Cijene kalema izrađene su od brojnih sirovih cijevi i cijevi (npr. Laktovi, prirubnice, majice itd.) U trgovinama za izradu.
Rezač luka u plazmi koristi se za velike cijevi (iznad 28 inča nominalne veličine cijevi), a njegova upotreba također je korisna za rezanje grana. Ako je moguće, unutarnji slučaj mora biti smješten u cijevi ili okovi, kako bi se zaštitili od prskanja koji su stvoreni rezačem plazma luka. Nakon rezanja i pripreme ruba mora se održavati.
Kapljice od čeličnih cijevi također se nazivaju montažne komponente cjevovodnog sustava kao što su cijevi, prirubnice i cijevi, a montirane su tijekom razvoja prije nego što ih pošalju u proizvodnju.
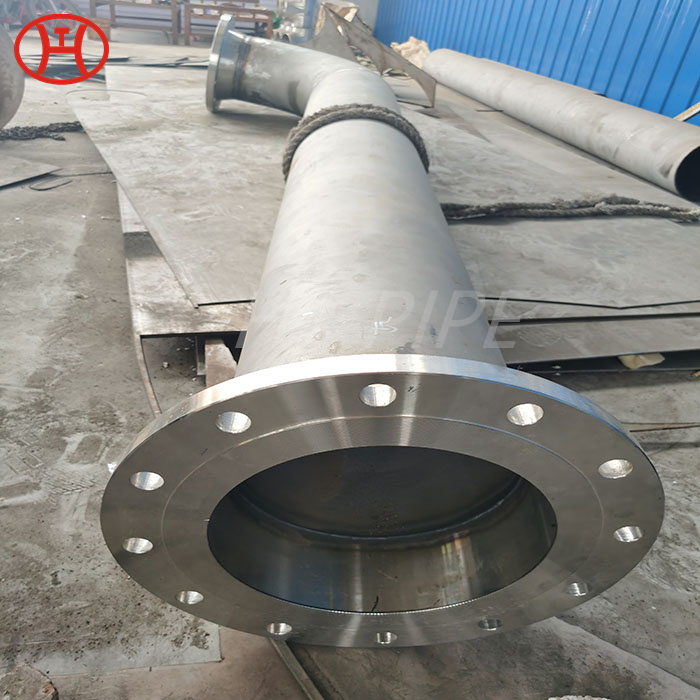
Ovo spoolovanje od nehrđajućeg čelika često je prirubljeno kako bi se olakšala povezanost s drugim kalemima, a također je uglavnom preferirana u raznim industrijskim primjenama, kao što su elektrane i rafinerije nafte, zahtijevaju intenzivne cjevovode.
Izrađujemo i proizvode za cjevovode. Kad kupci trebaju različite elemente spojiti prije ugradnje, primjena proizvedenih elemenata zajedno naziva se aplikacijama za cijevi. Postoje proizvodi od kalema od nehrđajućeg čelika, kao i drugi materijal koji je napravljen od kalema.
Kalemi za cijevi obično se nanose u betonske konstrukcije kako bi se osiguralo da su potrebni okovi postavljeni prije nego što ugradite beton u konstrukciju.
Spoo od nehrđajućeg čelika korisne su kupcima jer ne propuštaju nijedan dijelovi i uklanjaju poteškoće u instalaciji na licu mjesta.
Postoje različite ocjene materijala koje se koriste za proizvodnju ovih kalema. Nehrđajući čelik od 304 je najčešće korištena. Sanitarni nehrđajući čelik 304 Tri Clamp Spool sastoji se od ovog materijala i ima 3 stezaljke ugrađene za praktičnost kupca. Našim kupcima pružamo i prilagođena rješenja. Molimo kontaktirajte nas zbog svojih potreba.
