ASTM A194 8T 8TA 2H raskas pultti ASME B18.2.2
Kromimolybdeeniseosteräs tai kromimolybdeeni, CrMo on seosterästä, jota käytetään korkean lämpötilan ja korkean paineen käyttöön. Kromimolybdeenia käytetään sähköntuotannossa ja petrokemianteollisuudessa sen vetolujuuden, korroosionkestävyyden ja korkeiden lämpötilojen lujuuden vuoksi. Kromimolybdeenin lujuus-painosuhde on parempi kuin teräksellä, minkä ansiosta suunnittelijat voivat käyttää ohuempiseinäisiä tai halkaisijaltaan pienempiä putkia kokonaispainon vähentämiseksi.
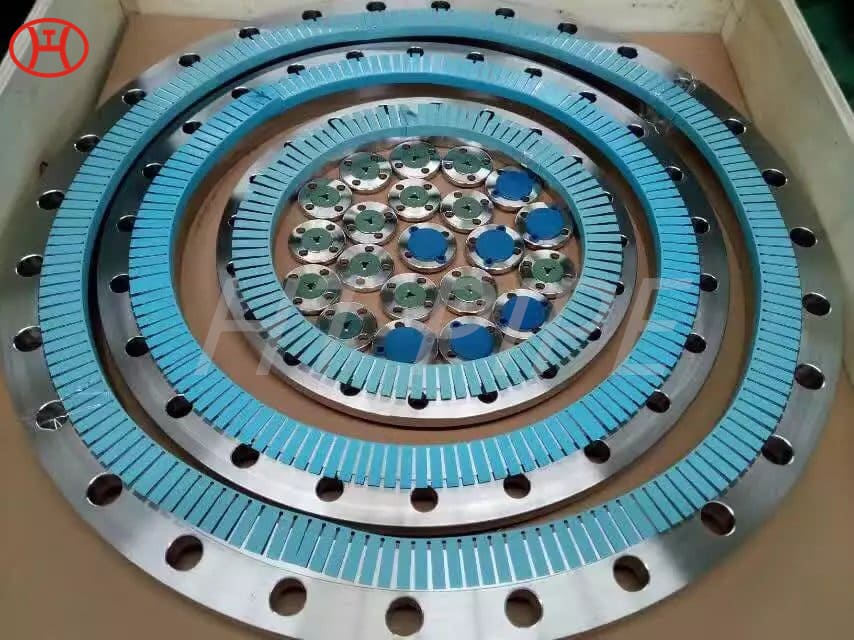
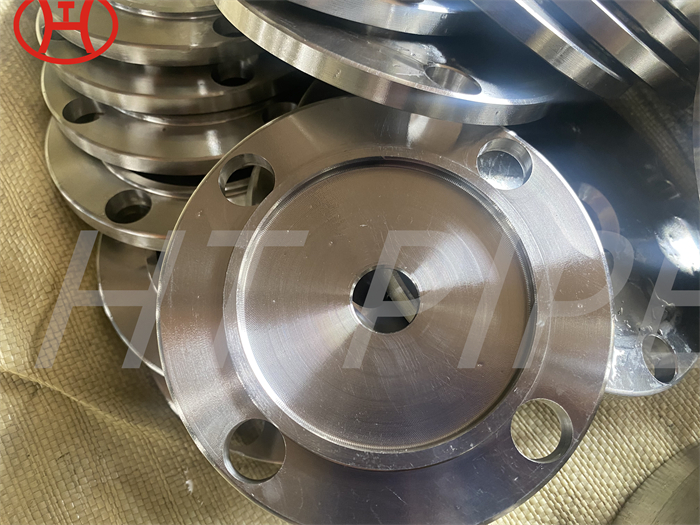
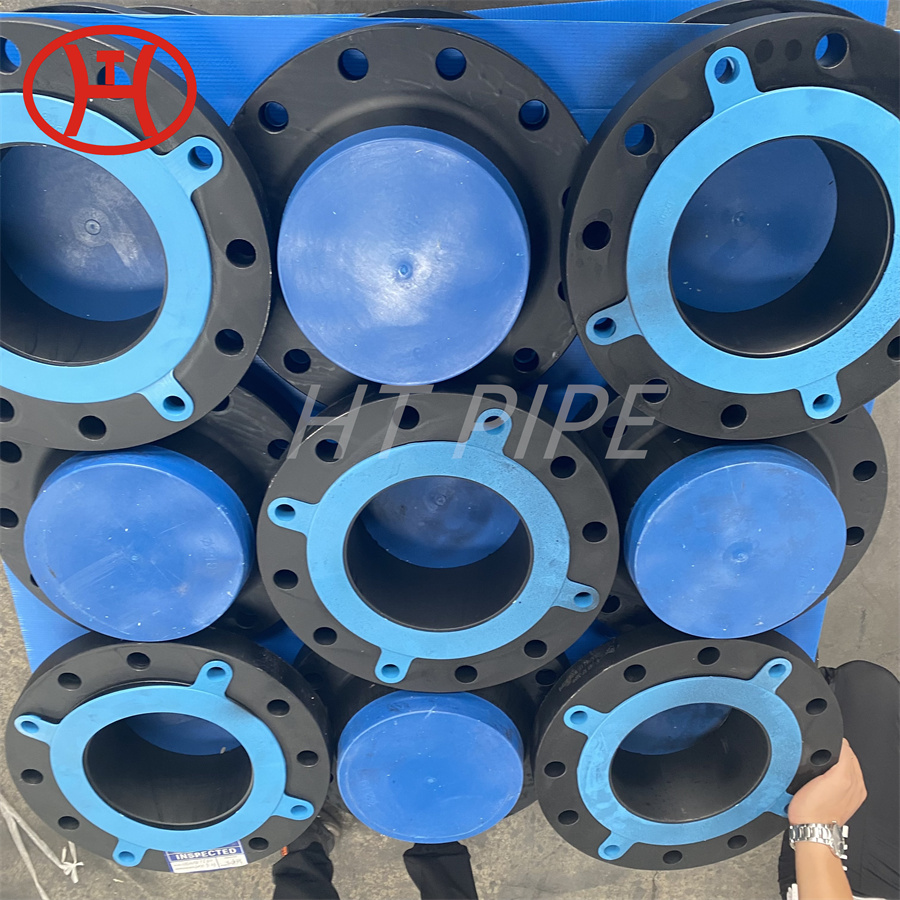
Erityyppiset ASTM A182 F5 taotut liittimet sisältävät kierrelaipat, liukulaipat, hitsauskaulalaipat, hylsyhitsauslaipat, umpilaipat ja läppälaipat.
Tšekki
Tyyppi saumaton putkiSeosterästangot ja -tangotASTM A193 Grade B7 on vakiomateriaalispesifikaatio kromi-molybdeeniseosteräskiinnittimille lujiin, korkeisiin lämpötiloihin ja erikoistarkoituksiin. Laatu B7 on lämpökäsitelty kromimolybdeeniseosteräs, jonka vetolujuusvaatimus on vähintään 100 ksi, myötöraja 75 ksi ja maksimikovuus 35 HRC. ASTM A193 -spesifikaatio kattaa vaatimukset kemiallisesta koostumuksesta, mekaanisista ominaisuuksista, kovuudesta, lämpökäsittelystä ja suositelluista mutterialuslevyistä luokan B7 kiinnittimille. ASTM A193 Grade B7 on laajin spesifikaatio kiinnittimille, joita löytyy yleisesti pulteista tai putkista, paineastioista, venttiileistä, laipoista ja liittimistä.
