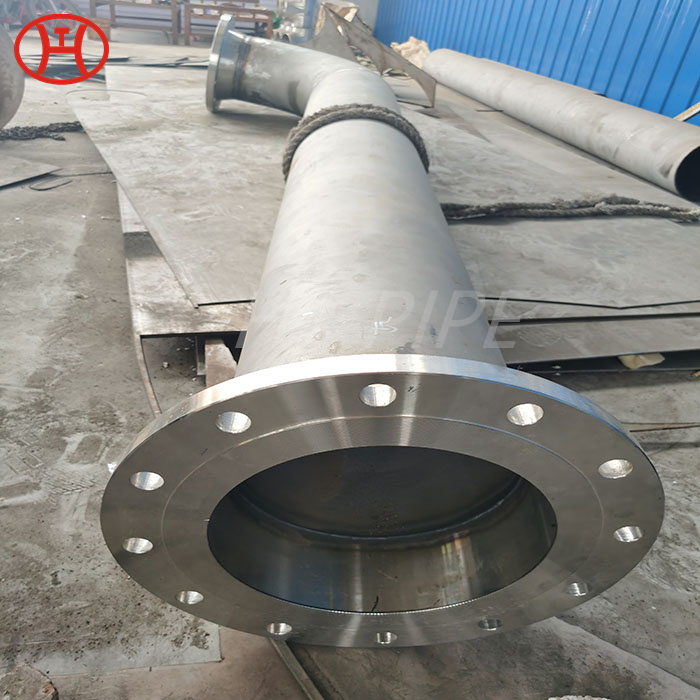
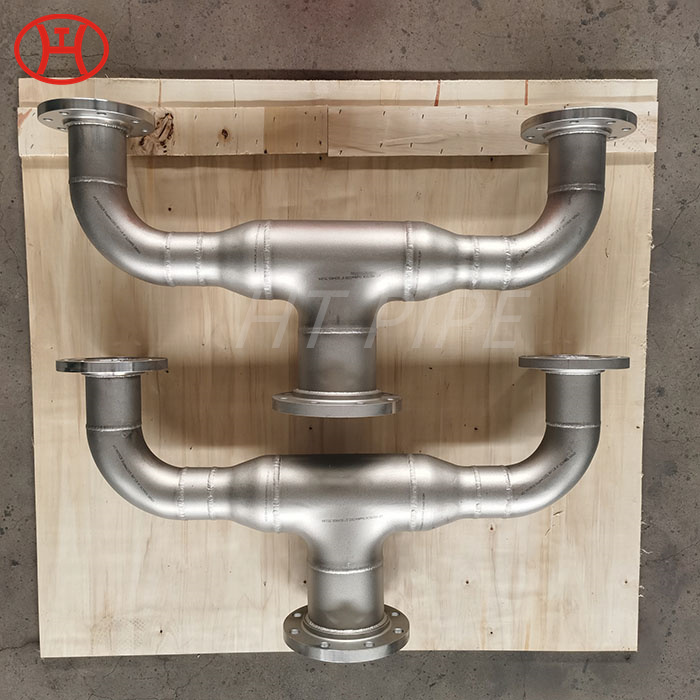
Proses pengeluaran spools paip mempunyai beberapa peringkat. Semua peringkat dilaksanakan untuk tujuan tertentu dan array antara peringkat adalah besar. Oleh itu, langkah-langkah pembuatan boleh dibahagikan kepada penandaan, pemotongan, kesesuaian, kimpalan, dan lukisan.