Wysoka zawartość chromu sprzyja i utrzymuje warstwę pasywną, która chroni materiał w wielu środowiskach korozyjnych.
Przy wyborze stali nierdzewnych, które muszą wytrzymać środowiska korozyjne, często stosuje się austenityczne stale nierdzewne.
Duże ilości niklu i chromu w austenitycznych stalach nierdzewnych zapewniają doskonałe właściwości mechaniczne, a także doskonałą odporność na korozję.
Stal nierdzewna klasy 304 jest ogólnie uważana za najpowszechniejszą austenityczną stal nierdzewną.
Dwa najpopularniejsze gatunki stali nierdzewnej to 304 i 316. Główną różnicą jest dodatek molibdenu, stopu, który znacznie poprawia odporność na korozję, szczególnie w środowiskach o większym narażeniu na sól lub chlorek.
Stal nierdzewna 304 jest najpowszechniejszą formą stali nierdzewnej na świecie ze względu na jej doskonałą odporność na korozję i wartość. Zawiera od 16% do 24% chromu i do 35% niklu, a także niewielkie ilości węgla i manganu.
Stal nierdzewna 304 ma jedną wadę: jest podatna na korozję spowodowaną roztworami chlorków lub środowiskiem zasolonym, takim jak wybrzeże.
Stal nierdzewna 316 zawiera więcej węgla niż 316L. Łatwo to zapamiętać, ponieważ L oznacza „niski”.
316L jest bardzo podobny do 316 niemal pod każdym względem.
Jednakże 316L jest lepszym wyborem w przypadku projektu wymagającego dużej ilości spawania, ponieważ 316 jest bardziej podatny na niszczenie spoiny niż 316L (korozja w spoinie).
316 można wyżarzać, aby zapobiec gniciu spoiny.
316L jest również doskonałą stalą nierdzewną do zastosowań w wysokich temperaturach i wysokiej korozyjności, dlatego jest tak popularna w zastosowaniach budowlanych i projektach morskich.
Stal nierdzewna klasy 904L nie przypomina żadnej innej stali. Dzięki dodatkowej zawartości chromu, molibdenu, niklu i miedzi stal 904L charakteryzuje się doskonałą odpornością na korozję, rdzę i kwasy.
Stop 347 (UNS S34700) to płyta ze stali austenitycznej stabilizowanej kolumbem, o dobrej ogólnej odporności na korozję i nieco lepszej odporności w warunkach silnego utleniania niż 321 (UNS S32100).
Dodatek miedzi do tego gatunku zapewnia lepszą odporność na korozję niż konwencjonalne stale nierdzewne chromowo-niklowe, zwłaszcza na kwasy siarkowy, fosforowy i octowy. Jednakże zastosowanie kwasu solnego jest ograniczone.
Ma doskonałą odporność na korozję międzykrystaliczną po wystawieniu na działanie temperatur w zakresie wytrącania węglika chromu od 800°C do 1500°F (427°C do 816°C).
Materiał ze stali nierdzewnej 904L \/ 1.4539 może być stosowany do produkcji blach i taśm walcowanych na gorąco i na zimno, półproduktów, prętów, drutu i profili walcowanych, a także rur bez szwu i spawanych do zastosowań ciśnieniowych.
Stop ma dobrą odporność na utlenianie i wytrzymałość na pełzanie do 1500°F (816°C). Posiada również dobrą wytrzymałość w niskich temperaturach.
