Rörspolar är tillverkade från ett antal råa rör och rörbeslag (t.ex. armbågar, flänsar, tees, etc.) i tillverkningsbutiker.
Rå rör skärs till de nödvändiga storlekarna och rörs med rörbeslag till ett monteringsbord, där några av komponenterna är monterade ihop (dvs tillfälligt anslutna). Den resulterande undermonteringen (en del av den slutliga rörspolen) fortsätter med svetsoperationer (dvs permanent ansluten) innan den kommer tillbaka till monteringstabellen och blir utrustad med andra spolkomponenter.
Stålrörspolar kallas också prefabricerade komponenter i ett rörsystem som rör, flänsar och rörbeslag, och de är monterade under utvecklingen innan de skickar dem till tillverkningen.
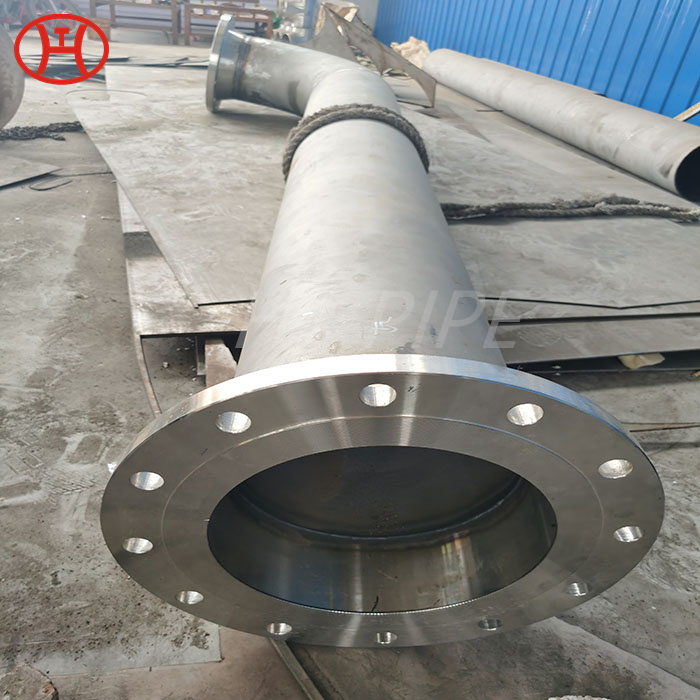
Denna rostfritt stålrörspolning är ofta flänsade för att underlätta anslutningen till andra spolar och föredras också mestadels i olika industriella tillämpningar, såsom kraftverk och petroleum raffinaderier kräver intensiva rörledningar.
Vi tillverkar också rörprodukter. När kunder behöver olika element monteras tillsammans före installationen, kallas applicering av tillverkade element tillsammans piping spolapplikationerna. Det finns rostfritt stålrörspolar produkter såväl andra material som är tillverkade spolar i begagnade.
Rörspolarna appliceras vanligtvis i betongstrukturer för att se till att de nödvändiga beslagen finns på plats innan de hälls betong i konstruktionen.
De tillverkade rörspolarna i rostfritt stål är användbara för kunderna genom att de inte missar några delar och de eliminerar svårigheten med installation på plats.
Det finns olika materialgrader som används för att producera dessa spolar. 304 rostfritt stål är den mest använda klass. Sanitär rostfritt stål 304 Tri Clamp Spool består av detta material och har 3 klämmor monterade för kundens bekvämlighet. Vi tillhandahåller också anpassade lösningar till våra kunder. Kontakta oss för dina behov.
Antalet svetsar på en spole måste hållas i ett minimumantal. Dimensionen av avståndet mellan omkretssvetsar och mittlinjerna får inte vara större än de fyra gånger väggtjockleken på röret eller montering. Efter de viktigaste svetsarna måste klibbsvetsar göras exakt. Alla svetsar i spolarna måste implementeras enligt korrekt svetsprocedurspecifikation (WPS). När svetsprocessen är klar utförs kvalitetskontroll av komponenterna av specialisterna.
De kombinerade delarna värmer värmebehandling med syftet att minska de inducerade inre spänningarna. Värmebehandlingsförfarandet utförs enligt ASME B31.3 -standarder. Därefter måste rörspolarna målas för att skydda ytorna från alla korrosionsrisker.
ASTM A403 rörspolar, SS -rörspolar, rostfritt stålrörspolar, WP -klass SS 304 rörspolar, DIN2617 SS -rörspolen, DIN2616 SS -rörspolen i Kina.
Rörspolar är förbyggnadsdelarna i ett rörsystem. Rör, flänsar och beslag kallas rörspolar och de produceras innan de används i rörsystemet.
För tillförsel av vatten och brandfarliga gaser är stålrör de mest användbara rören. De används i många hem och företag för att överföra naturgas eller propanbränsle. De använde också för brandsprinklersystem på grund av deras höga värmebeständighet.
Dessa anslutningar är inbäddade inuti betongväggar före hällningen av betong. Detta system måste anpassas ordentligt innan betong häller eftersom det måste tåla strukturens vikt och kraft.
De korroderar i allmänhet lätt på grund av de element de exponerar; Vatten och naturliga elektrolyter. Acceptabel skyddande övervakning måste göras vid applicering av rörspolsystem.
Tillverkning av rörspolen är mycket viktig eftersom byggandet av fartyget och andra marina industrier kräver intensiva rörledningar. Rörspolar skapar stora fördelar eftersom de minskar utrymmet på plats på plats.
