合金 904L は、ニッケルとモリブデンの合金化度が高いため、他のオーステナイト系ステンレス鋼よりも優れています。
腐食環境に耐える必要があるステンレス鋼を選択する場合、オーステナイト系ステンレス鋼がよく使用されます。
オーステナイト系ステンレス鋼には多量のニッケルとクロムが含まれているため、優れた機械的特性と優れた耐食性が得られます。
グレード 304 ステンレス鋼は、一般に最も一般的なオーステナイト系ステンレス鋼と考えられています。
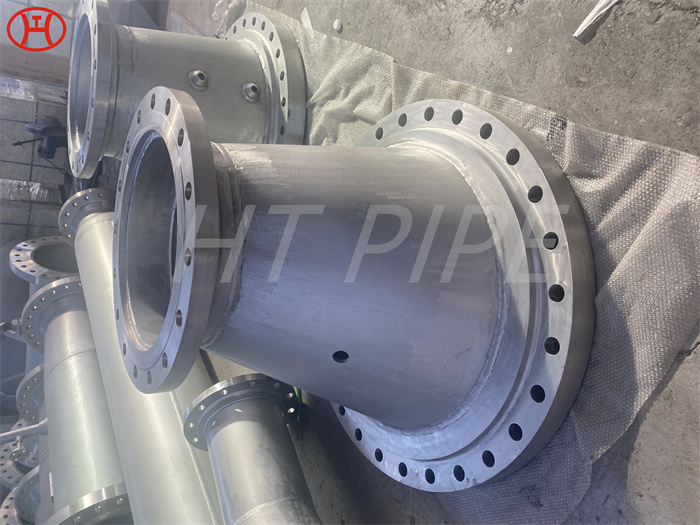
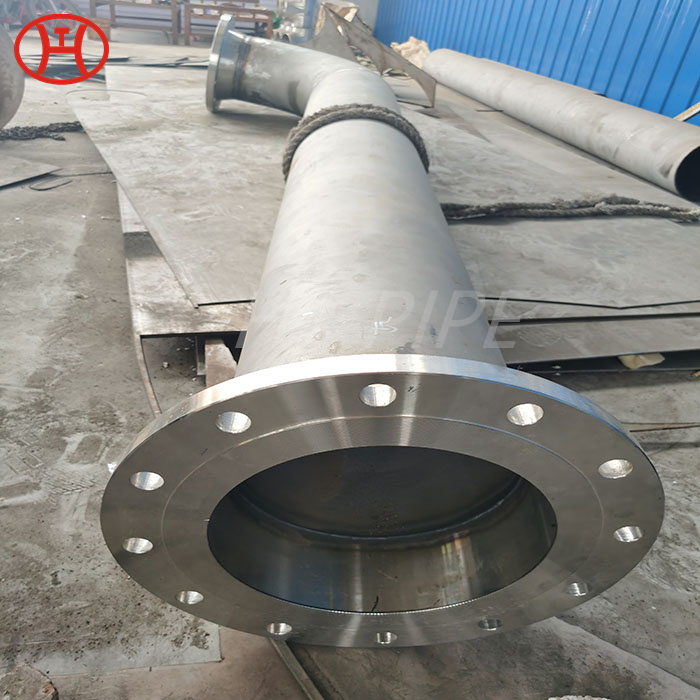
パイプスプールシステムは、集中的な配管を必要とする発電所や石油精製所で主に使用されています。これらのシステムには流体や気体の輸送が含まれており、これらの輸送システムには多くの接続部品が必要です。これらのシステムでは、間違いが許される余地はありません。
結合された部品は、誘発された内部応力を軽減する目的で熱処理されます。熱処理手順は ASME B31.3 規格に従って実行されます。その後、腐食の危険から表面を保護するために、パイプのスプールを塗装する必要があります。
この合金は優れた耐酸化性と 1500 °F (816 °C) までのクリープ強度を備えています。また、優れた低温靱性も備えています。
合金 347H (UNS S3409) ステンレス鋼プレートは、合金の高炭素 (0.04 °C 0.10) バージョンです。
316L は、ほぼすべての点で 316 に非常に似ています。
ただし、316 は 316L よりも溶接部の腐食 (溶接部内の腐食) の影響を受けやすいため、多くの溶接が必要なプロジェクトには 316L の方が適しています。
316 は溶接腐食を防ぐために焼きなますことができます。
316L は、高温、高腐食の用途に優れたステンレス鋼でもあるため、建設や海洋プロジェクトでの使用に非常に人気があります。
合金 347 (UNS S34700) は、コロンビウム安定化オーステナイト系ステンレス鋼板で、一般的な耐食性が良好で、強酸化条件下での耐性が 321 (UNS S32100) よりも若干優れています。