Broj zavarivanja na kalem mora se držati u minimalnom broju. Dimenzija razmaka između obodnih zavarivanja i središnjih linija ne smije biti veća od četiri puta veće od debljine stijenke cijevi ili uklapanja. Nakon glavnih zavara, zavariva se moraju izvršiti precizno. Svi zavarivači u kalemima moraju se provesti prema pravilnoj specifikaciji postupka zavarivanja (WPS). Nakon obavljenog postupka zavarivanja, stručnjaci su obavljali kontrolu kvalitete komponenti.
Kombinirani dijelovi su toplinski tretirani s ciljem smanjenja induciranih unutarnjih napona. Postupak toplinske obrade provodi se prema ASME B31.3 standardima. Nakon toga, cijevi za cijevi moraju biti obojene radi zaštite površina od bilo kojeg rizika od korozije.
ASTM A403 cijevi za cijev, SS cijevi kalemi, kalemi za cijev od nehrđajućeg čelika, WP stupanj SS 304 cijevi za cijev, DIN2617 SS cijev za cijev, DIN2616 SS cijev za cijev u Kini.
Spool za cijevi su dijelovi pred-izgradnje sustava cjevovoda. Cijevi, prirubnice i okovi nazivaju se kalemima za cijev i proizvode se prije nego što se koriste u cjevovodima.
Za opskrbu vodom i zapaljivim plinovima, čelične cijevi su najkorisnije cijevi. Koriste se u mnogim domovima i tvrtkama za prijenos prirodnog plina ili goriva propana. Također su koristili za sustave za požar za prskanje zbog velike otpornosti na toplinu.
Ovi su spojevi ugrađeni unutar betonskih zidova prije izlijevanja betona. Ovaj se sustav mora pravilno uskladiti prije izlijevanja betona jer mora izdržati težinu i silu strukture.
Oni uglavnom lako korodiraju zbog elemenata koje izlažu; Voda i prirodni elektroliti. Prihvatljivo zaštitno praćenje mora se obaviti prilikom primjene sustava kalema za cijev.
Izrada kalema za cijev vrlo je važna jer za izgradnju broda i drugih morskih industrija zahtijevaju intenzivne cjevovode. Spool za cijevi stvaraju velike prednosti jer smanjuju ograničenja prostora na licu mjesta.
S ovom prednosti, sav cjevovod koji koristi industrije ima sjajnu priliku povećati učinkovitost sustava cjevovoda i smanjiti potrebu za radnom snagom i vremenom.
Sustavi cijevi za kalem uglavnom se koriste u elektranama i rafinerijama nafte koje zahtijevaju intenzivne cjevovode. Ovi sustavi uključuju prijevoz i transport tekućine i plina, a ovi transportni sustavi trebaju puno spojnih dijelova. U tim sustavima nema mjesta za pogreške.
Cijene kalema proizvode se upotrebom sirovih cijevi i cijevi. Proces rezanja sirovih cijevi vrši se s unaprijed određenim veličinama koje su prikladne za cijevi i druge komponente.
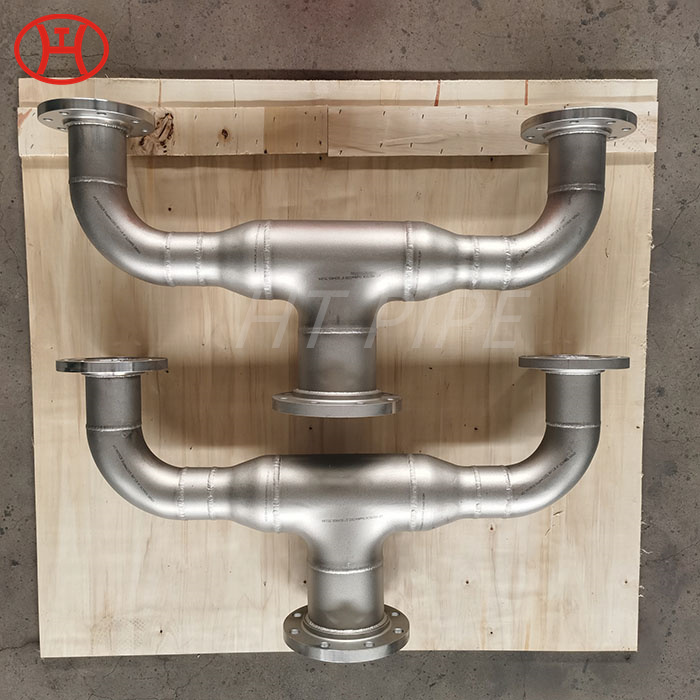
Cijeli sustav zavarivanja za zavarivanje mora se proizvesti s natkrivenim krajevima. 90 ¡guzice zavarene laktove proizvode se kako bi se u svakom smjeru napravio okomit kut. Mogu se isporučiti kao kratki i dugi radijus. Željena fiksacija i ispravno središte između komponenti mogu se održavati pomoću istinskog izračunatih polumjera.