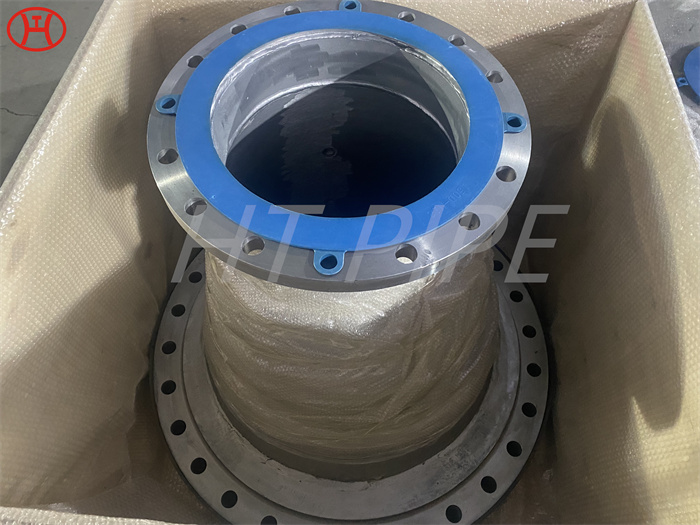
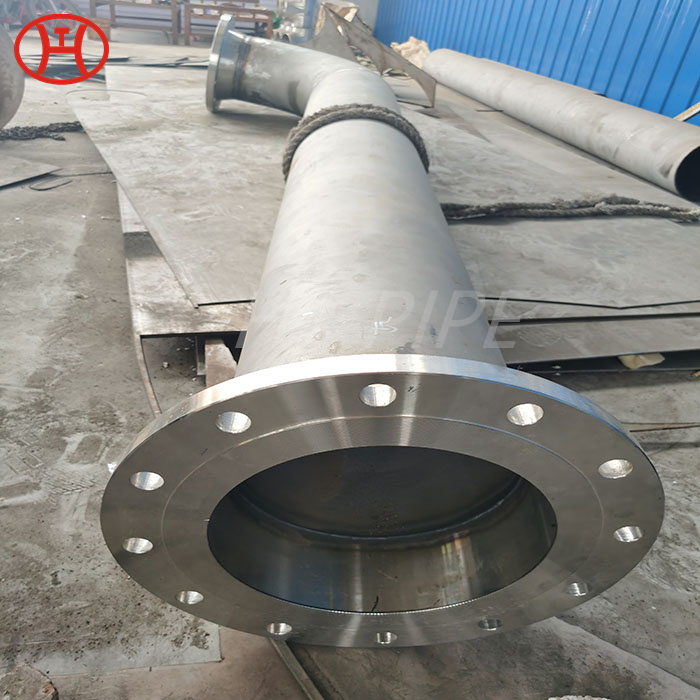
Stalowe szpule rurowe nazywane są również prefabrykowanymi elementami systemu rurociągów, takimi jak rury, kołnierze i łączniki rurowe, i są montowane na etapie projektowania przed wysłaniem ich do producenta.
Szpule rurowe są wstępnie zmontowanymi częściami systemu rurowego. Rury, kołnierze i złączki nazywane są szpulami rurowymi i są produkowane przed użyciem w systemie rurociągów.
Szpule rurowe są wstępnie ukształtowane, aby ułatwić montaż przy użyciu podnośników, mierników i innych narzędzi do łączenia części. Szpule rurowe łączą długie rury z kołnierzami na końcach długich rur, dzięki czemu można je skręcić ze sobą za pomocą pasujących kołnierzy.
Połączenia te osadza się wewnątrz ścian betonowych przed wylaniem betonu. System ten musi zostać odpowiednio ustawiony przed wylaniem betonu, ponieważ musi wytrzymać ciężar i siłę konstrukcji.
Zwykle łatwo ulegają korozji ze względu na wystawiane na nie elementy; wodę i naturalne elektrolity. Podczas stosowania systemów szpul rurowych należy przeprowadzić akceptowalny monitoring ochronny.