304 ステンレス鋼は、その優れた耐食性と価値により、世界で最も一般的なステンレス鋼です。 16% ~ 24% のクロムと最大 35% のニッケル、および少量の炭素とマンガンが含まれています。
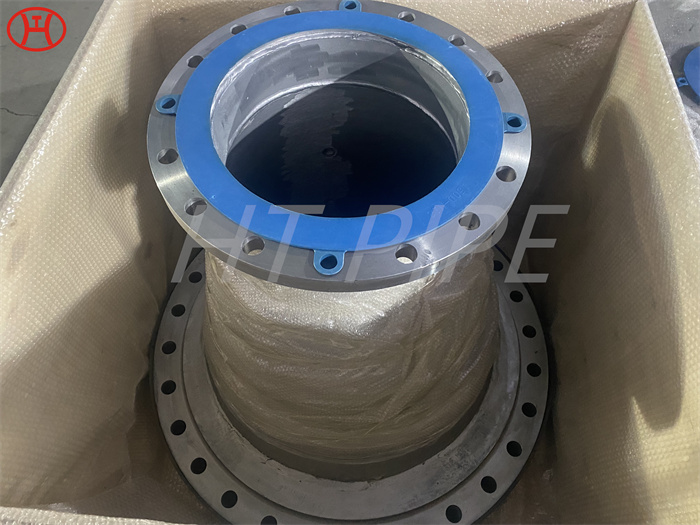
パイプスプールは現場での設置コストを削減し、より高い品質の製品を提供するために事前に製造されています。通常、他のスプールに接続するためにフランジが付いています。スプールの製造は通常、必要なインフラストラクチャを備えた特殊な会社によって行われます。
800℃~1500℃(427℃~816℃)の炭化クロム析出範囲の温度にさらされた後の粒界腐食に対する優れた耐性を備えています。
スチールの耐久性は、パイプライン システムの最大の利点の 1 つです。強度が高く、圧力、温度、激しい衝撃、振動に耐えることができます。また、独自の柔軟性を備えており、簡単に拡張できます。
クロム含有量が高いため、多くの腐食環境で材料を保護する不動態皮膜が促進および維持されます。
最も一般的な 2 つのステンレス鋼グレードは 304 と 316 です。主な違いは、特に塩や塩化物にさらされる環境での耐食性を大幅に向上させる合金であるモリブデンが添加されていることです。
904L グレードのステンレス鋼は他の鋼とは異なります。 904L 鋼は、クロム、モリブデン、ニッケル、銅が過剰に含まれているため、腐食、錆、酸に対する優れた耐性を備えています。
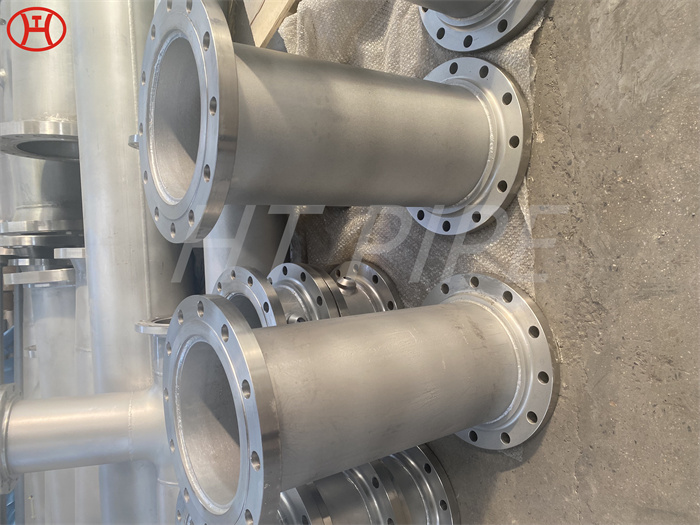
部品の端を仕上げた後に、はめ込みと溶接のプロセスを適用する必要があります。したがって、ステンレス鋼および炭素鋼のパイプスプールの場合、部品を鋼ベースまたは木製ベースに配置できます。さらに、炭素鋼とステンレス鋼の間の接触の可能性は最小限に抑えなければなりません。
このグレードに銅を添加すると、従来のクロムニッケルステンレス鋼よりも優れた耐食性が得られ、特に硫酸、リン酸、酢酸に対して優れています。ただし、塩酸の使用には制限があります。
