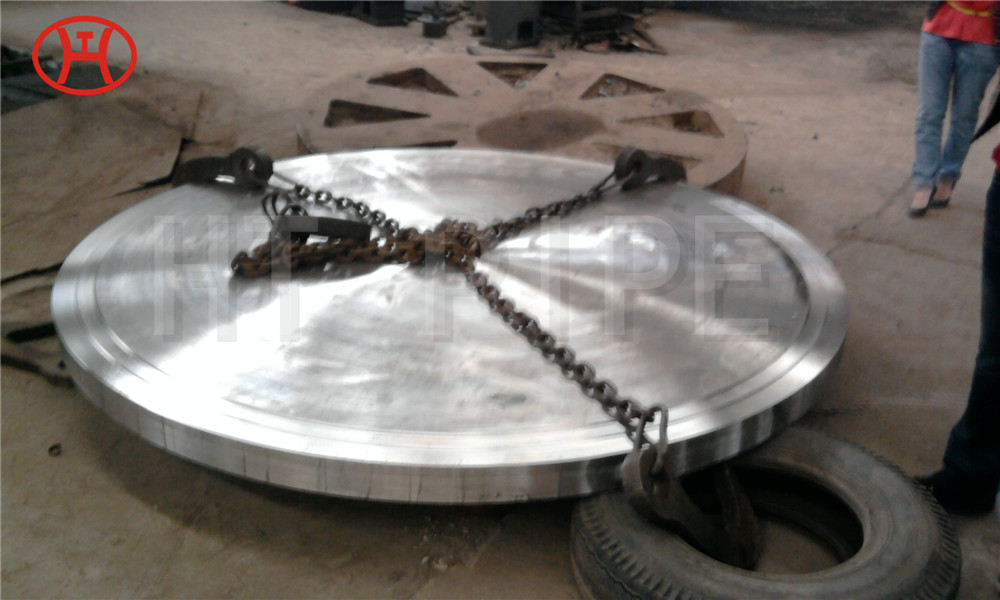
Legura se kuje između 2250\/1750oF (1230\/955oC), a zatim se namače na temperaturi kovanja 30 minuta po inču debljine gredice ili ingota. Kovanje treba započeti odmah, gredica se uklanja iz peći za ponovno zagrijavanje, smanjenje od 25\/40% pomaže da se zadrži što je moguće više unutrašnje topline. Za optimalnu otpornost na koroziju, kovane dijelove treba naknadno žariti. Pogledajte Toplinska obrada.
E-mail:
www.oepipe.com