Med denna fördel har all pipeline som använder industrier en stor möjlighet att öka deras rörledningssystemeffektivitet och minska deras behov av arbetskraft och tid.
Rörspolsystem används mest i kraftverk och petroleumförädling som kräver intensiva rörledningar. Dessa system inkluderar vagn och transport av vätska och gas och dessa transportsystem behöver massor av anslutningsdelar. I dessa system finns det ingen plats för misstag.
Rörspolar produceras genom användning av råa rör och rörbeslag. Skärprocessen för de råa rören görs med förutbestämda storlekar som är lämpliga för rörbeslag och andra komponenter.
Följande procedur efter markeringen är skärsteget. Vägen att klippa skiljer sig åt olika material. För kolstål används således flamskärningsmetoden. Dessutom kan komponenter i rostfritt stål skäras med en plasmaskärmaskin. Om plasmbågskäraren används måste vissa vissa förhållanden upprätthållas.
Rörspolar är förkastade för att minska fältinstallationskostnaderna och ge högre kvalitet i produkterna. De är i allmänhet flänsade för att få anslutningen till andra spolar. Spolstillverkningen utförs normalt av specialföretag som har den nödvändiga infrastrukturen.
Plasmbågskäraren används för stora rör (över 28 tum nominell rörstorlek) och dess användning är också fördelaktigt för att skära av grenar. Om möjligt måste ett internt fodral vara beläget i rör eller beslag för att skydda dem från sprutarna som skapas av plasmbågskäraren. Efter skärningen och kantberedningen måste hållas.
Dessa specialiserade tillverkare producerar systemet under den angivna uppsättningen av kvalitet och noggrannhet för att få korrekt passform på platsen och för att upprätthålla nödvändiga tekniska egenskaper som definieras av klienten.
Ytkanterna på komponenterna måste vara jämna och ytförorenden måste tas bort. En avfasningsprocess implementeras för kanterna på delarna. En slipmaskin används för avfasningsprocessen. Typen av slipmaskiner för avfasning skiljer sig åt för rostfritt stålkomponenter och kolstålskomponenter.
Rörspolar är förformade för att underlätta montering med lyftanordningar, mätare och andra verktyg för att gå med i delarna. Rörspolar förenar långa rör med flänsar från slutet av de långa rören så att de kan bultas med varandra med matchande flänsar.
En passning och svetsprocess måste appliceras efter kanten av delar. Därför kan delar för rostfritt stål och kolstålrörspolar placeras på stålbaser eller träbaser. Dessutom måste varje kontaktmöjlighet mellan kolstål och rostfritt stål minimeras.
Stålens hållbarhet är en av de bästa fördelarna med rörledningssystemen. Det är starkt och det kan tåla tryck, temperaturer, tunga stötar och vibrationer. Den har också unik flexibilitet som ger en enkel förlängning.
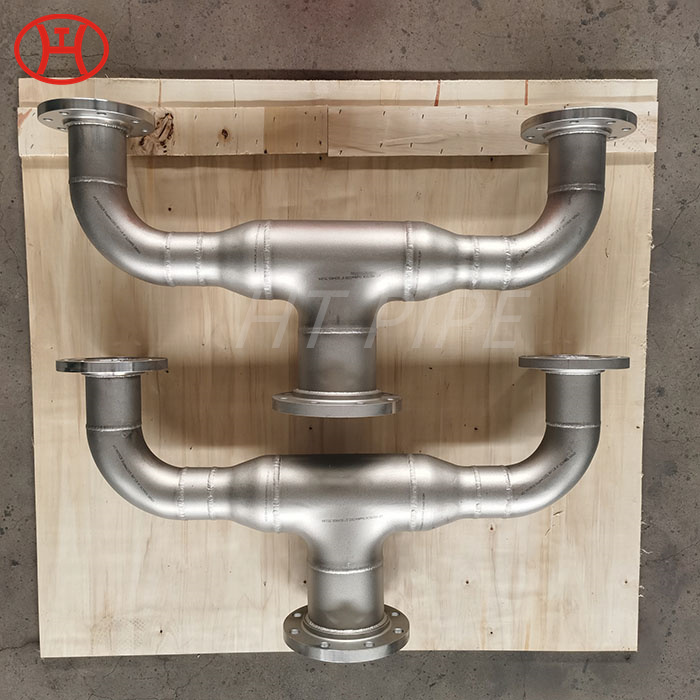
Därför kan den valda radien för armbågen vara mycket viktig. Den andra typen av armbågar minskar armbågarna. I denna typ av armbågar är dimensionen på mittlinjenadie lika med halvan av den nominella storleken på den större änden. Minska armbågarna, återigen, upprätthålla en 90 ¡le flödesförändring i rörledningssystemet. Dessutom kan en 180 ¡ãflow -förändring också upprätthållas genom att använda en specifik typ av reducerande armbåge som kallas ¡® returnböjningar.
Teesna används också för förändring av flödesvinkeln och distributionen av det strömmande materialet antingen till en eller flera kanaler. Tees kan delas upp i två huvudgrupper som är rumpsvetsade tees och uttagets svetsade tees. Stångens svetsade tees används för att utföra en vinkelrätt fördelning av flödet. De gör 90s grenar med kopplingen mellan rörledningen och distribuerar den kommande frågan från huvudlinjen.