これらの専門製造業者は、現場で適切にフィットし、クライアントが定義した必要な技術的特性を維持するために、指定された一連の品質と精度の下でシステムを製造します。
水や可燃性ガスの供給には鋼管が最も有効です。これらは、天然ガスまたはプロパン燃料を移送するために多くの家庭や企業で使用されています。耐熱性が高いため、防火用スプリンクラーシステムにも使用されています。
パイプスプールは、素管と管継手を使用して製造されます。素管の切断加工は、管継手やその他の部品に適した、あらかじめ指定されたサイズで行われます。
マーキング後の次の手順は切断工程です。素材によって切り方は異なります。そこで炭素鋼には火炎切断法が利用されます。さらに、ステンレス鋼部品はプラズマ アーク切断機を使用して切断できます。プラズマ アーク カッターを使用する場合は、特定の条件を維持する必要があります。
ステンレス鋼 904L \/ 1.4539 材料は、熱間圧延および冷間圧延のシートおよびストリップ、半製品、棒、圧延ワイヤおよび異形材、さらに圧力用途向けのシームレスおよび溶接パイプの製造に使用できます。
プラズマ アーク カッターは大きなパイプ (公称パイプ サイズ 28 インチ以上) に使用され、その使用は枝を切断するのにも有益です。 可能であれば、プラズマ アーク カッターによって発生するスパッタからパイプまたは継手を保護するために、内部ケースをパイプまたは継手に配置する必要があります。切断後は、刃先の準備を維持する必要があります。
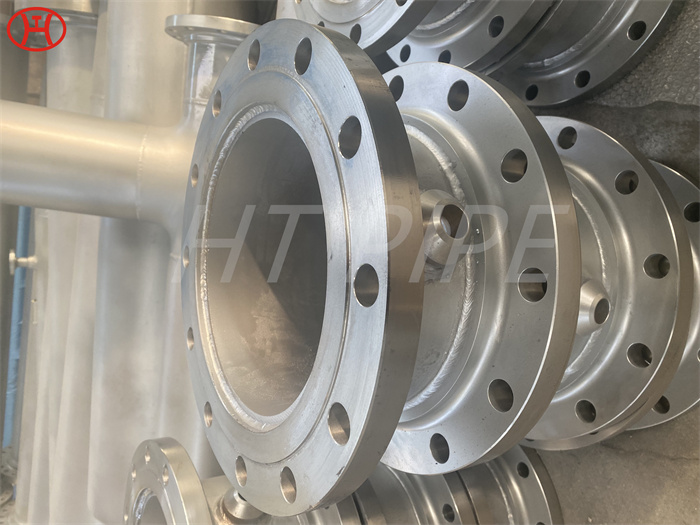
コンポーネントの表面エッジは平らでなければならず、表面の不純物は除去されなければなりません。パーツのエッジには面取り加工を施しております。面取り加工には研削盤が使用されます。面取り用の研削盤の種類は、ステンレス鋼部品と炭素鋼部品で異なります。
スプール上の溶接の数は最小限に抑える必要があります。円周溶接部と中心線の間の間隔の寸法は、パイプまたは継手の肉厚の 4 倍を超えてはなりません。本溶接の後は、仮付け溶接を正確に行う必要があります。スプール内のすべての溶接は、適切な溶接手順仕様 (WPS) に従って実装する必要があります。溶接プロセスが完了した後、専門家によって部品の品質管理が行われます。