Tšekki
Seos 20 (Alloy 20) on rautapohjainen austeniittiset metalliseos, joka on kehitetty kestämään rikkihapon korroosiota. Sillä on erinomainen rikkihapon korroosionkestävyys; sillä on vahva vastustuskyky fosforihappo-, typpihappo- ja kloridiympäristöille, kloridijännityskorroosiolle, pistekorroosiolle ja halkeamakorroosiolle. Siksi lejeeringillä 20 on nimi korroosionestoaineseos; sillä on laaja valikoima sovelluksia: kuten: kemian-, elintarvike-, lääke-, voimantuotanto- ja muoviteollisuus käyttää sitä. Pistekorroosion ja kloridikorroosion, jännityskorroosion halkeiluongelmien jne. kestävyyteen käytetään usein metalliseosta 20.
Tšekki
B7 y B7M se trataran termicamente mediante enfriamiento rapido y revenido en un medio liquido. Para los sujetadores B7M, el tratamiento termico final, posiblemente una operacion de templado si se realiza a un minimo de 1150 ¡ãF [620 ¡ãC], debe realizarse despues de todas las operaciones de mecanizado y formacion, inclutequidoers de laminadoy el. Preparacion de la superficie que permite realizar pruebas de dureza, evaluacion no destructiva o tension ultrasonica de pernos.