Spool za cijevi unaprijed su izraženi kako bi se smanjili troškovi instalacije na terenu i pružali veću kvalitetu u proizvodima. Obično su prirubljeni da bi se povezala s drugim kalemima. Izradu kalema obično obavljaju posebne tvrtke koje imaju potrebnu infrastrukturu.
Sljedeći postupak nakon označavanja je korak rezanja. Način rezanja razlikuje se za razne materijale. Tako se za ugljične čelike koristi metoda rezanja plamena. Nadalje, komponente od nehrđajućeg čelika mogu se izrezati pomoću stroja za rezanje plazma luka. Ako se koristi rezač plazma luka, moraju se održavati određeni uvjeti.
Ovi specijalistički proizvođači proizvode sustav u okviru navedenog skupa kvalitete i točnosti kako bi se pravilno uklopila na mjestu i održala potrebna tehnička svojstva koju je klijent definirao.
Površinski rubovi komponenti moraju biti ujednačeni, a površinske nečistoće moraju se ukloniti. Proces zakona provodi se za rubove dijelova. Za postupak ležišta koristi se stroj za mljevenje. Vrsta strojeva za mljevenje za stavljanje razlikuje se za komponente od nehrđajućeg čelika i komponente ugljičnog čelika.
Spoolice za cijevi unaprijed su oblikovane kako bi se lakše sastavili pomoću dizalica, mjerača i drugih alata za spajanje dijelova. Spoolice za cijevi ujedinjuju duge cijevi s prirubnicama s kraja dugih cijevi kako bi se mogle međusobno pričvrstiti s odgovarajućim prirubnicama.
Postupak uklapanja i zavarivanja mora se primijeniti nakon završetka ruba dijelova. Stoga se, za kaleme od nehrđajućeg čelika i karbonskog čelika, dijelovi mogu smjestiti na čelične baze ili drvene baze. Nadalje, svaka mogućnost kontakta između ugljičnog čelika i nehrđajućeg čelika mora se minimizirati.
Trajnost čelika jedna je od najboljih prednosti cjevovodnih sustava. Snažan je i može izdržati pritiske, temperature, teške udarce i vibracije. Također ima jedinstvenu fleksibilnost koja pruža lako proširenje.
Stoga odabrani polumjer lakta može biti vrlo važan. Druga vrsta laktova smanjuje laktove. U ovoj vrsti laktova dimenzija polumjera središnje linije jednaka je polovici nominalne veličine većeg kraja. Smanjivanje laktova, opet, održavajte promjenu protoka od 90 ¡u sustavu cjevovoda. Nadalje, promjena 180rti.
Sirove cijevi su izrezane na potrebne veličine i premještaju se cijevi za cijev u odgovarajući stol, gdje su neke komponente postavljene zajedno (tj. Privremeno spojene). Rezultirajući podspremnik (dio završne cijevi za cijev) nastavlja se s operacijama zavarivanja (tj. Stalno povezano) prije nego što se vrati na odgovarajući stol i postane opremljen drugim komponentama kalema.