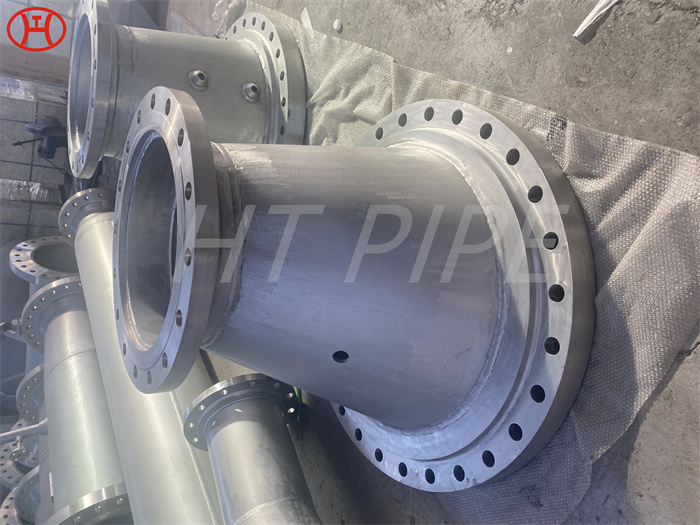
Produkcja szpul rurowych jest bardzo ważna, ponieważ budowa statków i inne gałęzie przemysłu morskiego wymagają intensywnych rurociągów. Szpule rurowe mają ogromne zalety, ponieważ zmniejszają ograniczenia przestrzeni na budowie.
Dzięki tej przewadze wszystkie gałęzie przemysłu korzystające z rurociągów mają doskonałą okazję do zwiększenia wydajności swoich systemów rurociągów oraz zmniejszenia zapotrzebowania na siłę roboczą i czas.
Systemy szpul rurowych są najczęściej stosowane w elektrowniach i rafineriach ropy naftowej, które wymagają intensywnych rurociągów. Systemy te obejmują przewóz i transport cieczy i gazu, a te systemy transportowe wymagają wielu części łączących. W tych systemach nie ma miejsca na błędy.
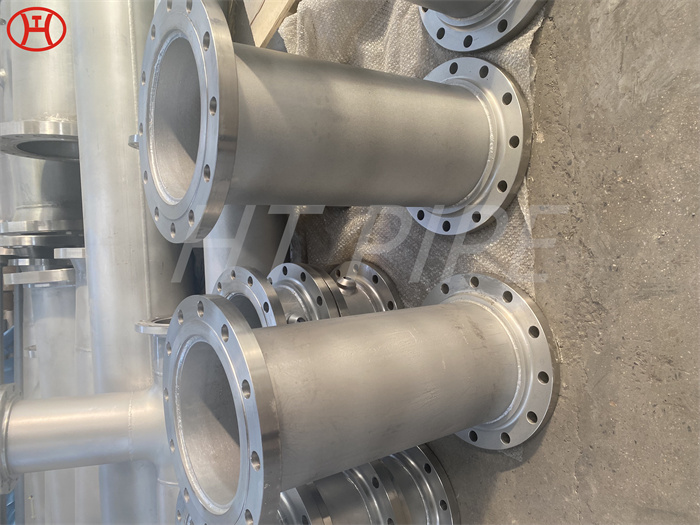
Szpule rurowe produkowane są przy użyciu surowych rur i złączek rurowych. Proces cięcia surowych rur odbywa się przy użyciu wcześniej określonych rozmiarów odpowiednich dla łączników rurowych i innych komponentów.
Poniższa procedura po zaznaczeniu jest etapem cięcia. Sposób cięcia jest różny dla różnych materiałów. Dlatego w przypadku stali węglowych stosuje się metodę cięcia płomieniowego. Ponadto elementy ze stali nierdzewnej można ciąć za pomocą maszyny do cięcia łukiem plazmowym. Jeśli używana jest przecinarka łukiem plazmowym, należy zachować pewne warunki.
Szpule rurowe są prefabrykowane, aby obniżyć koszty instalacji w terenie i zapewnić wyższą jakość produktów. Zwykle są one kołnierzowe, aby uzyskać połączenie z innymi szpulami. Produkcja szpul jest zwykle wykonywana przez specjalne firmy posiadające wymaganą infrastrukturę.
Przecinarkę plazmową stosuje się do dużych rur (powyżej 28 cali nominalnego rozmiaru rury), a jej zastosowanie jest również korzystne przy odcinaniu gałęzi. Jeśli to możliwe, w rurach lub kształtkach należy umieścić wewnętrzną obudowę, aby zabezpieczyć je przed odpryskami wytwarzanymi przez przecinarkę plazmową. Po cięciu należy zachować przygotowanie krawędzi.